装配结构工艺性分析.docx
《装配结构工艺性分析.docx》由会员分享,可在线阅读,更多相关《装配结构工艺性分析.docx(7页珍藏版)》请在冰豆网上搜索。
装配结构工艺性分析
装配结构工艺性分析
在编制零件机械加工工艺规程前,第一应研究零件的工作图样和产品装配图样,熟悉该产品的用途、性能及工作条件,明确该零件在产品中的位置和作用;了解并研究各
项技术条件制订的依据,找出其要紧技术要求和技术关键,以便在拟订工艺规程时采纳适当的措施加以保证。
工艺分析的目的,一是审查零件的结构形状及尺寸精度、相互位置精度、表面粗糙度、材料及热处理等的技术要求是否合理,是否便于加工和装配;二是通过工艺分析,对零件的工艺要求有进一步的了解,以便制订出合理的工艺规程。
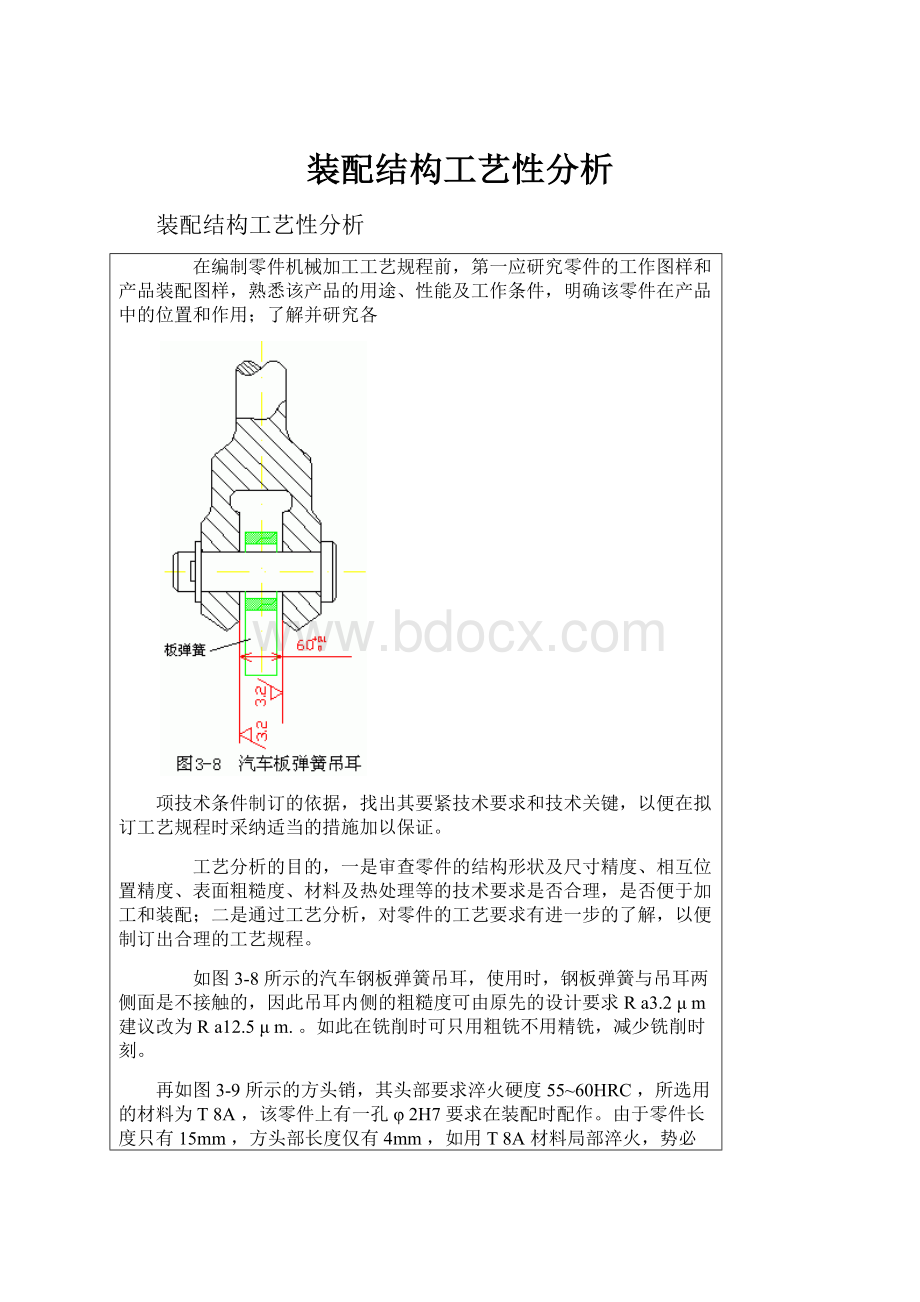
如图3-8所示的汽车钢板弹簧吊耳,使用时,钢板弹簧与吊耳两侧面是不接触的,因此吊耳内侧的粗糙度可由原先的设计要求Ra3.2μm建议改为Ra12.5μm.。
如此在铣削时可只用粗铣不用精铣,减少铣削时刻。
再如图3-9所示的方头销,其头部要求淬火硬度55~60HRC,所选用的材料为T8A,该零件上有一孔φ2H7要求在装配时配作。
由于零件长度只有15mm,方头部长度仅有4mm,如用T8A材料局部淬火,势必全长均被淬硬,配作时,φ2H7孔无法加工。
若建议材料改用20Cr进行渗碳淬火,便能解决问题。
二、结构工艺性分析
零件的结构工艺性是指所设计的零件在满足使用要求的前提下,制造的可行性和经济性。
下面将从零件的机械加工和装配两个方面,对零件的结构工艺性进行分析。
(一)机械加工对零件结构的要求
1.便于装夹零件的结构应便于加工时的定位和夹紧,装夹次数要少。
图3-10a所示零件,拟用顶尖和鸡心夹头装夹,但该结构不便于装夹。
若改为图b结构,则能够方便地装置夹头。
2.便于加工零件的结构应尽量采纳标准化数值,以便使用标准化刀具和量具。
同时还注意退刀和进刀,易于保证加工精度要求,减少加工面积及难加工表面等。
表3-8b所示为便于加工的零件结构示例。
3.便于数控机床加工
被加工零件的数控工艺性问题涉及面专门广,下面结合编程的可能性与方便性来作工艺性分析。
编程方便与否常常是衡量数控工艺性好坏的一个指标。
例如图3-11所示某零件通过抽象的尺寸标注方法,若用APT语言编写该零件的源程序,要用几何定义语句描述零件形状时,将遇到苦恼,因为B点及其直线OB难于定义。
解决此问题需要迂回,即先过B点作一平行于L1之直线L3并定义它,同时还要定义出直线AB,因此方能求出L3与直线AB交点B,进而定义OB。
否则要进行机外手工运算,这是应该尽量幸免的。
由此看出,零件图样上尺寸标注方法对工艺性阻碍较大。
为此对零件设计图样应提出不同的要求,凡经数控加工的零件,图样上给出的尺寸数据应符合编程方便的原则。
零件的外形、内腔最好采纳统一的几何类型或尺寸,如此能够减少换刀次数,还有可能应用操纵程序或专用程序以缩短程序长度。
例如图3-12a所示,由于圆角大小决定
着刀具直径大小,专门容易看出工艺性好坏。
因此应对一些要紧的数控加工零件举荐规范化设计结构及尺寸。
图3-12b说明应尽量幸免用球头刀加工(现在R=r),一样考虑为d=2(R-r)。
此外,有的数控机床有对称加工的功能,编程时关于一些对称性零件,如图3-13所示的零件,只需编其半边的程序,如此能够节约许多编程时刻。
4.便于测量
设计零件结构时,还应考虑测量的可能性与方便性。
图3-14所示,要求测量孔中心线与基准面A的平行度。
如图3-14a所示的结构,由于底面凸台偏置一侧而平行度难于测量。
在图3-14b中增加一对称的工艺凸台,并使凸台位置居中,现在则测量大为方便。
(二)装配和修理对零件结构工艺性的要求
零件的结构应便于装配和修理时的拆装。
如图3-15a左图结构无透气口,销钉孔内的空气难于排出,故销钉不易装入。
改进后的结构如图3-15a右图。
在图3-15b中为保证轴肩与支承面紧贴,可在轴肩处切槽或孔口处倒角。
图3-15c为两个零件配合,由于同一方向只能有一个定位基面,故图3-15c左图不合理,而右图为合理的结构。
在图3-15d中,左图螺钉装配空间太小,螺钉装不进。
改进后的结构如图3-15d右图。
图3-16为便于拆装的零件结构示例。
在图3-16a左图中,由于轴肩超过轴承内圈,故轴承内圈无法拆卸。
图3-16b所示为压入式衬套。
若在外壳端面设计几个螺孔,如图3-16b右图所示,则可用螺钉将衬套顶出
三、技术要求分析
零件的技术要求要紧有:
1.加工表面的形状精度(包括形状尺寸精度和形状公差);
2.要紧加工表面之间的相互位置精度(包括距离尺寸精度和位置公差);
3.加工表面的粗糙度及其它方面的表面质量要求;
4.热处理及其它要求。
通过对零件技术要求的分析,就能够区分要紧表面和次要表面。
上述四个方面均要求较高的表面,即为要紧表面,要采纳各种工艺措施予以重点保证。
在对零件的结构工艺性和技术要求分析后,对零件的加工工艺路线及加工方法就形成一个初步的轮廓,从而为下一步制订工艺规程作好预备。
若在工艺分析时发觉零件的结构工艺性不行,技术要求不合理或存在其它问题时,就可对零件设计提出修改意见,并经设计人员同意和履行规定的批准手续后,由设计人员进行修改。
 升级会员
升级会员 