商用表格印刷机安全操作必备手册.docx
《商用表格印刷机安全操作必备手册.docx》由会员分享,可在线阅读,更多相关《商用表格印刷机安全操作必备手册.docx(26页珍藏版)》请在冰豆网上搜索。
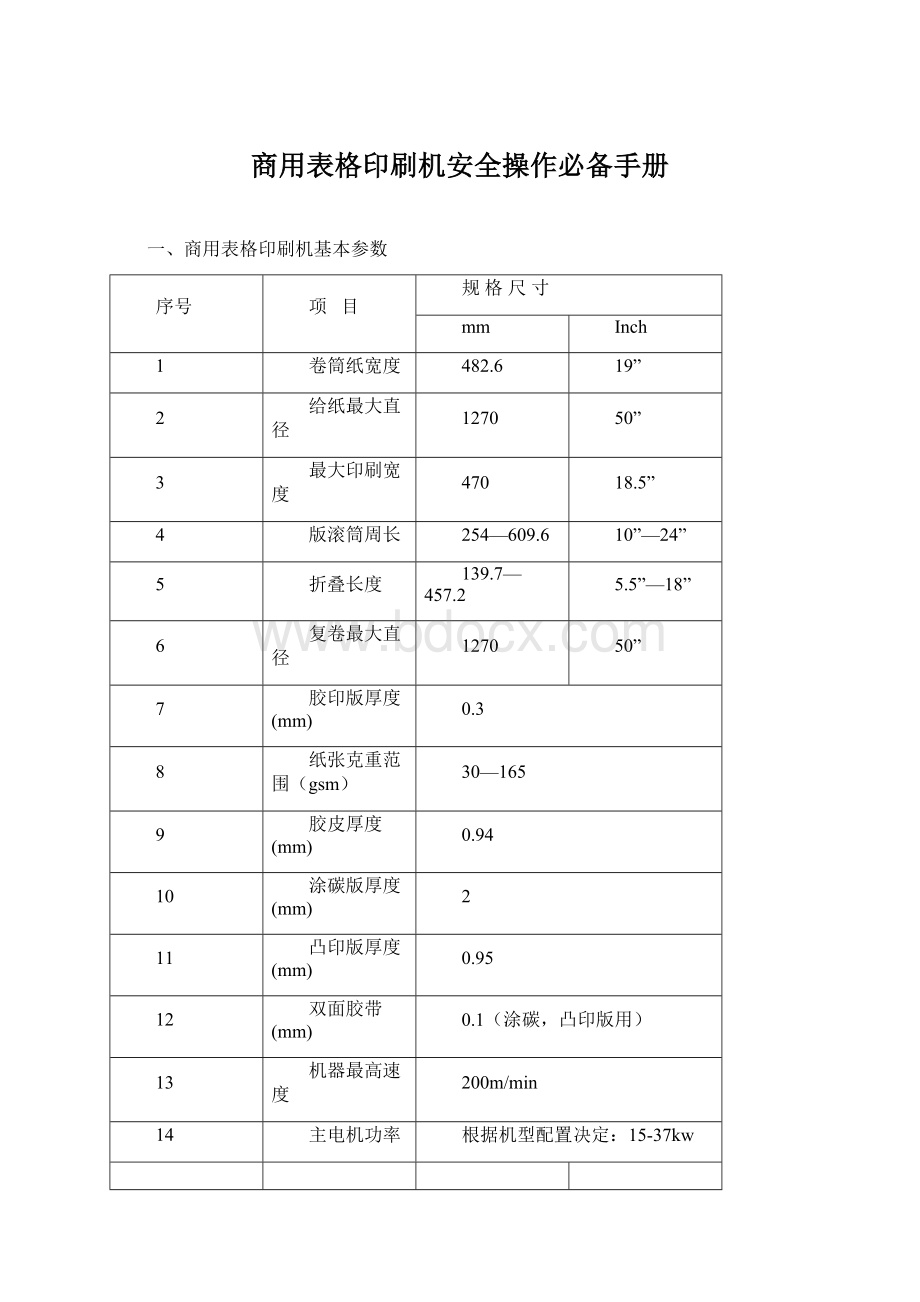
商用表格印刷机安全操作必备手册
一、商用表格印刷机基本参数
序号
项 目
规格尺寸
mm
Inch
1
卷筒纸宽度
482.6
19”
2
给纸最大直径
1270
50”
3
最大印刷宽度
470
18.5”
4
版滚筒周长
254—609.6
10”—24”
5
折叠长度
139.7—457.2
5.5”—18”
6
复卷最大直径
1270
50”
7
胶印版厚度(mm)
0.3
8
纸张克重范围(gsm)
30—165
9
胶皮厚度(mm)
0.94
10
涂碳版厚度(mm)
2
11
凸印版厚度(mm)
0.95
12
双面胶带(mm)
0.1(涂碳,凸印版用)
13
机器最高速度
200m/min
14
主电机功率
根据机型配置决定:
15-37kw
二、表格机安装对印刷环境要求
1.印刷车间的环境要求
1) 温度、湿度:
为印出理想的印品,应对车间的温度和湿度进行控制。
夏季:
温度26±1℃湿度55±5℃RH
冬季:
温度21±1℃湿度55±5℃RH
印刷机允许环境温度可为20℃—35℃,湿度30—70℃RH,这是由印刷机器本身的元器件决定的。
2) 印刷车间照度:
一般可用300lux以上,检查印样照度要求为500lux。
3) 换气设备:
印刷车间应有换气设备,以确保车间空气新鲜,也可以防止易燃物在空气中浓度超过一定的比例。
4) 消防设备:
印刷车间由于有纸张、油墨、清洗剂等易燃物品及电器设备,因此应有适当的消防设备,例如:
贮压式干粉灭火器是不可缺少的。
5) 噪音:
噪音对人的危害非常大,必须特注意,应采取措施降低噪音降低。
人们能够接受的数值。
机器的噪声数值不得超过85dBA。
如果印刷车间同时开动多台机器,噪音数值可能会超过85dBA。
必须采取措施。
如:
车间采用吸音材料,操作者带防护装置,或者把噪音大的声源(空压机、气泵)移到车间外等措施,本机实测噪音(平均)85dBA。
2.机器安装地面要求
1) 印刷机应安装在坚固、无震动的基础上。
基础表面必须平整,机器安装范围内地面不平度应小于10mm,地面承载不低于3000kg/m2,抗压强度应不低于3.2Mpa。
对地基较松软的基础须进一步加固。
地基的深度可视土质而稍作变动,厂房附近有较大的震源,则地基四周须加防震槽.
2) 机器两侧离墙体的距离不小于1.5m,前后两头离墙体的距离不小于2m。
3.电气系统对用户提供安装条件的要求
用户负责对机器的电气系统提供动力电源。
1) 动力电源应为三相五线制380V,50Hz,400A电源,其中中线(N)地线(TE)作为机器的保护接地总线,因此要求地线要有良好的接地性能。
电源电压应保证均衡,波动范围不应超过±10%。
2) 电源线由用户自备,导线规格:
185mm?
2?
黑色,数量3根;95mm?
2?
黄绿相间色,数量1根;导线长度根据现场确定,分别安到主电气箱的A1、A2、A3、TE接线柱上。
动力电源的容量不小于85KVA,用户必须在机器外部设置单独的动力开关。
3) 如设备有热风、UV干燥装置,需要单独设置电源、要求与动力电源的要求相同。
三、表格机胶辊规格表
喷水型胶印机组胶辊规格表:
名称
件数
数量
材料
辊径
辊体长
总长
硬度Hsh
传墨辊
1
1
橡胶
65
480
580
38º~40º
匀墨辊
5
5
橡胶
65
480
580
38º~40º
着水辊
1
1
橡胶
64.1
520
598
20º
匀水辊
2
2
橡胶
64.1
520
598
20º
着墨辊
1
1
橡胶
75
480
598
25º~30º
着墨辊
1
1
橡胶
56.8
480
556
25º~30º
连续给水型胶印机组胶辊规格表:
名称
件数
数量
材料
辊径
辊体长
总长
硬度Hsh
传墨辊
1
1
橡胶
65
480
580
30º~40º
匀墨辊
5
5
橡胶
65
480
580
38º~40º
着墨辊
1
1
橡胶
75
480
598
25º~30º
着水墨辊
1
1
橡胶
56.8
500
542
23º~25º
出水辊
1
1
橡胶
64
524
608
25°
四、表格机同步齿型带规格表
序号
项目代码
规格型号
数量
使用部位
1
1020307
570H100
1
给纸机组
2
N289-40201
T5-700
3
胶印机组
3
N292-21041
T5-350
1
加工部切边机构
4
N292-58811
T5-400
1
加工部边缘孔
5
1020308
630H100
1
张力机组
6
1020301
T10-500
2
张力机组、连续给水
7
N342-SD20304
T5-500
1
裁单张机组
8
N342-SD30336
T10-800
1
裁单张机组
9
N342-SD30419
T10-450
1
裁单张机组
10
N342-SD40202
450H100
1
裁单张机组
11
N342-SD10205
T10-1800
1
裁单张连切边机构
12
N293-314
DT10-15-110
1
折页机组双面皮带
13
N293-315
T10-25-145
1
折页机组
14
1020300
770H100
1
折页机组
15
1020302
T10-700
1
折页机组
16
1020303
T10-1350
1
折页机组
17
N293-445
T10-1400
1
折页机组
18
N293-446
T5-590
1
折页机组
19
N294-415
450H150
1
复卷机组
说明:
①T10-25-180表示节距=10,宽度=25,齿数=180。
②630H100表示长度=630英寸,"H"节距=12.7MM,宽度=1英寸
五、表格机润滑油剂类别
机构名称
油剂型号
润滑油泵
-5℃--0℃ N22# 机油
1℃--20℃ N32#--N46#机油
21℃--40℃ N46#--N68#机油
空压机
PUMA专用油或压缩机专用油
齿轮箱
20#齿轮机油
其它注油嘴
耐高温黄油
谐波驱动器
0#润滑脂
六、表格机各机组润滑示意图
七、表格机维护保养细则
1.日保养:
1) 每班一次(班后30分钟),并作交接记录。
2) 检查全机油路、气路、水路工作是否正常。
3) 清理全机粉尘、纸毛、油污等杂物,擦拭全机外观。
4) 清洗水箱过滤网,并检查水位是否符合要求。
5) 将空压机储气罐下方的泄水阀打开,排除管内积水。
6) 清理胶印机组墨斗内的残留油墨,确保调墨螺钉调节灵活。
7) 查看油箱油位,如低于油标位置应及时加油。
8) 纠偏仪光电头清洁。
2. 周保养:
1)每周一次(周末4小时),并作保养记录。
2)清理机组水槽及回水孔,以防堵塞回水不暢。
3)靠版胶辊两端摆件处加机油,保证其灵活性。
4)跳印插件压印滚筒偏心套处加油,以保证跳印准确。
同时对用毕的插件进行清理、注油、保养以备再用。
5)清理电气箱进、出风口,确保进出空气通畅。
6)对插件滚筒进行清理,并检查滚筒外观有无磕伤现象。
7)清理冷干机,压缩机上的灰尘,保养冷凝器、储气罐及各润滑部位。
8)清理水箱并更换新水。
9)清洁空压机进气滤清器滤芯。
10)检查项目:
①全机过纸辊、传墨辊两端轴承转动是否灵活。
②全机传墨辊辊身、水管保护套是否完好无损。
③折页部螺钉是否紧固。
④清理打孔轮处纸屑及各传动皮带的松紧度。
⑤全机地脚螺钉、固定螺钉、运转部件螺钉及齿轮箱支柱是否紧固。
⑥胶印插件三滚筒的离合是否正常。
⑦加工部、折页部伺服系统运转是否正常。
3. 月保养:
1) 每月一次(月末8小时),并作保养记录。
2) 清理全机齿轮,确保齿轮的清洁度和正常间隙。
3) 检查加工部打孔装置处两齿轮之间的间隙并进行间隙调整。
4) 调整各墨辊之间间隙,确保压力符合技术要求。
(检查更换轴承)
5) 检查给纸及各张力辊压纸轮压力,确保张力稳定。
6) 各黄油嘴加注黄油(包括胶印插件和垄线插件)。
7) 清理主电器箱内的灰尘,并检查通风口是否畅通。
8) 对全机电线进行检查,查看有无损伤及接触不良。
9) 清理全机电磁阀,查检有无损伤。
10) 检查各电器箱内保险是否完好。
11) 检查吊车葫芦链条是否完好,并进行涂油润滑。
12) 检查、调整弯版机的弯版精度,并对滑动部位涂油润滑。
13) 检查空气压缩机油箱内的油位是否在规定范围内。
14) 清理水槽、水箱,清理冷凝器、冷凝管及比重计上的污垢。
15) 检查自动排水的“0”型圈是否磨损。
4. 年保养:
1)每年一次(不少于3天),并作保养记录。
2)检查全机水平状况并进行调整。
3)全机机械部件检查调整,彻底擦拭,清除污垢。
4)清洗齿轮(不必拆卸)并注意电磁离合器不要沾油。
5)齿轮箱、气泵、润滑泵按规定清洗换油。
6)检查全机轴、辊,并调整好压力和间隙。
7)检查全机各部位皮带及主电机三角带的张紧力。
8)检查传动轴两端藕联器是否完好,连接螺钉及顶丝是否紧固。
9)检查各胶印机组胶辊磨损程度,适时更换新胶辊。
10) 检查各垄线插件两端圆锥滚子轴承的松紧度并进行适当调整。
11) 彻底清除电器箱及电气部件灰尘。
12) 彻底清除UV灯箱排风口的杂物及灰尘,确保通风顺畅。
13) 重新校正张力控制器参数(详见《张力控制器设定方法》)。
八、表格机操作注意事项
1.插件的安装
1) 为了插件墙板上部有适当的游离,交换辊有3~5mm的调整余量,用脚轮调整螺钉调节。
2) 请不要让插件的版滚筒碰到主机墙板,并注意慢慢向传动侧推入。
将插件缓缓推入主机。
3) 按下机组电气箱侧面“锁定”按钮(UNITLOCK),使插件固定到位。
4) 确认滚筒齿轮与传动齿轮是否完全啮合。
如果滚筒齿轮与传动齿轮没有啮合好就开始运转,会使齿轮损坏。
2.插件压力的调整
除胶皮滚筒与压印滚筒的压力外,其它压力在出厂前已调整好,使用时,胶皮滚筒与压印滚筒的压力根据纸张的厚度不同进行微调,下面是微调的方法:
1) 版滚筒与胶皮滚筒(标准压痕宽3mm)
压力小时(压痕窄)逆时针旋转版压调整螺钉4。
压力大时(压痕宽)顺时针旋转版压调整螺钉4。
左右压力不均匀时,用版压调压螺杆8调整版压(顺时针压力增大,逆时针压力减小)。
2) 胶皮滚筒与压印滚筒(标准压痕3.5mm)
压力小时(压痕窄)顺时针旋转压印调整手柄5。
压力大时(压痕宽)逆时针旋转版压调整螺钉5。
左右压力不均匀时,用压印调压螺杆9调整印压(顺时针回转压力增大,逆时针回转压力减小)。
3.版安装
1) 安装前,请将版滚筒擦拭干净。
2) 将版头插入版滚筒槽中。
3) 点动按扭,转动版滚筒。
4) 将版尾部插入。
5) 合压状态下正向转动版滚筒2至3圈,以确认PS版已装好。
6) 使版滚筒离压。
4.版滚筒与胶皮滚筒的边口位置调整
印刷时,版滚筒与胶皮滚筒的边口位置必须重合,如不重合必须调整,将胶皮滚筒传动侧齿轮端头的两个螺栓松开后,调节齿轮与轴的相对位置,调好后再将螺栓紧固。
5.橡皮布安装方法
1) 安装前将滚筒用清洗液擦干净。
在合压时注意不要粘上粘接剂,涂敷后,约2小时不沾水与溶剂。
2)把胶皮的内纸从开卷方向15mm位置揭下。
3)把揭了内纸面的胶皮一端放入胶皮滚筒的沟槽里.
4)慢慢回转压印滚筒,一边减少胶皮内纸,一边合压,这时用抹布擦胶皮,注意防止空气进入。
5)回转一周后,合压向正方向回转2至3圈,确认一下有无气泡,然后离压。
6)把两端面用合成树脂结合剂密封起来。
6.切边刀调整
1
横向移动用步进电机
6
切边下刀
2
接近开关
7
切边上刀
3
微动开关
8
切边上刀上下调整螺钉
4
横向调整手柄
9
切边上刀左右调整螺钉
5
切边上刀定位螺钉
1)切边左右调整方法
松开切边上刀定位螺钉5及切边上刀左右调整螺钉9,整体移动切边上刀架,使上刀相对于下刀向内0.5mm。
后紧固切边上刀定位螺钉5,在紧固切边上刀左右调整螺钉9。
2)切边上下调整方法
松开切边上刀上下调整螺钉8,使上刃与下刃以1mm的距离重合。
3)切边刀的更换方法
a) 松开切边上刀定位螺钉5,将上刃刀架整体取出。
b) 取下弹簧架及弹簧,将上刃取出。
将新刀装在刀架上,再装上弹簧架。
c) 再将弹簧卡入刀刃及弹簧架之间。
d) 将上刃刀架整体安装到主机上,拧紧切边上刀定位螺钉5。
e) 最后用手轻轻旋转上刃刀,确认已装好,若回转吃力,将切边上刀定位螺钉5稍稍拧松,再回转,再确认。
7.横垄线刀的安装
1)横打垄线刀的安装精度直接影响垄线及折叠。
用调整螺钉5将垄线刀3及刀垫4固定,在将组装好的垄线刀架放在辊槽内,用紧固用专用扳手(15kg)按图示顺序预拧紧调整螺钉5。
2)垄线刀的安装方向按图示位置(此时垄线辊为逆时针方向旋转)
3)预紧固应用力矩扳手安装。
4)用点动回转垄线辊一圈,使刀尖与横垄辊表面对齐。
5)确认打在纸上的垄线整齐后,用片扳手将调整螺钉5按下图顺序正式拧紧。
九、张力控制器设定方法(BF4000型)
1.TC810张力控制器设定方法
内部开关(在操作面板背面)
NO
开关
设定
设定顺序
参考
JP1
MB侧
1
出厂时
SW2
1:
OFF
2
开始级别手动
2:
OFF
内部TAPER控制
3:
OFF
未使用
4:
OFF
运行方式
SW1
ON
3
电源哦ON
参数(parameter):
按SEL键二秒后,进入张力设定状态,按以下表格中的顺序和数值进行设定(每设定一项,确认后按ENT键,稍后再设定下一项)。
下表中,挂重物时第15项SPAN的设定:
挂上重物(一定挂在辊的中间),输入实际重量,再按一下ENT键,一直等到指示灯自动变化才算设定完毕。
设完全部数据后,按一下SEL键。
在进行第16项CALIBRATION的设定时,一定按亮AUTO键的指示灯和OUTPUT的指示灯,开车至30m/min时设定为30,按ENT键,至指示灯自动变到SET1的旁边时,设定才最后结束。
NO
项目
设定值
设定顺序
备注
1
SET1
6
5
2
SET2
8
6
3
SET3
10
7
4
TAPER
0
8
5
STARTLEVEL
100
9
6
STARTTIMER
0
10
7
STOPLEVEL
2
11
8
STOPTIMER
6
12
9
ZEROLEVEL
1
13
10
GAIN
100
14
11
FILTER
0.5
15
12
CALIBRATION
开车至30m/min时设定30
16
自动地设定GAIN
13
FULLSCALE
20
2
14
ZERO
1
3
未挂重物时
15
SPAN
实际张力
4
挂10公斤重物
16
MODE
0
1
注:
当进行每项设定时,一定要等到每项的指示灯自己变化后才能进行下一项的设定。
2.TC900张力控制器设定方法
1)按DATA进入张力设定状态,用键△▽选定要设定的参数,按SET键进入改写状态,用键改△▽SET确定需设定参数:
参数号
设定值
5
6
10
0.5
11
100
2)零位和量程调整。
按亮AUTO、OUTPUT灯,将SW1的第八开关至ON状态(推向上方),液晶屏显示:
Zero/spanadjustment
0:
1:
2:
3:
4:
①用键△▽选0:
,按SET显示:
Decimaldigitposition
0:
1:
2:
用键△▽选2:
,按SET显示:
Zero/spanadjustment
0:
1:
2:
3:
4:
②用键△▽选1:
,按SET显示:
Tentionfullscale
20 20daN
用键△▽选20:
,按SET显示:
Zero/spanadjustment
0:
1:
2:
3:
4:
③用键△▽选2:
,按SET显示:
Spanadjustmenttention
10 10daN
用键△▽输入10:
,按SET显示:
Zero/spanadjustment
0:
1:
2:
3:
4:
④用键△▽选3:
,按SET显示:
Zero—adjustment
SET:
GODATA:
Return
此时张力辊不挂任何重物
按SET键,显示Endofzero-adjustment再按DATA显示:
Zero/spanadjustment
0:
1:
2:
3:
4:
⑤用键△▽选4:
,按SET显示:
Span—adjustment
SET:
GODATA:
Return
此时张力辊挂10公斤重物
按SET键,显示Endofzero-adjustment再按DATA显示:
Zero/spanadjustment
0:
1:
2:
3:
4:
将SW1的第八开关置OFF状态(推向下方),设定结束。
十、表格机故障检查与排除
1.张力不稳定
1)检查全机伺服电机(给纸部、加工部、折页部)转速是否稳定,主传动轴上的编码器接线是否正常,与主轴连接是否同心,其软轴连接是否松动。
2)检查张力控制器是否正常,张力设定是否符合要求,其电压输出是否正常(一般为直流0~24V之间)。
3)各部位的压纸轮是否压紧,且左右压力应该一致。
4)检查磁粉是否结块。
勿将其置于易受潮、被油水浸湿的地方。
5)磁粉是否过使用寿命(一般情况下磁粉使用寿命在5000~8000小时)如果过期请考虑更换。
6)检查插件胶皮滚筒与压印滚筒压力是否过大。
7)如果使用翻转,检查翻转杠的气路开关是否打开,气量调节是否合适。
2.纸接头检测不起作用
1)检查主操作屏上双张检测是否为ON的状态。
(见下图)
2)检查光头上是否有脏污,用酒精进行清理。
3)检查光头位置是否正确,重新固定。
4)检查光头灵敏度设置是否正确,可以将其适当调高。
(见下图)
3.步进电机打版走不准
1)步进电机驱动侧面拨码开关有双/单脉冲选择,应选单脉冲。
2)检查步进电机齿轮啮合间隙是否过大,一般为手能轻轻晃动即可。
3)谐波驱动器是否磨损。
4)机组上三根并列同步带有没有断裂或严重拉长,要是更换时应三根一起更换。
4.折页不齐
1)检查垄线插件是否与机架墙板是否贴正,靠实。
2)检查垄线滚筒两端锁母是否锁紧。
3)检查传动齿轮是否异常磨损。
4)调整螺旋轮与毛刷配合,纸张进入螺旋轮后毛刷轮刷纸。
5)纸张向操作侧歪斜时,将垄线辊左侧调节手柄逆时针旋转,向传动侧歪斜时,反方向调整。
6)橘黄色传动带是否松动,将其拉紧或者更换。
7)查机器水平是否跑动。
8)导纸辊有没有磨损或旷动。
9)要根据折页的不断进行随时调整传送带的位置及速度。
5.复卷无张力
1)检查电空变换器是否正常,如不正常可调整电压钮。
若调节无效,需更换。
(见下图)
2)检查复卷电机编码器接线及安装是否正常。
3)检查藕联器连接是否正常,是否与轴同心,螺钉是否松动。
4)浮动辊电位器零位是否跑偏。
(见下图)
★在复卷过程中,切不可按黄色键否则将不能继续复卷。
6.润滑点不出油或油量少
1)检查油泵是否异常。
检查方法为拧下油泵出油口接头,接通电源使油泵运作排油,用R1/8螺塞堵塞出油口,若压力为2.0MPa,则油泵正常,无压力则异常。
2)油泵设定给油时间是否符合要求,时间不要太短。
3)系统压力是否达到2.0MPa。
4)管路路径上连接处是否有漏油。
7.跳印跳号手动无动作
1)离合压插头是否插好。
2)电磁阀提示灯亮不亮,航空插头是否拧紧。
3)检查气路是否正常,24V电压输入是否正常。
4)检查走线槽内插头是否松动。
5)检查PLC设置是否正常。
6)光头与尼龙转轮的距离是否过大,一般调节在0.5mm左右。
8.水变频器报警
1)变频器噪音参数设置偏低(调节范围在0~10,参数代码参见说明书),适当调高增强其抗干扰能力。
2)水胶辊压力调节过大。
重新调整压力后将水变频器复位。
9.给纸、复卷大臂不动作
1)检查控制按钮是否接好。
2)检查电磁阀动作、接线是否正常。
3)检查气缸上的限位开关位置是否跑动。
4)检查大臂挂钩是否挂的过紧,调节偏心螺钉。
10.UV灯管寿命
功率
寿命
80W/CM
2000小时
120W/CM
1500小时
160~300/CM
100
 升级会员
升级会员 