拟投入的主要施工机械设备情况及主要施工机械进场时间计划.docx
《拟投入的主要施工机械设备情况及主要施工机械进场时间计划.docx》由会员分享,可在线阅读,更多相关《拟投入的主要施工机械设备情况及主要施工机械进场时间计划.docx(11页珍藏版)》请在冰豆网上搜索。
拟投入的主要施工机械设备情况及主要施工机械进场时间计划
拟投入的主要施工机械设备情况及主要施工机械进场时间计划
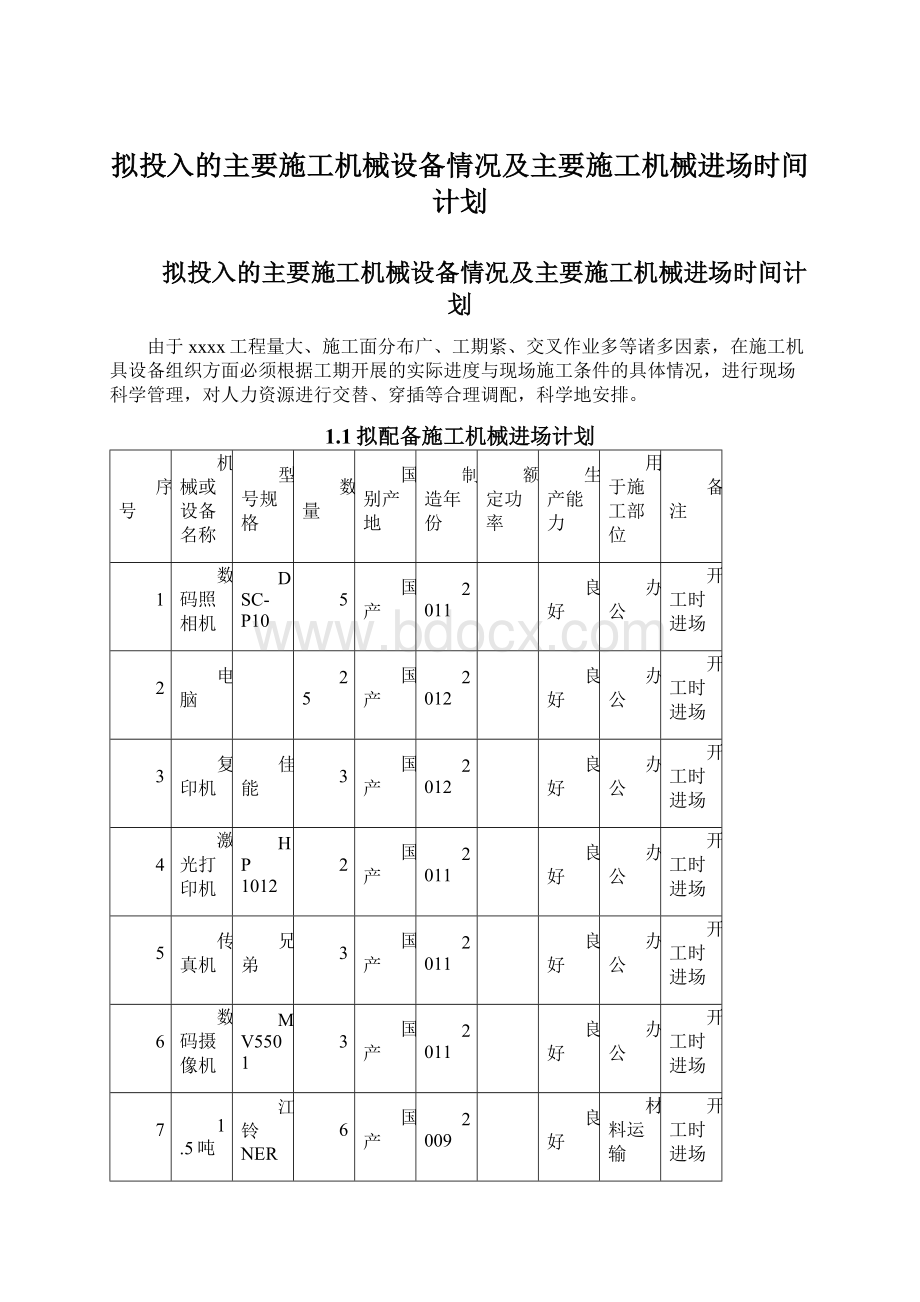
由于xxxx工程量大、施工面分布广、工期紧、交叉作业多等诸多因素,在施工机具设备组织方面必须根据工期开展的实际进度与现场施工条件的具体情况,进行现场科学管理,对人力资源进行交替、穿插等合理调配,科学地安排。
1.1拟配备施工机械进场计划
序号
机械或设备名称
型号规格
数量
国别产地
制造年份
额定功率
生产能力
用于施工部位
备注
1
数码照相机
DSC-P10
5
国产
2011
良好
办公
开工时进场
2
电脑
25
国产
2012
良好
办公
开工时进场
3
复印机
佳能
3
国产
2012
良好
办公
开工时进场
4
激光打印机
HP1012
2
国产
2011
良好
办公
开工时进场
5
传真机
兄弟
3
国产
2011
良好
办公
开工时进场
6
数码摄像机
MV5501
3
国产
2011
良好
办公
开工时进场
7
1.5吨人货车
江铃NER
6
国产
2009
良好
材料运输
开工时进场
8
水平仪
DSG200
10
天津
2011
良好
测量、检测部位
开工时进场
9
折叠式3米靠尺
N-147
20
南京
2011
良好
测量
开工时进场
10
多功能电锤
AEG(PN3500)
45
国产
2011
1.2
良好
拆、捶施工
开工时进场
11
角度切割机
HITACHI-14
8
日本
2009
1.2
良好
墙面/天花等
开工时进场
12
油压钻
GBHZ-24DSE
5
进口
2009
0.72
良好
墙面/天花等
开工时进场
13
手电钻
J12-SD06-06
80
国产
2009
0.23
良好
墙面/天花等
开工时进场
14
冲击钻
SB2E12ST
60
国产
2011
0.65
良好
墙面/天花等
开工时进场
15
牧田曲线锯
4304型
15
日本
2010
0.08
良好
墙面/天花等
开工时进场
16
风枪
F50、F30、422
40
国产
2010
良好
墙面/天花等
开工时进场
17
电刨
HITACHI
65
日本
2010
0.75
良好
墙面/天花等
开工时进场
18
风批
20
国产
2011
良好
墙面/天花等
开工时进场
19
电锯
PSV-9,C73
42
日本
2012
1.2
良好
墙面/天花等
开工时进场
20
射钉枪
SDT-A376
45
国产
2011
良好
墙面/天花等
开工时进场
21
电焊机
BX3-300
35
国产
2009
23.4KVA
良好
墙面/天花等
开工时进场
22
砂轮锯
220V.
25
国产
2009
2
良好
地面/墙面等
开工时进场
23
万能切割机
TR-15
30
日本
2009
2.2
良好
地面/墙面等
开工时进场
24
手提线锯机
JH66A
25
日本
2009
0.8
良好
地面/墙面等
开工时进场
25
云石抛光机
YV-1800
30
国产
2009
0.7
良好
地面/墙面等
开工时进场
26
磨边抛光机
GIOSD
25
日本
2009
2.5
良好
地面/墙面等
开工时进场
27
套丝机
G15~50
20
中国
2010
良好
地面/墙面等
开工时进场
28
折边机
WB67Y-100
18
中国
2010
7.5
良好
地面/墙面等
开工时进场
29
手用弯管机
20~25
20
中国
2010
良好
地面/墙面等
开工时进场
30
液压压接钳
20
中国
2010
良好
地面/墙面等
开工时进场
31
压接钳
16-240mm2
20
中国
2010
良好
地面/墙面等
开工时进场
32
电动剪刀
40
中国
2010
0.25
良好
地面/墙面等
开工时进场
33
金属孔锯
KJ-A型
45
中国
2011
良好
地面/墙面等
开工时进场
34
弯曲机
GW40
2
国产
2011
3KW
良好
钢筋加工
开工时进场
35
切断机
FGQ40A
2
国产
2010
5.5
良好
钢筋加工
开工时进场
36
空压机大型
合资
10
国产
2012
2.5
良好
木工工艺
开工时进场
37
良明压刨
RYOBI
30
日本
2010
1.6
良好
木工工艺
开工时进场
38
电动圆锯
日立
30
日本
2010
2
良好
木工工艺
开工时进场
39
牧田修边机
C3703型
10
日本
2011
1
良好
木工工艺
开工时进场
40
F50直枪
40
西德
2010
良好
木工工艺
开工时进场
41
422马枪
50
西德
2011
良好
木工工艺
开工时进场
42
木工圆锯
MJ114
35
国产
2010
3KW
良好
木加工
开工时进场
43
木工平刨床
MB504A
8
国产
2011
3KW
良好
木加工
开工时进场
44
双面木工刨
MB106A
2
国产
2011
3KW
良好
木加工
开工时进场
45
无齿锯
J3G-400
8
国产
2011
2.2KW
良好
木加工
开工时进场
46
角磨机
9526木田
25
日本
2010
6.07
良好
石材处理
开工时进场
47
质检工具
20
国产
2011
良好
检测部位
开工时进场
48
万用表
15
国产
2011
良好
检测部位
开工时进场
49
吊锤
0.8Kg
30
国产
2011
良好
检测部位
开工时进场
50
经纬仪
15
国产
2011
良好
检测部位
开工时进场
1.2材料试验/质检仪器设备
序号
仪器设备名称
规格型号
单位
数量
自有或租赁
1
水准仪
DS3
台
12
自有
2
线坠
0.2、0.5、1.0
个
20
自有
3
经纬仪
台
8
自有
4
吊锤
0.8Kg
个
30
自有
5
激光平水仪
LS602
台
15
自有
1.3主要办公设备用量表
分类
设备名称
型号
单位
数量
自有或
租赁
主
要
办
公
设
备
电脑
台
5
自有
打印机
Hp
台
1
自有
数码照相机
DSC-P7
台
2
自有
传真机
DIGTAL
台
1
自有
数码摄像机
MV5501
台
1
自有
对讲机
摩托罗拉GP882350
台
20
自有
复印机
佳能
台
1
自有
1.4设备管理
(1)机械设备在施工过程中的使用管理是机械设备管理的基本环节。
机械设备的使用管理应包括机械设备的正确选择,合理地组合使用,适时地维护和保养等环节。
这样才能使机械设备在使用过程中保持良好的工作状态,充分发挥生产效率,并延长使用寿命,保证安全生产。
(2)机械设备的正确选择施工方案是选择机械设备的依据。
在拟定施工方案时必须考虑工程环境、技术经济条件,以及供应机械设备的装饰性能。
在使用中,必须严格按照机械设备的性能规定,不允许超性能使用。
在施工方案允许的范围内,选择机械设备将考虑以下因素:
机械设备的生产效率。
所有机械的生产效率必须适应工程任务的要求。
机械设备必须保证工程质量,不能由于机械设备的性能不适应而采取一些不合理的措施,因而影响工程质量。
选用轻便多功能的机械设备或稍加改装就能适应工程需要的机械设备。
机械设备的能源耗费要少,要保证工程的正常运行和资源消耗的最佳限度。
机械设备对环境的影响要小,机械噪声和排废等都会对环境产生有害的影响,必须严加控制。
合理地组合使用机械设备采用机械设备进行施工,一方面要注意发挥单机的效率,同时更应注意配套协调的组织工作,有效地发挥配套机组的作用。
在机械的使用过程中,组织协调工作是非常重要的,要制定严密的计划,合理的安排。
同时要实行岗位责任制,明确职责调动机组专职人员的积极性和责任感。
选择可靠的厂家供货保证质量
选择可靠的维修厂家提供及时的维修服务和良好配件供应。
1.4.1设备的日常管理
设备的日常管理是设备管理中的经常性工作。
设备投入正式使用以后就面临着一个如何管好、用好、维护好的问题。
为了防止设备的丢失、损坏、积压、浪费,要做到随时掌握设备状态的变化,首先必须做好设备的日常管理工作。
(1)设备的归档建账:
任何设备在被转入项目以后,都必须进行编号登记入册,归档建账,其目的是便于掌握、利用好设备。
归档建账的内容如下:
1)将新添置的设备列入固定资产,同正在服役的其他设备一起归口管理。
该项固定资产的数额除了含设备本身的购价以外,还包括装卸、运输、搬运、配件、辅料(如液压油等)的费用。
2)分类建立设备账目的项目主要是:
设备进档编号、名称、型号、出厂编号、出厂年月、制造厂、电话、地址、联系人、售价原值、正式投产日期、预计使用年限、平均年折旧率、机械修理复杂系数、电气复杂系数、附属电机参数(型号、台数、功率等)、班产量或小时产量、保修期等。
账目和使用手册或技术参数资料一齐归档。
(2)设备的技术状态管理:
设备的技术状态管理是指对设备各项指标的完成情况进行定期的大检修,根据检查结果进行评级。
设备的技术状况通常分为三级,即完好设备、维修设备和失修设备。
其中失修设备又分为两类:
一类做带病运转设备,它是指本来应该修理但却未列入修理计划的设备;另一类称停机维修设备,指的是不按规定及时修理,到故障停机以后才修理的设备。
只有运转正常,符合完好标准的设备才叫完好设备。
1.4.2设备的使用管理
设备的加工精度、生产效率和使用寿命一方面取决于设备本身的设计和制造质量,另一方面也取决于设备使用的正确与否以及日常维护保养的状况。
(1)设备的正确、合理使用:
要正确合理地使用好设备,必须有科学和严密的规章制度,调动操作者参与设备管理的积极性和自觉性。
1)配备合格的设备操作人员:
随着设备的日益现代化,其结构及控制原理日趋复杂,对设备操作人员文化水平和技术熟练程度的要求将越来越高。
一般说来,设备操作人员的教育培训由跟班巡查机修负责,班组长作具体配合,培训内容主要是安全生产、设备操作规程、基本结构、正确使用和维护保养方法、生产工艺、设备润滑和点检、完好标准等方面的基本知识。
有的内容要求主机手记录和记忆,同时巡查机修要一遍一遍地演试,直至培训对象能熟练地操作和懂得基本规程为止,并要求培训对象答写试卷,巡查机修改卷并写评语,新进主机手凭此试卷到人事行政部办理《上岗操作证》,这样就是一名合格的设备操作人员了。
2)设备的操作和维护规程:
设备的操作规程通常包括开机前的准备;开、停机的操作顺序及安全注意事项;常见故障及其处理方法;紧急情况处理方法;以及设备所能达到的主要技术指标和允许的损坏值等。
统计资料表明,约有30%的事故是由于操作人员的误操作造成的,因此操作人员必须严格遵守操作规程。
设备的维护规程主要是指设备的维护保养制度。
对于操作人员来说就是按规程认真做好日常保养和日常点检工作,做到及时发现问题及时处理,确保设备正常运行。
(2)设备维护管理的日常要求:
1)“三好”:
操作人员应该做到:
“三好”,即管理好、使用好和维护保养好设备。
A、管理好:
a、对使用的设备专人专管,未经本人允许,不许他人操作。
B、保持设备的完整性,其中包括设备随机配备的各种工、器具,使设备始终处于零件整齐的状态。
b、不擅离职守,设备在运行时必须有人在场。
d、认真作好每班的交接班记录。
B、使用好:
严格按照设备的操作规程操作设备,作到:
a、不让设备超负荷运行。
b、操作时不允许用脚或其他部位代替手去操纵手柄、按钮等调节件。
C、维护保养好:
包括两个方面,即:
a、懂得设备的工作原理、性能和基本结构,知道要维护哪些部位和怎样去维护;
b、参与定期保养,设备进行大修或项修(中修)以后,应参加该设备的试机和验收工作。
2)“四会”:
“四会”的内容包括会使用、会保养、会检查和会处理故障四个方面。
A、会使用:
指的是熟悉本工序加工工艺,了解本设备在工艺流程的作用和地位,正确选用设备的有关技术参数,此外还要能够合理地调节设备上有关附件的位置和尺寸。
B、会保养:
指按规定及时清洁机器;保证滑动面无锈蚀、碰伤;照说明书和润滑规定定时加润滑油。
C、会检查:
主要要求操作者在接班时应仔细检查机器各运动部件的运作是否正常,有无事故隐患等。
若设备处于静止状态,观察不出,可让机器空转一下;接班以后要注意随时观察工作中的机器的运行状态,以便及时发现隐患。
因为检查不仔细而发生事故的情况是很常见的,下面举一实例:
D、会处理故障:
作为一个合格的操作者应该做到,能鉴别机器运转时的正常与异常,即能够根据机器工作时的异常噪声、运转温度变化、各种仪表指示等来判断出故障的大致部位,一旦发现异常应立即切断电源,报告巡查机修,保护现场,让机修人员来分析处理。
3)使用设备的“四项要求”:
“四项要求”是指操作人员在使用设备时应使设备达到“整齐、清洁、润滑和安全”的要求,具体内容如下。
A、整齐:
要求包括工具、工件、附件等要摆放整齐,安全防护装置要齐全、线路管道要完整。
B、清洁:
要求设备的内、外都清洁,各滑动面、丝杠、齿轮等无油垢、无碰伤,各部位无漏水、漏油现象,切屑和垃圾等要清理干净。
C、润滑:
按时加油、换油,油质符合要求,油壶、油枪、油杯等齐全,油标清洁,油路通畅。
D、安全:
要求设备的机械和电气部分,首先要符合有关安全标准,另外操作人员也要遵守有关操作规程,合理使用设备,随时监测设备的异常现象,及早发现事故隐患。
4)使用设备的“五项纪律”:
操作人员必须遵守使用设备的“五项纪律”,这五项纪律的内容如下:
A、凭操作证上岗操作:
操作证是操作人员是否具有操作此种设备的资格凭证,它是通过考核合格后由主管部门颁发的证件,操作人员必须妥为保管,持证才能上岗。
B、做好清洁与润滑工作:
要使设备在清洁和润滑方面达标,具体工作必须制定有关制度,以此作为纪律,让操作人员自觉遵守。
C、遵守交接班制度中的各项规定:
严格办理交接班手续,填写交接班记录是设备操作人员必须遵守的又一条纪律,这样便于互相检查,明确责任。
D、管理好随机的工件、工具:
这条纪律遵守得好,可使设备作为一个整体,始终保持完整的状态。
E、搞好设备的安全防患工作:
发现故障立即停机检查或报告。
1.4.3设备的维护保养
设备的维护保养是指操作人员平时对设备的管理,它是设备管理的基础工作。
设备的点检制度则是一种操作技术规范化的检测和维护工作,是比较先进的设备维护管理方法,其指导思想是推行全员质量管理的具体体现。
(1)维护保养:
设备的维护保养有日常维护保养与定期维护保养两种。
1)日常维护保养:
日常维护保养简称日保。
凡在车间使用的设备都应进行日保,日保的工作由操作者本人承担。
日保的目的是延长设备的使用寿命,创造一个安全、舒适的工作环境。
日保分为每班的日常维护和周末的日常维护,必须做到制度化和规范化。
对日保的具体要求如下:
A、每班的维护:
单班制的操作者,班前检查设备的部位,按规定加油,设备起动前按规定对其关键部位进行检查。
这种检查以感官检查为主,确认无隐患才具备开机条件,有隐患时,必须查找原因,故障排除以后,才能开机。
多班制的操作者在接班时必须先看交班日记,再检查设备的状态,看看是否与交班日记内容相符,如果符合检查结果,才在日记上签字。
运行中要严格遵守操作维护规程,注意运行情况,或通过感官观察设备是否正常,发现异常要及时处理或报告。
下班离岗前,操作者要对设备作一次全面保养,特别是要把导轨、丝杠、齿轮等处擦拭干净,清除铁屑等,机器油漆表面和周围环境也要打扫干净,做好交接班工作,并填写交班日记。
B、周末的维护:
对设备进行一次较彻底的清扫、擦拭;重点设备和精、大、稀设备的周末保养时间为2h以上,由设备操作人员承担,巡查机修协助解决疑难问题,车间主任和班组长在现场督导落实。
2)定期维护保养:
定期维护保养的主要作业内容有:
A、对设备不易保养部位进行拆卸、检查;
B、调整各部位配合间隙和更换磨损(已坏)部件;
C、紧固各部位的零件螺丝;
定期维护保养完成后,保养机修应对已调整、修理、更换的零件和部位在该机履历卡上做好记录,设备科长逐台检查验收品检,该机操作者试机,并同时在履历卡该栏后签名。
 升级会员
升级会员 