潜在失效模式及后果分析过程FMEA.docx
《潜在失效模式及后果分析过程FMEA.docx》由会员分享,可在线阅读,更多相关《潜在失效模式及后果分析过程FMEA.docx(47页珍藏版)》请在冰豆网上搜索。
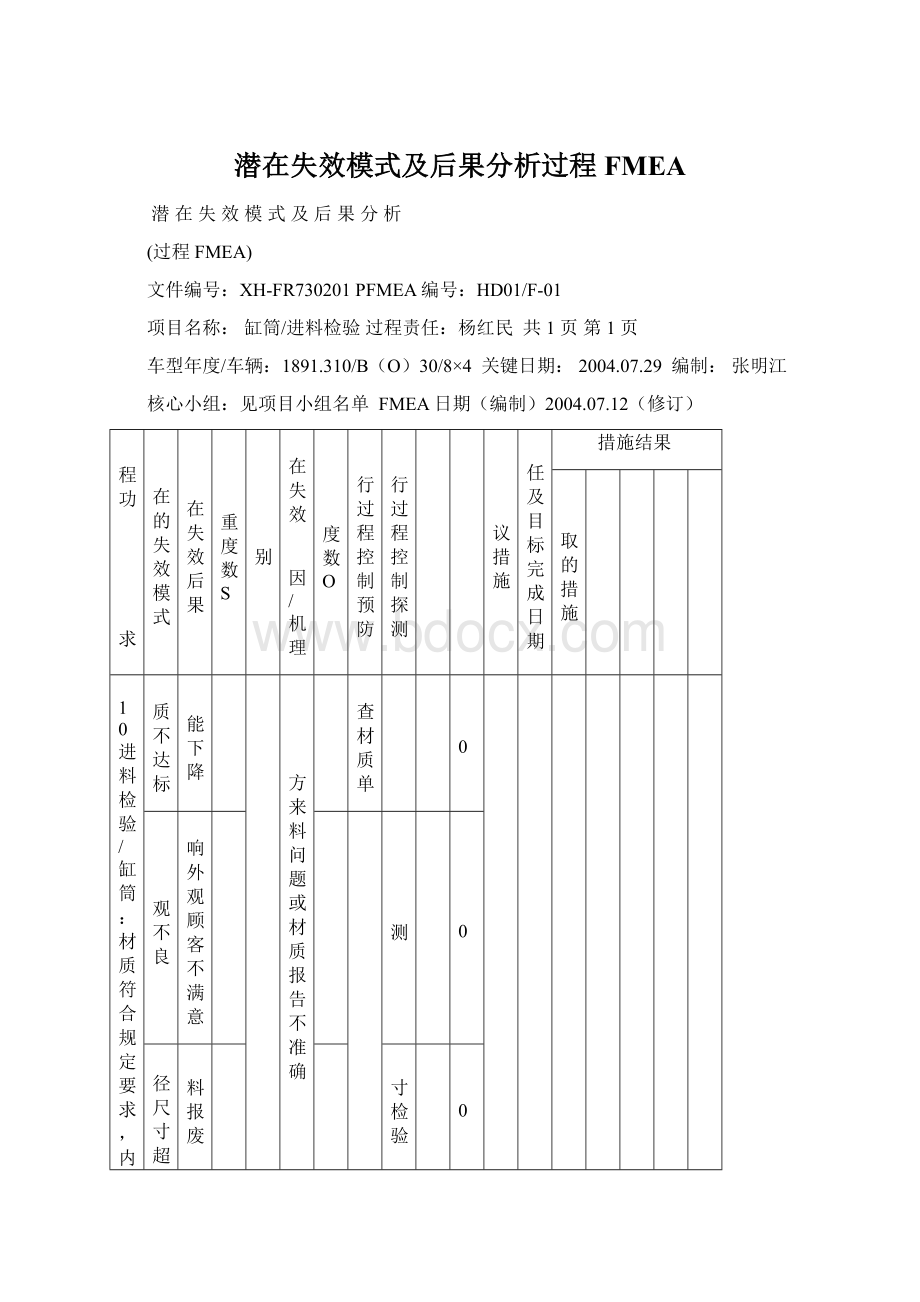
潜在失效模式及后果分析过程FMEA
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-01
项目名称:
缸筒/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/缸筒:
材质符合规定要求,内径尺寸在公差范围内。
材质不达标
性能下降
6
供方来料问题或材质报告不准确
2
检查材质单
5
60
外观不良
影响外观顾客不满意
4
5
目测
2
40
内径尺寸超上差
材料报废
5
4
尺寸检验
3
60
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-02
项目名称:
油嘴/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/油嘴:
材质符合规定要求螺纹及高度尺寸在公差范围内。
材质不好
性能下降
6
供方来料问题或材质报告不准确
2
检查材质单
5
60
外观不良
影响外观顾客不满意
3
5
目测
2
15
螺纹超差
顾客装配困难
5
4
螺纹塞规检测
3
60
高度尺寸超差
影响外观或顾客装配困难
5
4
尺寸检测
3
60
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-03
项目名称:
尾盖/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/尾盖:
材质符合规定要求,螺纹合格连接孔尺寸在公差范围内。
材质不好
性能下降
6
供方来料问题或材质报告不准确
2
检查材质单
5
60
外观不良
影响外观顾客不满意
4
3
目测
2
24
油口螺纹超差
影响顾客装配
5
4
塞规检测
3
60
端部螺纹超差
影响顾客装配
5
4
塞规检测
3
60
连接孔超差
影响顾客装配
5
4
尺寸检测
3
60
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-04
项目名称:
导向套/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/导向套:
材质符合规定要求,外径符合采购要求。
材质不好
影响产品性能
5
供方来料问题或材质报告不准确
2
检查材质单
5
50
外径超下差
后续加工不起来造成废品
4
3
尺寸检测
3
36
外径超上差差
材料浪费
3
3
尺寸检测
3
27
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-05
项目名称:
活塞/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/活塞:
材质符合规定要求,外径在公差范围内。
材质不好
影响产品性能
5
供方来料问题或材质报告不准确
2
检查材质单
5
50
外径超下差
后续加工不起来造成废品
4
3
尺寸检测
3
36
外径超上差差
材料浪费
3
3
尺寸检测
3
27
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-06
项目名称:
压帽/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/压帽:
螺纹、密封槽在公差范围内。
外观不良
影响产品性能
4
供方来料问题
3
目测
2
24
螺纹超差
装配困难或易松动
4
3
尺寸检测
3
36
内槽直径超差
性能下降
4
3
尺寸检测
3
36
内槽宽度
性能下降
4
3
槽卡板检测
4
48
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-07
项目名称:
活塞杆/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/活塞杆:
材质符合规定要求,密封槽、外径、内径尺寸符合公差范围。
材质不好
影响产品性能
5
供方来料问题或材质报告不准确
3
检查材质单
4
60
外观不良
影响产品性能
4
3
目测
2
24
两端螺纹超差
性能下降
4
3
螺纹环规检测
3
36
大外径超差
性能下降
4
3
尺寸检测
3
36
小外径超差
性能下降
4
3
尺寸检测
3
36
镀层厚度不足
性能下降
4
3
测厚仪检测
5
60
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-08
项目名称:
清洗剂/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/清洗剂:
外观白色或微带黄色粉末,无结块。
清洗剂变质
影响清洗效果
4
供方提供产品不合格
2
目测
4
32
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-09
项目名称:
锁紧螺母/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/锁紧螺母:
外观无污损、、磕碰,螺纹光洁完整。
外观不良
影响产品性能
4
供方提供产品不合格
3
目测
2
24
螺纹不好
影响产品性能
4
3
目测
2
24
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-10
项目名称:
密封圈/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/密封圈:
①工作表面应平整,不允许有毛刺、气泡、杂质、边缘裂痕、合模错位、凹凸不平、等缺陷。
②尺寸符合样本要求
外观不良
影响产品性能
5
供方来料问题或材质报告不准确
3
目测
2
30
尺寸未达规定要求
性能下降
5
3
每批进料按样本尺寸检测5件
3
45
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-11
项目名称:
稀释剂/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/配套稀释剂(MZS01-02-DMZS03-02-D):
①外观:
清澈透明,无悬浮物。
②溶解性:
完全溶解。
③水份含量:
不浑浊。
外观混浊有悬浮物
影响成品外观质量顾客不满意
5
供方来料问题或材质报告不准确
2
目测
2
20
溶解不完全
产品漆膜不均匀,外观质量差
4
2
目测
2
16
浑浊
漆膜易出现气泡等缺陷
5
2
目测
2
20
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-12
项目名称:
底漆/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/底漆(MZS01-02-D
):
外观无结皮、无杂物、无分层、无结块硬状沉淀。
外观状态差
影响成品外观质量
4
供方来料问题或材质报告不准确
2
目测
2
16
附着力差
漆膜易脱落
5
2
划格检测
4
40
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-13
项目名称:
面漆/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/面漆
(MZS03-02-D):
①外观:
无结皮、无杂物、无分层、无结块硬状沉淀。
②硬度:
≥H。
③附着力(划格法)≤1级
外观状态差
影响成品外观质量顾客不满意
5
供方来料问题或材质报告不准确
2
目测
2
20
硬度低
抗摩擦能力差
5
2
H铅笔检测
4
40
附着力差
漆膜易脱落
5
2
划格检测
4
40
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-14
项目名称:
底漆固化剂/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/底漆固化剂(L-30):
外观:
深褐色粘稠液体,无杂质及悬浮物
外观状态差
影响成品固化时间影响生产进度
4
供方来料问题或材质报告不准确
2
目测
3
24
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-15
项目名称:
面漆固化剂/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/面漆固化剂(L-30):
外观:
无色粘稠液体,无杂质及悬浮物
外观状态差
影响成品固化时间影响生产进度
4
供方来料问题或材质报告不准确
2
目测
3
24
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-16
项目名称:
保护螺堵/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/保护螺堵:
外观无污损、、磕碰。
外观不良
影响产品外观顾客不满意
4
供方提供产品不合格
3
目测
2
24
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-17
项目名称:
包装材料/进料检验过程责任:
杨红民共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4关键日期:
2004.07.29编制:
张明江
核心小组:
见项目小组名单FMEA日期(编制)2004.07.12(修订)
过程功
能
要求
潜在的失效模式
潜在失效后果
严重度数S
级别
潜在失效
起因/机理
频度数O
现行过程控制预防
现行过程控制探测
探
测
度
D
R
P
N
建议措施
责任及目标完成日期
措施结果
采取的措施
严
重
度
频
度
探
测
度
R
P
N
010进料检验/包装材料:
纸箱要求外观无污损、、字迹清楚。
外观不良
影响包装外观顾客不满意
4
供方提供产品不合格
3
目测
2
24
潜在失效模式及后果分析
(过程FMEA)
文件编号:
XH-FR730201PFMEA编号:
HD01/F-18
项目名称:
车焊口过程责任:
吴寿山共1页第1页
车型年度/车辆:
1891.310/B(O)30/8×4
 升级会员
升级会员 