拨叉课程设计.docx
《拨叉课程设计.docx》由会员分享,可在线阅读,更多相关《拨叉课程设计.docx(18页珍藏版)》请在冰豆网上搜索。
拨叉课程设计
拨叉的建模与加工仿真
一.拨叉的三维建模
采用SolidWorks2008完成拨叉的三维建模的过程如下:
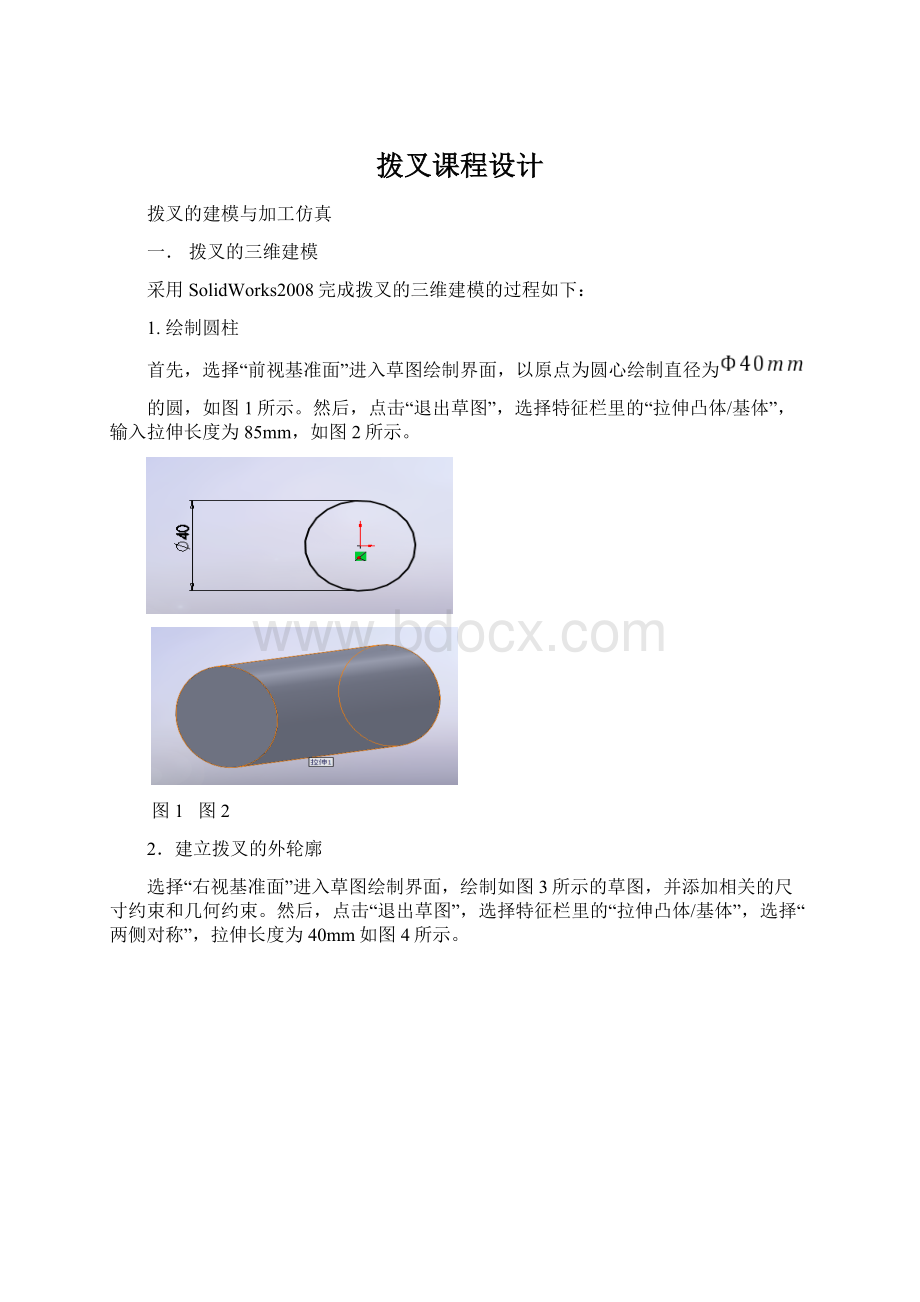
1.绘制圆柱
首先,选择“前视基准面”进入草图绘制界面,以原点为圆心绘制直径为
的圆,如图1所示。
然后,点击“退出草图”,选择特征栏里的“拉伸凸体/基体”,输入拉伸长度为85mm,如图2所示。
图1图2
2.建立拨叉的外轮廓
选择“右视基准面”进入草图绘制界面,绘制如图3所示的草图,并添加相关的尺寸约束和几何约束。
然后,点击“退出草图”,选择特征栏里的“拉伸凸体/基体”,选择“两侧对称”,拉伸长度为40mm如图4所示。
图3图4
3.建立拨叉的花键
选择拨叉的圆柱端面进入草图绘制界面,绘制如图5所示的直径为
的圆。
然后,点击“退出草图”,选择特征栏里的“拉伸切除”,选择“完全贯穿”,如图6所示。
图5图6
4.建立花键孔两端倒角
选择孔的一端倒角,尺寸如图7所示,孔的另一端也进行倒角,结果如图8所示。
图7图8
5.建立花键的槽
首先,选择“前视基准面”进入草图绘制界面,绘制如图9所示的草图。
然后,点击“退出草图”。
然后,选择特征栏里的“拉伸切除”,选择“完全贯穿”,如图10所示。
图9图10
6.建立拨叉的槽
选择拨叉的一侧面进入草图绘制界面,绘制如图11所示的草图。
然后,点击“退出草图”。
然后,选择特征栏里的“拉伸切除”,选择“完全贯穿”,如图12所示。
图11图12
7.添加肋板和倒圆角
图13
二.拨叉的二维图
通过采用SolidWorks2008完成拨叉的三维建模,并通过其三维模型生成如下图14所示拨叉的二维图。
图14拨叉的二维图
三.零件的分析
1.零件的作用
图纸中所给的零件是CA6140车床的拨叉。
它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,工作过程:
拨叉零件是在传动系统中拨动滑移齿轮,以实现系统调速,转向。
其花键孔
通过与轴的配合来传递凸轮曲线槽传来的运动,零件的两个叉头部位与滑移齿轮相配合。
2.零件的工艺分析
CA6140车床共有两处加工表面,分述如下:
1.以花键孔的中心线为基准的加工面
这一组面包括
的六齿方花键孔、
花键底孔两端的
到角、工件右端面和距离中心线为27mm的平面。
2.以工件右端面为基准的
的槽和
的槽
经上述分析可知,对于两组加工表面,可先加工其中一组表面,然后借助于专用夹具加工另一组表面。
四.拨叉工艺规程设计
1.确定毛坯的制造形成
零件材料为HT200。
考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,故选择铸件毛坯。
2.基准的选择
基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。
(1)粗基准的选择
对于零件而言,尽可能选择不加工表面为粗基准。
而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。
根据这个基准选择原则,现选取
孔的不加工外轮廓底面作为粗基准,利用圆柱来定位,另外四爪握住两边来限制六个自由度,达到完全定位,然后进行铣削。
(2)精基准的选择
主要应该考虑基准重合的问题。
当设计基准与工序基准不重合时,应该进行尺寸换算。
3.制定工艺路线
制定工艺路线,在生产纲领确定的情况下,根据零件的几何形状、尺寸精度及位置精度等技术要求来制定工艺路线。
可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
(1)工艺路线方案
工序一铸坯。
工序二粗铣圆柱底面。
工序三钻圆柱成
的孔。
工序四扩铰孔
到
。
工序五粗车圆柱孔口斜度为15度。
工序六粗铣右槽1侧平面和宽度为8mm,粗铣宽度为18mm的左槽2。
工序七精铣槽1的上下面和和里面、侧面,精洗槽2的上下面和里面。
工序八拉销孔
成花键。
工序九去毛刺。
工序十检验。
工序号
工序内容
定位基准
01
铸件
02
粗铣下端面
孔的外圆,上端面
03
钻孔
孔的外圆,下端面
04
扩孔
孔的外圆,下端面
05
车倒角,角度为15度
孔的上下端面
06
铣左边键槽,铣右边键槽
孔,下端面
07
精铣左右两槽
孔,下端面
08
拉花键槽
孔的外圆,下端面
9
去毛刺
10
终检
(2)选择机床
工序二、工序六、工序七都为铣表面,可用XA5032铣床。
工序三为钻孔,工序四为扩孔工艺,可采用摇臂钻床Z305B。
工序八为拉花键,采用普通拉床。
工序五用车床。
(3)选择夹具:
每个工序都可以采用专用的夹具。
(4)选择刀具:
在铣床上用高速钢立铣刀,铣上下两槽用三面刃铣刀,在车床上选普通车刀,内拉床选矩形齿花键拉刀。
(5)选择量:
精度要求较高的可用内径千分尺量程50~125mm,其余都用游标卡尺分度值为0.02mm。
4.机械加工余量、工序尺寸及毛坯的确定
“CA6140车床拨叉”,零件材料为HT200,硬度190~210HB,生产类型大批量,铸造毛坯。
据以上原始资料及加工路线,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下:
1.查《机械制造工艺设计简明手册》(以下称《工艺手册》)
铣削加工余量为:
粗铣2-4mm
半精铣1-2mm
精铣0-1mm
2.圆柱(
用铸成)内孔
用钻和扩成,加工余量:
扩孔1.2mm
3.粗车加工余量:
粗车1.2mm
半精车0.8mm
4.右凹槽:
对于右凹槽的加工,由于事先未被铸出,要满足其槽的深度先需要粗铣,现确定其加工余量取8mm。
为了保证槽两边的表面粗糙度和槽的水平尺寸
的精度要求,需要进行精铣槽的两侧面,加工余量取0.5mm。
5.左凹槽:
由于此平面没有加工,只加工平面的凹槽,其基本尺寸为槽宽
mm(精度较高,IT6级),槽的深度为23mm,可事先铸出该凹槽,该槽的三个表面的粗糙度都为
,在粗铣后
精铣就能达到粗糙度要求。
6.孔:
钻孔其尺寸为20mm,加工余量取2mm,扩孔钻,保留0.5mm的拉刀加工余量。
孔里的花键槽用组合装配式拉刀成型式的加工方式一次拉出。
7.其他尺寸直接铸造得到
由于本设计规定的零件为大批量生产,应该采用调整加工。
因此在计算最大、最小加工余量时应按调整法加工方式予以确认。
五.数控加工仿真
采用数控铣削加工槽1的上下面和和里面、侧面。
步骤如下所示:
1.启动UGNX5.0后,打开拨叉的模型文件“bocha.x-t”。
选择“开始—加工”命令,打开“加工环境”对话框。
在“CAM设置”框中选择“mill-planar”选项,然后单击“初始化”按钮,进入加工环境。
2.单击“创建几何体”工具按钮,打开“创建几何体”对话框。
设置各个选项,然后单击“应用”按钮,打开“工件”对话框,设置部件和毛坯。
如图15所示。
图15“创建几何体”对话框和“工件”对话框
3.在“加工创建”工具条中单击“创建刀具”工具按钮,打开“创建刀具”对话框。
在对话框中设置各个选项,然后单击“应用”,在新的对话框中设置刀具的各个参数。
4.单击“创建操作”按钮,打开“创建操作”对话框。
设置各个选项后,单击“应用”,打开“FaceMillingArea”对话框,设置相应的各个选项。
如图16所示。
图16“创建操作”对话框和“FaceMillingArea”对话框
5.在“FaceMillingArea”对话框中单击“切削区域”按钮,然后在模型部件中指定要进行铣削的区域。
如图17所示。
图17“切削区域”对话框和指定铣削的区域
6.在“FaceMillingArea”对话框中,设置其它选项,然后在“操作”面板中单击“生成”按钮,在模型部件中显示生成的刀轨。
如图18所示。
图18“FaceMillingArea”对话框和生成的刀轨
7.在“操作”面板中单击“确认”按钮,打开“刀轨可视化”对话框,进行3D动画加工模拟演示,如图19所示。
最后,在“刀轨可视化”对话框中单击“确定”,完成操作。
图19“刀轨可视化”对话框和加工模拟的演示效果
六.数控加工程序
选择MILL3-AXIS数控铣床进行后处理操作,数控程序如下所示。
%
N0010G40G17G90G70
N0020G91G28Z0.0
:
0030T00M06
N0040G1G90X.9843Y1.5748Z1.0564F39.4S0M03M08
N0050Y1.2598F9.8
N0060Y1.1417
N0070X.8858
N0080X-.8858
N0090Z.9121
N0100X.8858
N0110Z.7677
N0120X-.8858
N0130Z.6234
N0140X.8858
N0150Z.479
N0160X-.8858
N0170Z.3346
N0180X.8858
N0190Z.1903
N0200X-.8858
N0210Z.0459
N0220X.8858
N0230X.9843F19.7
N0240Y1.2598
N0250Y1.5748F39.4
N0260Z1.0564
N0270Y1.2205F9.8
N0280Y1.1024
N0290X.8858
N0300X-.8858
N0310Z.9121
N0320X.8858
N0330Z.7677
N0340X-.8858
N0350Z.6234
N0360X.8858
N0370Z.479
N0380X-.8858
N0390Z.3346
N0400X.8858
N0410Z.1903
N0420X-.8858
N0430Z.0459
N0440X.8858
N0450X.9843F19.7
N0460Y1.2205
N0470Y1.5748F39.4
N0480Z1.0564
N0490Y1.1811F9.8
N0500Y1.063
N0510X.8858
N0520X-.8858
N0530Z.9121
N0540X.8858
N0550Z.7677
N0560X-.8858
N0570Z.6234
N0580X.8858
N0590Z.479
N0600X-.8858
N0610Z.3346
N0620X.8858
N0630Z.1903
N0640X-.8858
N0650Z.0459
N0660X.8858
N0670X.9843F19.7
N0680Y1.1811
N0690Y1.5748F39.4
N0700Z.6102
N0710Y.9449F9.8
N0720Y.8268
N0730X.8563
N0740X-.8563
N0750Z.4921
N0760X.8563
N0770X.9843F19.7
N0780Y.9449
N0790Y1.5748F39.4
N0800Z.6102
N0810Y.9055F9.8
N0820Y.7874
N0830X.8563
N0840X-.8563
N0850Z.4921
N0860X.8563
N0870X.9843F19.7
N0880Y.9055
N0890Y1.5748F39.4
N0900Z.6102
N0910Y.8661F9.8
N0920Y.748
N0930X.8563
N0940X-.8563
N0950Z.4921
N0960X.8563
N0970X.9843F19.7
N0980Y.8661
N0990Y1.5748F39.4
N1000M02
%
 升级会员
升级会员 