锅炉燃油管道安装工艺标准.docx
《锅炉燃油管道安装工艺标准.docx》由会员分享,可在线阅读,更多相关《锅炉燃油管道安装工艺标准.docx(5页珍藏版)》请在冰豆网上搜索。
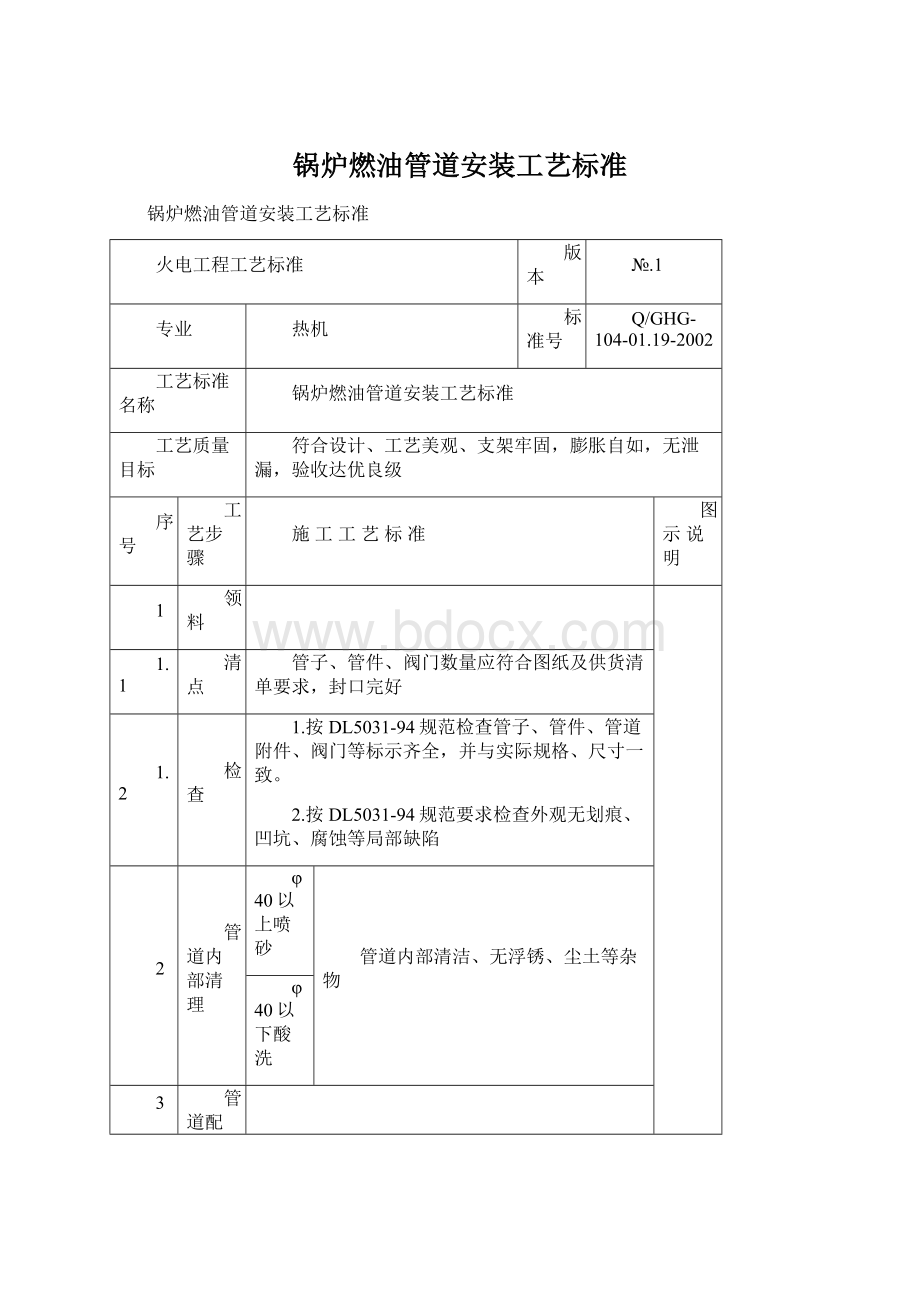
锅炉燃油管道安装工艺标准
锅炉燃油管道安装工艺标准
火电工程工艺标准
版本
№.1
专业
热机
标准号
Q/GHG-104-01.19-2002
工艺标准名称
锅炉燃油管道安装工艺标准
工艺质量目标
符合设计、工艺美观、支架牢固,膨胀自如,无泄漏,验收达优良级
序号
工艺步骤
施工工艺标准
图示说明
1
领料
1.1
清点
管子、管件、阀门数量应符合图纸及供货清单要求,封口完好
1.2
检查
1.按DL5031-94规范检查管子、管件、管道附件、阀门等标示齐全,并与实际规格、尺寸一致。
2.按DL5031-94规范要求检查外观无划痕、凹坑、腐蚀等局部缺陷
2
管道内部清理
φ40以上喷砂
管道内部清洁、无浮锈、尘土等杂物
φ40以下酸洗
3
管道配制及组合
3.1
管子配制
1.应遵循实际与图纸相结合的原则进行配制
2.便于安装和支吊
3.按图纸编号,标识清楚
3.2
组合
3.2.1
管子对口
1.口应打磨光滑,自坡口内外壁应打磨出10~15mm金属光泽
2.对口前检查管内应清洁无杂物
3.对口间隙应符合焊接工艺标准要求
4.焊缝采用氩弧焊打底
1.对口平直度
Dn≤100mm
<1mm
Dn>100mm
<3mm
4
支吊架安装
见支吊架安装工艺标准
5
管道安装
5.1
管道布置
1.整齐美观、走向合理,不影响走道通片
2.空气门、放油门排出管出口向下
3.穿墙、楼板处装设套管
4.成排管间距均匀
5.2
标高及几何尺寸
标高偏差
±10mm
水平管弯曲度
Dn≤100mm0.5/1000且≤15mm
Dn>100mm1/1000且≤15mm
管道坡度
坡向及坡度符合设计
立管垂直度
≤1/1000且小于10mm
5.3
对口及焊缝检验
焊缝与弯管弯曲点的间距
>管外径且>100mm
焊缝与开孔的间距
>50mm
直管段两焊缝距离
>管外径且>150mm
焊缝与支吊架边缘间距
>50mm
焊缝检查
见管道对口焊接工艺标准
5.4
法兰连接
5.4.1
法兰检查
法兰接合面应光洁,用着色法检查每平方厘米接触点不少于2个,接触面积在75%以上且均匀分布,无径向贯穿性划痕
5.4.2
法兰安装
对接紧密、平行、同轴,与管道中心线垂直,不允许强力对口,法兰面倾斜度不大于0.5mm
5.4.3
法兰垫片
符合设计,不允许加双层垫,垫片内径比管内径大2~3mm
5.4.4
螺栓、螺母
材质、规格符合设计,方向一致,紧力均匀,露出2~3扣,
并应涂黑铅粉或二硫化钼
5.5
阀门安装
5.5.1
阀门形式
符合设计,不允许使用铸铁门
5.5.2
阀门检查
见阀门检修工艺标准
5.5.3
阀门安装
1.内部清洁,方向、位置正确
2.特殊阀门符合厂家要求(调节阀、速断阀)
3.连接牢固,垫片正确,紧密,并应与管道中心线垂直
4.其他见阀门安装工艺标准
5.5.4
阀门调整
1.操作机构灵活准确
2.无卡涩现象,切换灵活
3.开度指示与实际一致
4.转矩、行程控制,动作准确、可靠
5.4.5
阀门布置
1.便于操作
2.同用途、种类阀门位置一致
3.吹扫门尽量接近油管
4.其他参考阀门安装工艺标准
6
水压试验
1.试验压力符合设计(或1.25倍工作压力),时间15min
2.严密无泄漏,无残余变形(二次门打开,确保一次门严密不漏)
7
蒸汽吹扫
1.吹扫方案经过批准,无吹扫死角
2.吹扫次数不少于2次
3.排气口排气呈白色
8
油循环试验
循环实验时间不小于8小时,系统无泄漏
 升级会员
升级会员 