防腐技术要求.docx
《防腐技术要求.docx》由会员分享,可在线阅读,更多相关《防腐技术要求.docx(13页珍藏版)》请在冰豆网上搜索。
防腐技术要求
GE机组系列防腐工程施工要求
一、工程概况
1.项目名称:
重钢CCPP-CDQ项目GE机组系列防腐工程
2.施工地点:
重庆中节能三峰能源有限公司厂区内
3.工程量及说明:
(1)施工范围:
130t/h锅炉电气室墙角起至3#、5#燃机入口大平台(含平台)止的GE机组系列,含焦炉煤气净化装置(不含净化电气室)。
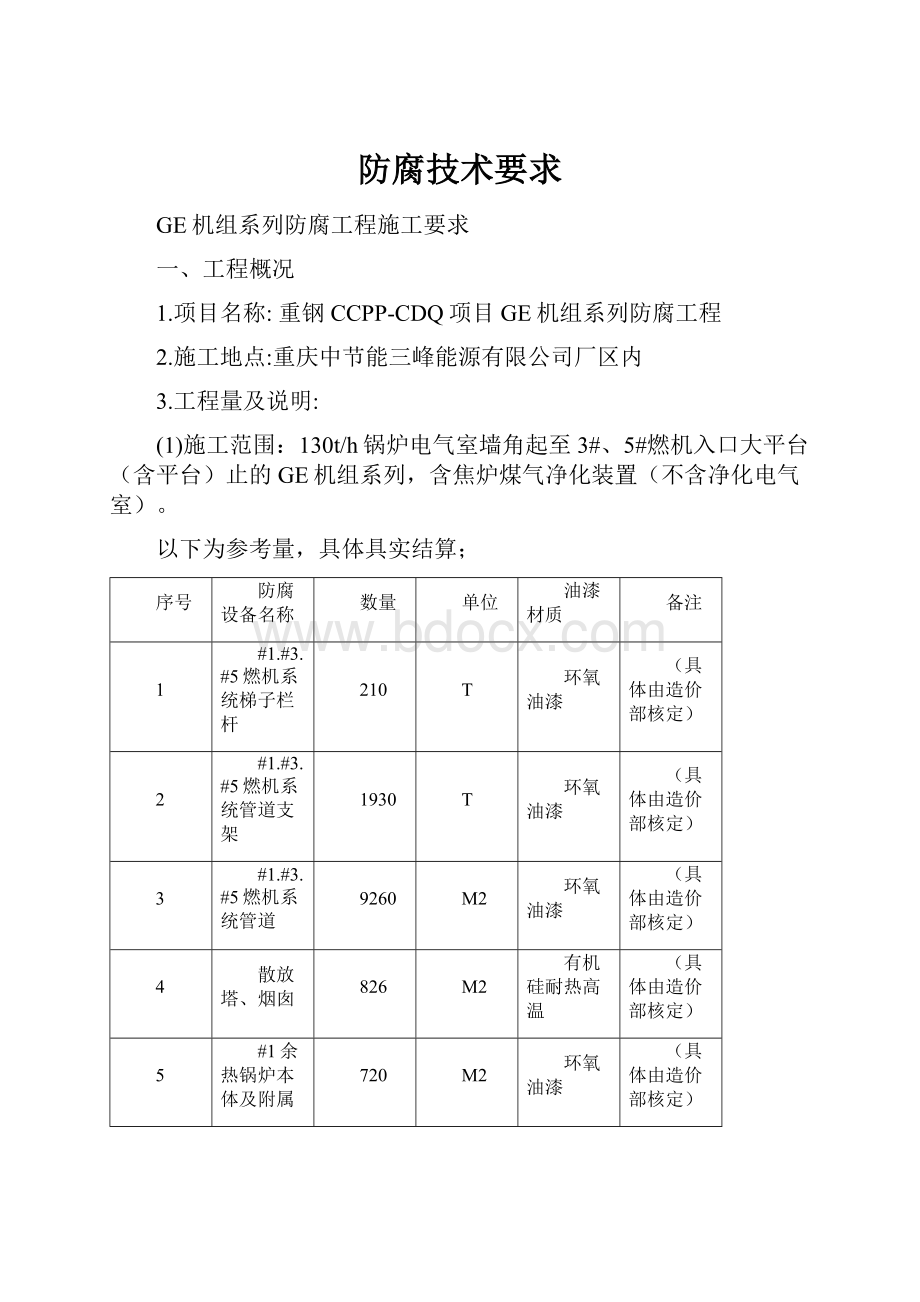
以下为参考量,具体具实结算;
序号
防腐设备名称
数量
单位
油漆材质
备注
1
#1.#3.#5燃机系统梯子栏杆
210
T
环氧油漆
(具体由造价部核定)
2
#1.#3.#5燃机系统管道支架
1930
T
环氧油漆
(具体由造价部核定)
3
#1.#3.#5燃机系统管道
9260
M2
环氧油漆
(具体由造价部核定)
4
散放塔、烟囱
826
M2
有机硅耐热高温
(具体由造价部核定)
5
#1余热锅炉本体及附属
720
M2
环氧油漆
(具体由造价部核定)
6
安全隔离专项措施
一
项
含高空脚手架
(2)施工用漆料及辅料均由乙方负责;
4.承包方式:
包工包料。
5.质量目标:
合格争创优良。
6.工艺要求:
采用机械除锈露出金属光泽(除无须除锈钢结构外)+两遍底漆+一遍中间漆+两遍面漆。
7.施工要求:
A.严格按照甲方安全要求进行施工;
B.严格按照甲方的技术要求进行施工;
8.工期:
60天:
二、编制依据:
2.1编制依据:
2.1.1《电力建设施工及验收技术规范》(锅炉机组篇)DL/T5047-95;
2.1.2《电力建设安全工作规程》(火力发电厂部分)DL5009.1-2002;
2.1.3《钢结构工程施工质量验收规范》GB50205-2001;
2.1.4《涂装前钢材表面锈蚀等级和除锈等级》GB8923;
2.1.5《涂装前钢材表面处理规范》SYJ4007-86;
2.1.6《工程建设标准强制性条文》(电力工程篇);
2.1.7设计院图纸保温油漆清册;
2.1.8相关专业安装施工图纸;
2.2编制原则
2.2.1按照技术规范、工程设计要求和施工验收规范(标准)的规定,以优良的工程质量实现业主的工程目标。
2.2.2精心组织、精心施工、科学管理,确保设备实体和整体感观质量和工艺。
2.2.3合理运用施工技术周期,充分利用工程特点,采取分段流水作业,使工程建设紧凑、均衡、安全、文明、有序地进行。
三、工程的重要性:
乙方施工本着“精心设计、优化选材、科学规范的施工、因地制宜”及“防、排、截、堵相结合,刚柔并举,综合治理”的原则,在主材的选用上要遵循“使用安全,质量可靠、经济耐用,技术先进”的原则,确保工程质量。
五、防腐蚀表面处理:
1.钢结构在进行防腐蚀工程施工前,应全面检查验收,并办理交接手续。
并应达到下列要求:
(1)需防腐的金属表面,不得有伤痕、气孔、夹杂、重叠皮、严重腐蚀斑点;加工表面必须平整,表面局部凹凸不得超过2mm。
焊缝上的焊瘤、焊渣、飞溅物均应打磨掉。
(2)金属表面的锐角、棱角、毛边、铸造残留物,必须彻底清理,表面应光滑平整,圆弧过度。
2.处理方法:
采用喷砂除锈;
(1)脱脂净化:
金属结构表面在喷砂(丸)处理之前,必须仔细地清理焊、飞溅等附着物,并清洗基体金属表面可见的油脂及其污物。
(2)喷砂采用石英砂。
施工环境温度宜10℃-30℃,空气相对湿度小于85%,同时要求基体金属表面温度应大于露点温度3℃以上。
(3)喷射处理工艺参数:
压缩空气工作压力:
6-8kg/cm2;喷射角:
磨料喷射方向与工作表面法线之间夹角以15°~30°为宜;喷射距离:
喷嘴离工件距离要求100mm-300mm;磨料粒径:
14-65目。
(4)压缩空气质量:
喷射处理所用的压缩空气必须经过冷却装置及油水分离器处理,保证压缩空气清洁、干燥、无油,压缩空气应经下述方法检查,合格后方可使用:
将喷嘴对着白纸吹半分钟,不见油和水的痕迹,则可认为基本符合要求。
(5)喷砂前,应采取有效措施将非喷砂工作面遮蔽保护。
保证在现场喷砂除锈施工过程不对现场造成污染,为避免现场的污染,喷砂除锈应采用钢砂并应采取必要的防尘、除尘措施。
(6)喷砂除锈后,应用干燥无油的压缩空气吹扫表面浮尘和碎屑。
清理后的表面不得用手触摸。
涂装前如发现基体表面污染或返锈,应重新处理到原除锈等级。
(7)磨料应符合GB6484-6487的规定。
为保证粗糙度达到Rmax50um以上,择磨料粒径0.5mm-1.5mm。
8)施工现场须合理配置雨棚和挡水板,防止雨水和灰尘进入容器。
(9)在不放大的情况下进行观察时,钢管表面应无可见的油脂和污垢,并且没有氧化皮、铁锈、涂料涂层和异物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
(10)喷砂除锈检查合格后,应在8h内完成质量检查及第一道底漆涂装。
(11)喷射处理后的钢管表面应呈均匀的粗糙度,不应产生肉眼明显可见的凹坑和飞刺,要求达到的粗糙度的值为40-75μm。
(12)喷砂采用的压缩空气应干燥洁净,不得含有油污和水分,并经以下方法检验合格方可使用:
将白布和白漆靶板置于压缩空气流中1min,其表面用肉眼观察无油、水等污迹。
(13)喷砂的砂粒采用石英砂,干燥洁净、无油污、杂物;含水量应小于1%。
(14)喷砂注意事项:
1)喷砂(丸)处理后,基体金属的表面清洁度等级不低于GB8923《涂装前钢材表面锈蚀等级和除锈等级》中规定的Sa2.5级,埋入混凝土一侧的埋件,可按Sa1级标准除锈;埋件表面粗糙度值Ry为40~70um,闸门门叶、锁锭梁及启吊拉杆表面粗糙度值Ry为60~100um。
2)喷砂(丸)处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。
油水分离器必须定期清理;所有的磨料必须清洁、干燥。
3)表面预处理后用吸尘器或干燥、无油的压缩空气清除浮尘和碎屑。
清理后的表面不得用手触摸。
4)涂装前如发现基体金属表面被污染或返锈,应重新处理达到要求的表面清洁等级。
5)根据金属表面情况,拟定合适的喷射距离、工作压力、喷射角度及砂气比例、喷嘴移动等工艺参数。
6)为防止漏喷及提高工作效率,应拟定合理的喷砂顺序和具体线路。
六、钢结构涂料涂装施工:
1.表面处理达到GB/T8923-88中规定的Sa2½级,详见《涂装前钢材表面锈蚀等级和除锈等级》(GB8923-88)要求。
2.涂料涂装方法:
手工涂刷或辊涂
3.涂料施工
(1)涂装前,钢架表面处理后应无灰尘、油污、浮土等。
特别注意交叉及阴角处。
应先补刷与一致的配套底漆,涂刷厚度与层数应符合设计要求,干燥固化后统一涂刷面层涂料。
(2)防腐涂料使用前,首先应核对油漆的种类、名称以及稀释剂是否符合涂料说明书的技术要求,油漆还应做二次检查,各项指标合格后方可调制作装。
(3)涂料的配制应严格按照说明书的技术要求及配比进行调配,并充分搅拌,使桶底沉淀物混合均匀,放置15-30分钟后,使其充分熟化方可使用。
工程用量允许的施工时间,应根据说明书的规定控制,在现场调配时,据工程量用多少、配多少。
(4)使用涂料时,应边刷涂边搅拌,如有结皮或其他杂物,必需清除掉,方可使用。
涂料开桶后,必须密封保存。
(5)使用稀释剂时,其种类和用量应符合油漆生产的标准规定。
(6)涂刷时,首先对边角、棱角处、夹缝处进行预涂,必要时采用长杆毛笔进行点涂,以保证漆膜厚薄均匀无漏涂。
(7)施工环境温度以15-30度为宜,相对湿度不宜大于85%,遇雨、雾、大风少天气不得进行施工。
(8)涂层的第一道漆膜指角按试干后,方可进行下道涂层的施工。
(9)涂刷时,尽量减少涂层的往复次数,以免将底层漆膜拉起,按纵横交错方式涂漆以保证漆膜的涂刷质量。
(10为充分发挥涂料的耐腐蚀性能,应以漆膜厚度控制施工质量。
一般情况下,漆膜厚度需保证在200um以上,环境恶劣情况下需保证150um以上。
(11)所有涂层不得漏涂,涂层表面应光滑平整,颜色一致无针孔、气泡、流挂、剥落、粉化和破损等缺陷,无明显的刷痕、纹路及阴影条纹。
每道厚度及总干膜厚度完全满足该涂料的技术指标及甲方的要求。
(12)每道涂层间隔时间不宜超过24小时,应在第一道漆未完全干即涂第二道漆。
(13)每道要序施工隐蔽前要经甲方质检人员检查验收,做好表面干净、无灰尘、无油污等,每一道油漆必须采用漆膜测厚仪测干膜厚度,防腐完工后组织竣工验收。
(14)涂刷时,首先对边角、棱角处、夹缝处进行预涂,必要时采用长杆毛笔进行点涂,以保证漆膜厚薄均匀无漏涂。
(15)使用稀释剂时,其余中类和用量应符合生产厂家的规定标准。
配制涂料时,应搅拌均匀,必要时用100目细钢网过滤,并用涂-4标测定粘度后使用。
4.手工刷涂施工:
涂刷时,将刷子的2/3沾上油漆,沾上漆的在桶边刮一下以减少刷子一边的油漆,拿出时,有油漆的一边向上进行涂刷。
栏杆扶手的圆钢及死角位置涂漆时,用刷尖沾上油漆作来回弹拍涂装。
用过后的漆刷要及时用稀料洗干净,以免刷毛变硬,刷柄要保持清洁。
5.辊涂施工:
辊涂时,将滚桶沾漆后在漆桶刮一下,将有漆的一边向上拿出,并先用这边滚涂,滚涂时就按自上而下,从左到右,先里后外,先难涂后易涂的顺序进行;涂刷时要全面撑握,涂装均匀,一刷压2/3刷,保证厚薄一致,不露底,不淌漆,不滴油。
(1)现场施工时,根据金属机构的不同及时调整涂整施工方法,涂装过程中要经常用干、湿膜测厚仪检测漆膜厚度,保证每层油漆的漆膜厚度达到设计要求。
(2)阴雨天、风级大于5级以及环境湿度大于80%时,应停止施工,以免造成涂装量缺陷或涂料浪费。
(3)涂装时,要待上道漆膜达到表干后,再进行下道涂料的涂装;以防止出现漆膜起皱,桔皮等质量缺陷。
出现质量问题后应先查明原因,再根据质量问题种类进行修补,修补完工合格后,再进行下道工序。
(4)为保证漆膜颜色符合设计要求,在涂装面漆前要进行试涂,确认漆膜颜色达到设计标准时再进行整体涂装。
为使整体颜色一致无色差,面漆应进统一采购,并且使用同一厂家同一生产批号的油漆。
(5)涂刷时不能用力过大,回刷次数不宜过多,涂刷时应纵横涂刷可以增加每层涂料相互粘结,并能补充相互之间涂刷不足之处。
(6)施工时应按照从上到下的施工顺序,最后一遍面漆涂装应按顺方向涂装。
涂装时应精心操作,达到涂层涂刷均匀一致,无漏涂、起泡、变色、失光等缺陷。
6、涂装工具的选用:
刷子一般选用4寸毛刷,要求毛厚、口齐、毛尖软、毛根硬、不脱毛和不炸毛;滚桶宜采用4寸长,毛柔和、不掉毛,钢轴坚硬;手柄不易松动的木芯滚桶,使用时,在手柄部位绑上8#铁丝挂在桶上。
根据施工部位不同选择适当的毛刷。
7.表面处理质量检查:
除锈后应达到《涂装前钢材表面锈蚀等级与除锈等级》GB/T8923-88中规定的St3级标准。
7.1涂层厚度检查:
采用磁性(或超声波)测厚仪检测,要求涂层厚度均匀,涂层厚度和层数应符合设计要求。
具体要求如下:
7.2外观检查:
涂层应光滑平整,颜色一致,无针孔、汽泡、剥落缺陷。
用5-10倍的放大镜检查,无微孔者合格。
(1)采用磁性测厚仪测厚,相临之三点读数的平均值得出一点读数。
(2)检查点为块上、中、下部位均匀取5个点,并作好记录。
(3)涂层干膜厚度不得低于规定值,也不得高于规定值,允许偏差为±5%。
7.3涂层附着力检查:
用打叉划格法检查涂层附着力。
涂层应光滑平整,颜色一致,无针孔、汽泡、剥落缺陷。
用5-10倍的放大镜检查,无微孔者合格。
8.氯磺化聚乙烯防腐涂料
氯磺化聚化乙烯涂料主要由氯磺乙烯橡胶,颜料,改性树脂、硫化剂、促进剂、稳定剂、有机溶剂等组成。
这是一种新型长寿涂料。
性能优异。
(1)氯磺化聚乙烯涂料的特点:
a.对金属、非金属(水泥、木)附着力强,干燥快施工方便。
b.具有高度饱和结构、因此耐候性树脂好。
防紫外线照射。
c.耐酸碱、耐溶剂、耐油、耐水性能好。
d.耐寒性、耐温性好,使用温度-50~+120℃
e.抗臭氧,耐老化。
f.保持色泽好,耐污染。
g.具有弹性,抗冲抗磨。
h.防潮湿防盐防霉菌。
(2)氯磺化乙烯涂料应用范围:
正因为具有上述的优点,氯磺化乙烯涂料广泛用于石油、化工行业、如凉水塔、污水池,曝气池、贮油池、中和池、酸碱设备、化工气体贮藏、气柜、煤气柜、化工、建筑地面等。
3、氯磺化聚乙烯涂料的主要品种及用涂:
3.1氯磺化聚乙烯防腐底漆:
组成及特点:
该漆由氯化聚乙烯树脂、防锈颜料、固化剂等组成的双组份重防腐底漆。
具有良好的附着力、柔韧性可低温施工。
3.2用途:
主要用于化工设备、钢结构、煤气柜、冷水塔等防腐底漆。
3.3颜色及外观:
各色、无。
3.4基本参数:
干燥时间(25℃相对湿度65%)
表干0.5小时
实干24小时
完全固化5天
4.涂装配套及
4.1涂装前首先将该漆混合搅拌均匀,即可进行涂装施工。
4.2油漆配制后适用期(25℃)为8小时。
4.3该漆用刷漆和和高压无气喷涂方法均可。
4.4使用量参数:
理论用理150g/m2湿膜厚度50µm
干膜厚度30µm
4.5稀释剂专用稀释剂
5.氯磺化聚乙烯面漆的贮运、包装;
5.1贮存运输:
该产品保存在通风、干燥的库房内,防止阳光直射,并隔绝火缘,防止雨淋、碰撞等。
5.2包装规格:
18kg/桶
6、氯磺化聚乙烯中间漆;
6.1组成及特点:
该漆由树脂、防锈颜料等组成的单组份重防腐面漆。
具有良好的附着力、柔韧性、耐化学药品性,施工方便。
6.2用涂:
主要用于化工设备、钢结构、煤气柜、冷水塔等防腐工程。
6.3颜色及外观:
各色、无光。
基本参数:
干燥时间(25℃相对湿度65%)
表干0.5小时
实干24小时
完全固化7天
6.4涂装配套及施工:
该漆用刷涂和滚涂、喷涂均可。
使用理参数:
理论用量150g/m2湿膜厚度50µm
干膜厚度30µm
稀释剂专用稀释
6.5底材温度须高于露点3℃以上。
后道配套面漆:
氯磺化聚乙烯防腐面漆
贮存运输及安全:
该产口保存在通风、干燥的库房内,防止阳光直射,并隔绝火源,防目雨淋、碰撞等。
贮存期一年。
包装规格:
18kg/桶。
7、氯磺化聚乙烯防腐面漆;
7.1组成及特点:
该漆由氯磺化聚乙烯树脂、防晒颜料、填料、固化剂组成的重防腐面漆。
具有良好的常温干燥、耐水性、耐候性、及耐大气老化性等。
7.2用涂:
主要用于化工设备、钢结构、煤气柜、冷水塔海洋石油钻井设备等重防腐及装饰用漆。
7.3颜色及外观:
各色、无光。
7.4基本参数:
干燥时间(25℃相对湿度65%)
表干0.5小时
实干24小时
完全固化5天
8.涂装配套及施工:
8.1涂装前首先将该漆混合搅拌均匀,即可进行涂装施工。
8.2油漆注意配制后适用期(25℃)为8小时。
8.3该漆用刷漆和高压无气喷涂方法均可。
8.4使用量参数:
理论用理150g/m2湿膜厚度50µm
干膜厚度30µm
8.5稀释剂专用稀释
前道配套底漆:
氯磺化聚乙烯防腐底漆
底材时间0℃25℃30℃
最短24小时8小时6小时
最长5天
8.6贮存运输及安全:
该产品保存在通风、干燥的库房内,防止阳光直射,并隔绝火源,防目雨淋、碰撞等。
8.7包装规格:
18kg/桶
9、防腐质量检查
①防腐层全部涂敷完成并固化后,进行外观、厚度、表面电阻和粘结力检查,并对检查出的缺陷修补至合格。
②外观检查。
a) 用目测检查。
b) 防腐层表面应平整、光滑、无漏涂处。
③厚度检查。
a) 用磁性测厚仪检查。
b) 按比例进行抽查,厚度应达到设计要求。
④表面电阻率。
a) 用表面电阻测定仪检查。
b) 表面电阻率应为105~109Ω。
⑤粘结力检查。
a) 用锋利刀刃垂直划透涂层,形成边长约45mm、夹角约45的V形切口,用刀尖从交点挑剥切口内的涂层,只呈脆性点状断裂,不出现成片剥离为合格。
b) 按SY/T 0319-98的具体要求进行。
七、质量目标、质理保证措施及质量保证体系
1、质量目标:
本工程质量达到优质工程
2、为确保质量,贯彻质量第一的方针,首先应严把材料关。
3、仔细审查供货商的资质、财务运行状况及货物的质量及近三年的供货业绩、评价等证明材料。
4、货物到达现场后,卸车时应邀请监理工程师及工程师到达现场检查货物的合格证、出厂证明等标准的材料。
5、货物到达现场后三方证明的情况下抽取样品送权威部门检查。
6、施工时坚持“三专一评”的原则,即:
专人施工、专职检查员、专职质检工程师、班组互评的原则。
7、积极配合监理工程师及工程师的工作,积激配合他们的指示,树立质量意识,杜绝质量隐患。
8、施工时多钻研、勤动脑,优化施工工艺,多提合理化建议。
9.质量目标:
确保合格工程,争创优良工程。
10.质量管理组织机构及主要职责
11.质量管理及检验的标准
《建设工程施工现场供电安全规范》GB50194-93
《建筑工程施工质量验收统一标准》GB50300-2001
《建筑地面施工及验收规范》GB50209-1995
《建筑装饰装修工程质量验收规范》GB50210-2001
八、脚手架(根据现场实际需要搭拆脚手架,须报专项安全措施给甲方审批)
 升级会员
升级会员 