法兰盘工序卡片.docx
《法兰盘工序卡片.docx》由会员分享,可在线阅读,更多相关《法兰盘工序卡片.docx(19页珍藏版)》请在冰豆网上搜索。
法兰盘工序卡片
法兰盘加工工序卡片1之阳早格格创做
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
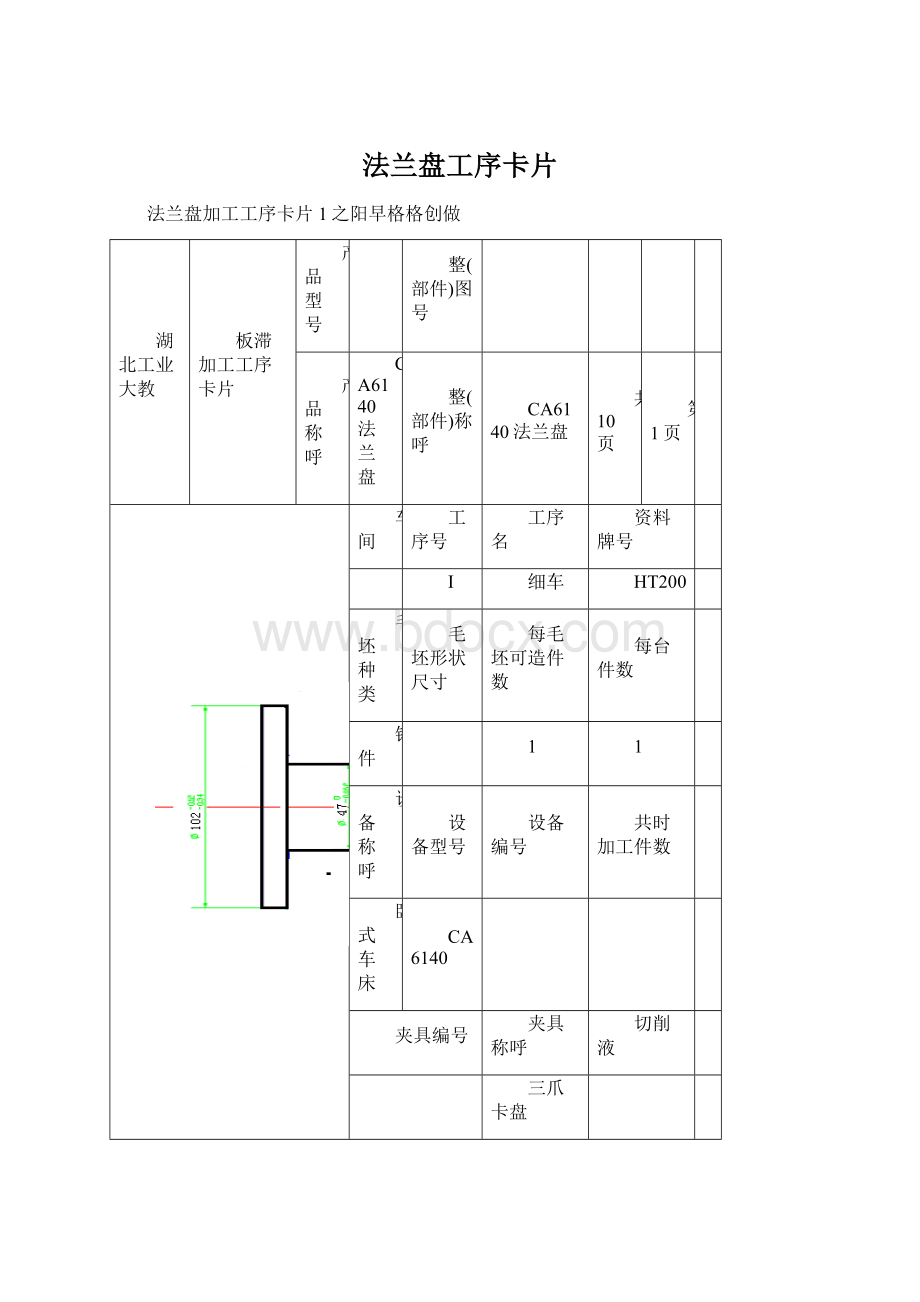
CA6140法兰盘
整(部件)称呼
CA6140法兰盘
共10页
第1页
车间
工序号
工序名
资料牌号
Ⅰ
细车
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
卧式车床
CA6140
夹具编号
夹具称呼
切削液
三爪卡盘
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
细车Φ100端里
8
4
1
2
细车Φ100中圆柱里
8
132
1
2
6
3
细车B里
126
2
15
75
4
细车Φ90中圆柱里
4
1
5
细车Φ45端里
89
1
6
细车Φ45中圆柱里
89
2
7
细车Φ90端里
8
122
1
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
变动文献号
标记表记标帜
处数
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片2
潍坊教院
机电工程教院
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
CA6140法兰盘
整(部件)称呼
CA6140法兰盘
共10页
第2页
车间
工序号
工序名
资料牌号
Ⅱ
钻孔
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
坐式钻床
Z525
夹具编号
夹具称呼
切削液
三爪卡盘
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
钻Φ18的孔
35
37,8
2
扩Φ
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片3
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
法兰盘
整(部件)称呼
法兰盘
共10页
第3页
车间
工序号
工序名
资料牌号
Ⅲ
细铰
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
夹具编号
夹具称呼
切削液
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
细铰Φ20的孔
5
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片4
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
法兰盘
整(部件)称呼
法兰盘
共10页
第4页
车间
工序号
工序名
资料牌号
Ⅳ
半细车
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
卧式车床
CA6140
夹具编号
夹具称呼
切削液
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
半细车Φ100端里
8
1
2
半细车Φ100中圆柱里
8
132
1
3
半细车B里
126
1
135
4
半细车Φ90表里柱里
1
5
半细车Φ45端里
187
1
6
半细车Φ45中圆柱里
96
1
7
半细车Φ90端里
134
1
8
车Φ100柱倒角
1
9
Φ45过度圆弧
5
1
10
Φ90柱体倒角
67
1
11
Φ20左倒角
27
1
1
12
3*2退刀槽
1
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片5
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
法兰盘
整(部件)称呼
法兰盘
共10页
第5页
车间
工序号
工序名
资料牌号
Ⅴ
细车
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
卧式车床
CA6140
夹具编号
夹具称呼
切削液
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
细车Φ100左端里
8
1
2
细车Φ100中圆柱里
8
132
1
3
细车B里
8
126
1
282
4
细车Φ45中圆柱里
96
2
45
5
细车Φ90端里
134
1
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片6
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
法兰盘
整(部件)称呼
法兰盘
共10页
第6页
车间
工序号
工序名
资料牌号
Ⅵ
细铣
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
拉拢机床
夹具编号
夹具称呼
切削液
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
细铣距核心线34mm的仄里
5
2
135
2
细铣距核心距24mm的仄里
5
4
360
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片7
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
法兰盘
整(部件)称呼
法兰盘
共10页
第7页
车间
工序号
工序名
资料牌号
Ⅶ
细铣
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
拉拢机床
夹具编号
夹具称呼
切削液
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
细铣Φ90二仄里
1
2
135
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片8
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
法兰盘
整(部件)称呼
法兰盘
共10页
第8页
车间
工序号
工序名
资料牌号
Ⅷ
钻孔
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
坐式钻床
Z525
夹具编号
夹具称呼
切削液
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
钻4*Φ9孔
30
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片9
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
CA6140法兰盘
整(部件)称呼
法兰盘
共10页
第9页
车间
工序号
工序名
资料牌号
Ⅸ
钻、扩
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
坐式钻床
Z525
夹具编号
夹具称呼
切削液
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
钻Φ4mm孔
30
2
扩Φ6mm孔
30
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
法兰盘加工工序卡片10
湖北工业大教
板滞加工工序卡片
产品型号
整(部件)图号
产品称呼
法兰盘
整(部件)称呼
CA6140法兰盘
共10页
第10页
车间
工序号
工序名
资料牌号
Ⅹ
磨
HT200
毛坯种类
毛坯形状尺寸
每毛坯可造件数
每台件数
铸件
1
1
设备称呼
设备型号
设备编号
共时加工件数
沉型中圆磨床
MQ1350A
夹具编号
夹具称呼
切削液
工位器具编号
工位器具称呼
工序工时(s)
准末
单件
工步号
工步内容
工艺
拆备
主轴转速
(r/s)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(s)
机动
辅帮
1
磨B里
18
1
150
2
磨距离Φ90轴线24mm的侧仄里
1
安排
(日期)
考查
(日期)
尺度化
(日期)
会签
(日期)
标记表记标帜
处数
变动文献号
签名
日期
标记表记标帜
处数
变动文献号
签名
日期
 升级会员
升级会员 