左支座零件机械加工工艺流程卡及工序卡.docx
《左支座零件机械加工工艺流程卡及工序卡.docx》由会员分享,可在线阅读,更多相关《左支座零件机械加工工艺流程卡及工序卡.docx(20页珍藏版)》请在冰豆网上搜索。
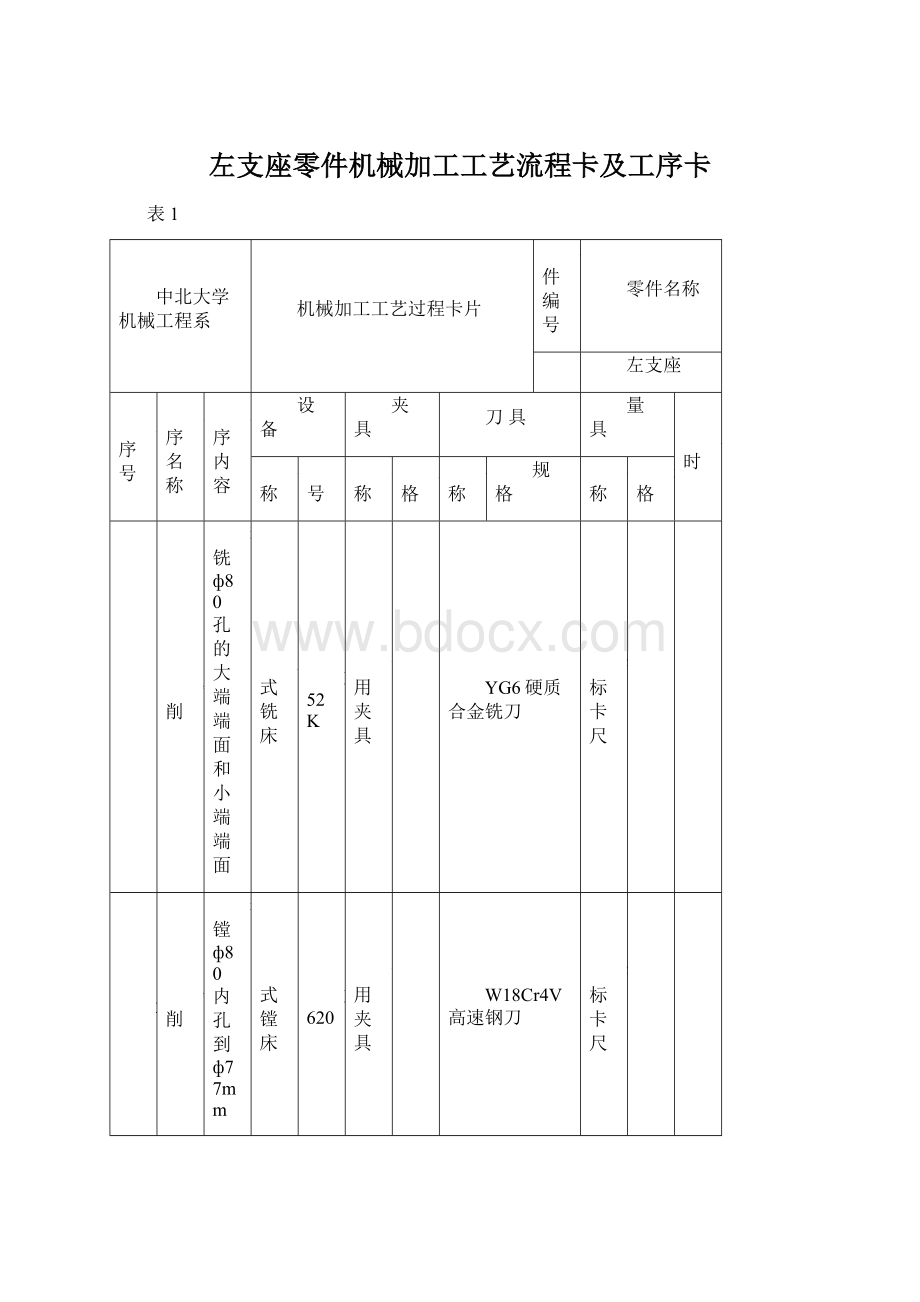
左支座零件机械加工工艺流程卡及工序卡
表1
中北大学机械工程系
机械加工工艺过程卡片
零件编号
零件名称
左支座
工序号
工序名称
工序内容
设备
夹具
刀具
量具
工时
名称
型号
名称
规格
名称
规格
名称
规格
1
铣削
粗铣ф80孔的大端端面和小端端面
立式铣床
X52K
专用夹具
YG6硬质合金铣刀
游标卡尺
2
镗削
粗镗ф80内孔到ф77mm
卧式镗床
X620
专用夹具
W18Cr4V高速钢刀
游标卡尺
3
铣削
精铣ф80孔的大端面
立式铣床
X52K
专用夹具
YG6硬质合金铣刀
游标卡尺
4
镗削
精镗ф80内孔到ф79.9mm
卧式镗床
T611
专用夹具
YG8硬质合金镗刀
游标卡尺
5
钻削
钻削4-ф13mm的通孔,锪沉头螺栓孔4-ф20mm
摇臂钻床
Z535
专用夹具
ф13的高速钢钻头、ф20高速钢锪孔钻
游标卡尺
6
钻削
钻削ф21mm的通孔,锪孔ф24.7,锪铰ф38mm的沉头螺栓孔
摇臂钻床
Z3080×25
专用夹具
ф21的高速钢钻头、ф24.7、ф38的高速钢锪孔钻
游标卡尺
7
钻削
锪削沉头螺栓孔ф43mm
摇臂钻床
Z3060×20
专用夹具
ф43的高速钢锪孔钻
游标卡尺
8
钻削
钻削M8-7H的螺纹底孔
摇臂钻床
Z535
专用夹具
ф7.2的高速钢钻头
游标卡尺
班级:
10020145X学号:
10020145X28学生姓名:
张晓东指导老师:
王彪、赵丽琴共15页第1页
表2
中北大学
机械加工工序卡片
工序名称
粗铣Φ80的小端端面
工序号
01
零件名称
左支架
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X52K
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
粗铣ф80H9孔小端端面
YG6硬质合金镶齿铣刀
游标卡尺
1
140
3.0
0.15
47.5
23.876
1.27
2
粗铣ф80H9孔大端端面
YG6硬质合金镶齿铣刀
游标卡尺
4
140
2.8
0.2
118
59.31
2.41
设计
指导老师
王彪、赵丽琴
共15页
第2页
表3
中北大学
机械加工工序卡片
工序名称
粗镗ф80H9内孔
工序号
02
零件名称
左支座
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
卧式镗床
T611
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
粗镗ф80H9内孔到ф77
W18Cr4V高速钢樘刀
游标卡尺
2
140
3.5
0.37
80
18.85
3.72
设计
指导老师
王彪、赵丽琴
共15页
第3页
表4
中北大学
机械加工工序卡片
工序名称
精铣Φ80的大端端面
工序号
03
零件名称
左支座
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X52K
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
精铣ф80H9孔大端端面
YG6硬质合金镶齿铣刀
游标卡尺
1
140
1.5
0.15
295
148.2
0.467
设计
指导老师
王彪、赵丽琴
共15页
第4页
表5
中北大学
机械加工工序卡片
工序名称
精镗Φ80的内孔和倒角
工序号
04
零件名称
左支座
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
卧式镗床
T611
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
精镗ф80H9内孔到ф79.9
YG8硬质合金镗刀
游标卡尺
1
140
1.7
0.19
497
123.2
1.14
2
倒角2×45º
YG8硬质合金镗刀
游标卡尺
1
140
2
0.19
400
105.56
0.312
设计
指导老师
王彪、赵丽琴
共15页
第5页
表6
中北大学
机械加工工序卡片
工序名称
钻削4-ф13的通孔,锪4-ф20的沉头孔
工序号
05
零件名称
左支座
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
摇臂钻床
Z535
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
钻削4-ф13的通孔
ф13的高速钢钻头
游标卡尺
1
20
6.5
0.57
195
7.964
0.265
2
锪沉头孔4-ф20
ф20的高速钢刀锪钻
游标卡尺
1
13
3.5
0.15
400
25.133
0.25
设计
指导老师
王彪、赵丽琴
共15页
第6页
表7
中北大学
机械加工工序卡片
工序名称
钻Φ21mm的通孔,锪孔Φ24.7的沉头孔,锪ф38mm的沉头孔
工序号
06
零件名称
左支座
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
摇臂钻床
Z3080×25
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
钻Φ21mm的通孔
Φ21的高速钢钻头
游标卡尺
1
80
10.5
0.8
160
10.56
0.7
2
锪Φ24.7mm的沉头孔
Φ24.7的高速钢锪孔钻
游标卡尺
1
46
1.85
0.13
250
19.4
0.1447
3
锪Φ38mm的沉头孔
Φ38高速钢的锪孔
游标卡尺
1
6
6.65
0.2
160
19.1
0.04
设计
指导老师
王彪、赵丽琴
共15页
第7页
表8
中北大学
机械加工工序卡片
工序名称
锪削ф43得沉头孔
工序号
07
零件名称
左支座
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
摇臂钻床
Z3060×20
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
锪削ф43得沉头孔
ф43的高速钢锪孔钻
游标卡尺
1
1
11
0.2
180
24.316
0.03
设计
指导老师
王彪、赵丽琴
共15页
第8页
表9
中北大学
机械加工工序卡片
工序名称
钻削фM8-7H的螺纹底孔
工序号
08
零件名称
左支座
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
摇臂钻床
Z535
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
钻削фM8-7H的螺纹底孔
ф7.2的高速钢钻头
游标卡尺
1
15
3.6
0.2
750
16.964
0.162
设计
指导老师
王彪、赵丽琴
共15页
第9页
表10
中北大学
机械加工工序卡片
工序名称
铣削尺寸为5
mm的纵向槽
工序号
09
零件名称
左支架
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
万能铣床
X61W
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
铣削尺寸为5
mm的纵向槽
高速钢锯齿铣刀
游标卡尺
1
67
5
3
65
51
0.632
设计
指导老师
王彪、赵丽琴
共15页
第10页
表11
中北大学
机械加工工序卡片
工序名称
铰削Φ24.7得沉头孔到ф25H7(
)mm
工序号
10
零件名称
左支架
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
摇臂钻床
Z3080×25
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
精铰铰削Φ24.7的沉头孔到ф25H7(
)
YG6硬质合金铣刀
游标卡尺
1
46
0.15
0.2
800
62.832
0.3
设计
指导老师
王彪、赵丽琴
共15页
第11页
表12
中北大学
机械加工工序卡片
工序名称
钻削M10-7H得螺纹底孔
工序号
11
零件名称
左支架
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
Z525B
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
钻削M10-7H得螺纹底孔
ф9.2的高速钢钻头
游标卡尺
1
22
4.6
0.21
475
13.73
0.327
设计
指导老师
王彪、赵丽琴
共15页
第12页
表13
中北大学
机械加工工序卡片
工序名称
铣削尺寸为5
mm的横向槽
工序号
12
零件名称
左支架
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
万能卧式铣床
X61W
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
铣削尺寸为5
mm的横向槽
高速钢锯齿铣刀
游标卡尺
1
80
5
3
65
51
0.532
设计
指导老师
王彪、赵丽琴
共15页
第13页
表14
中北大学
机械加工工序卡片
工序名称
攻螺纹M8-7H以及M10-7H
工序号
13
零件名称
左支架
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z515
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
攻螺纹M8-7H
M8的YG6硬质合金丝锥
游标卡尺
1
15
0.4
1.25
320
8.042
0.2
2
攻螺纹M10-7H
M10的YG6硬质合金丝锥
游标卡尺
4
22
0.4
1.5
265
8.352
0.2
设计
指导老师
王彪、赵丽琴
共15页
第14页
表15
中北大学
机械加工工序卡片
工序名称
珩磨ф80H10的内孔
工序号
14
零件名称
左支架
零件号
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具
辅助工具
名称
型号
专用夹具
立式珩磨机床
M4120
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
珩磨ф80H10的内孔
1A850×4×10×3D100B75石油磨条
游标卡尺
7
100
0.015
0.015
270
67.86
0.33
设计
指导老师
王彪、赵丽琴
共15页
第15页
 升级会员
升级会员 