DIN 176153铝型公差.docx
《DIN 176153铝型公差.docx》由会员分享,可在线阅读,更多相关《DIN 176153铝型公差.docx(15页珍藏版)》请在冰豆网上搜索。
DIN176153铝型公差
DIN17615第3部分
1987年1月
AlMgSi0.5铝合金精密型材
公差
尺寸:
mm
代替1976年12月版
1应用范围
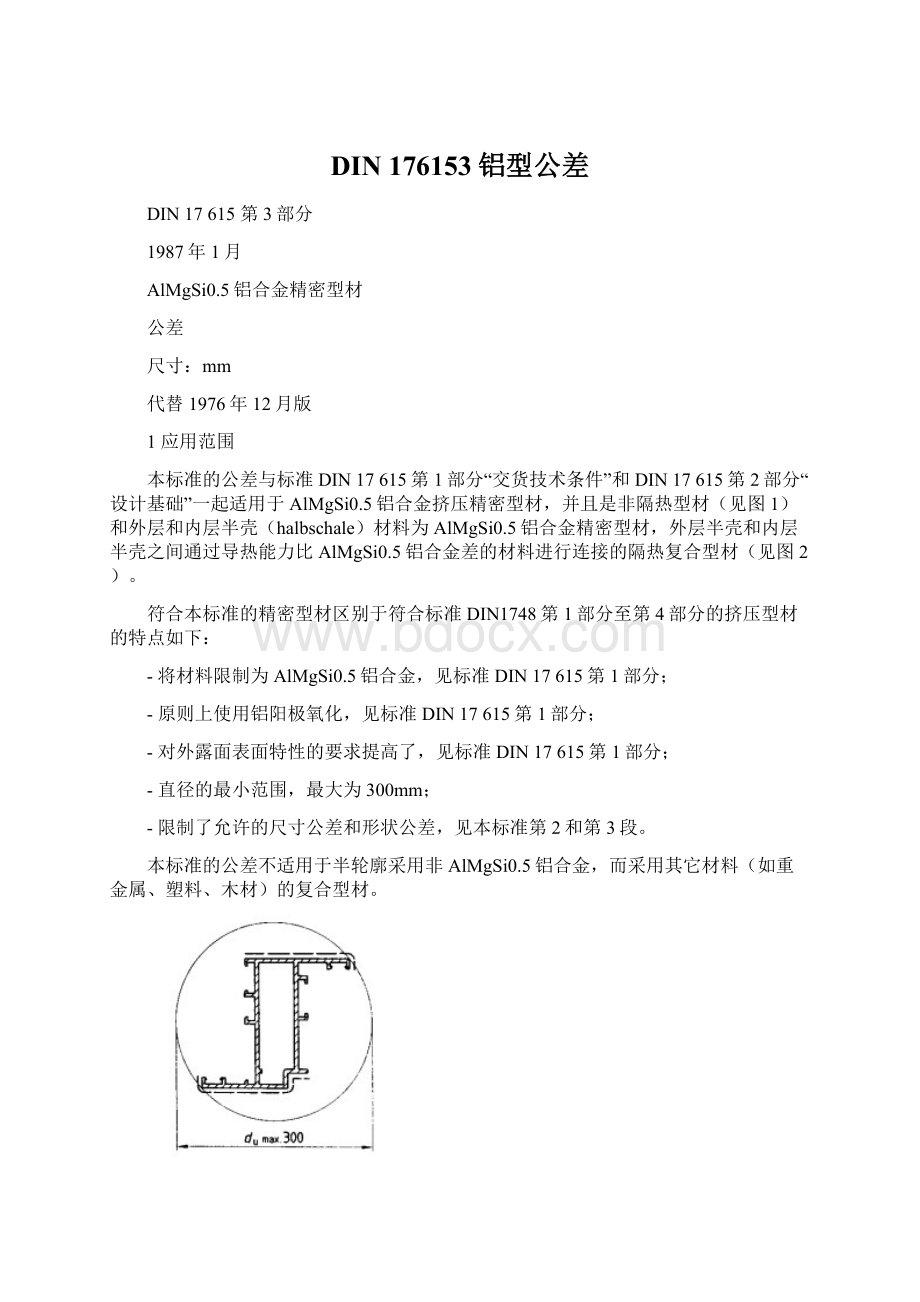
本标准的公差与标准DIN17615第1部分“交货技术条件”和DIN17615第2部分“设计基础”一起适用于AlMgSi0.5铝合金挤压精密型材,并且是非隔热型材(见图1)和外层和内层半壳(halbschale)材料为AlMgSi0.5铝合金精密型材,外层半壳和内层半壳之间通过导热能力比AlMgSi0.5铝合金差的材料进行连接的隔热复合型材(见图2)。
符合本标准的精密型材区别于符合标准DIN1748第1部分至第4部分的挤压型材的特点如下:
-将材料限制为AlMgSi0.5铝合金,见标准DIN17615第1部分;
-原则上使用铝阳极氧化,见标准DIN17615第1部分;
-对外露面表面特性的要求提高了,见标准DIN17615第1部分;
-直径的最小范围,最大为300mm;
-限制了允许的尺寸公差和形状公差,见本标准第2和第3段。
本标准的公差不适用于半轮廓采用非AlMgSi0.5铝合金,而采用其它材料(如重金属、塑料、木材)的复合型材。
图1非隔热型材(举例)图2隔热型材(举例)
2极限偏差(允许尺寸偏差)
极限偏差(尺寸偏差)不依赖于主要受工具制造精度,工具磨耗以及对挤压型材进行修整这些不可避免的制造波动的影响。
在采用挤压技术制造具有特别不利结构的挤压型材时,必须进行特别约定。
如果由于令人信服的理由,极限偏差必须比本标准规定的极限偏差(允许偏差)小,则该极限偏差仅用于单一的、功能特别重要的尺寸并且必须要进行约定,是本标准规定值的2/3。
当然公差不得超出0.3mm,其进一步的细节见标准DIN17615第2部分“设计基础”。
2.1尺寸b,h和d的极限偏差(允许偏差)
标称尺寸的极限偏差(允许偏差)见表1,图3和图4中尺寸的相关关系为:
和
对于某一挤压型材的极限偏差(允许偏差)起决定作用的是各比例关系
或
的最大值。
图3图4
如果对于某一横断面,只有一个比例关系在上一级公差组中,则所有尺寸都适用本组的极限偏差(允许偏差)。
表1尺寸b,h和d的极限偏差(允许偏差)
尺寸b,h和d
尺寸范围
比例关系为
时的
极限偏差(允许偏差)
≤40:
1
>40:
1
比例关系为
时的
极限偏差(允许偏差)
>
≤
≤6:
1
>6:
1
-
10
±0.15
10
15
±0.20
15
30
±0.25
30
45
±0.30
45
60
±0.40
60
90
±0.45
90
120
±0.60
120
150
±0.70
±0.08
150
180
±0.90
±1.00
180
240
±1.10
±1.20
240
300
±1.40
±1.50
2.2壁厚和腹板的极限偏差(允许偏差)
实心型材壁厚以及空心型材的外部和内部腹板适用表2中的极限偏差(允许偏差),见图5。
图5
表2实心型材壁厚的极限偏差(允许偏差)
壁厚s
尺寸范围
极限偏差
(允许偏差)
>
≤
-
1.5
±0.15
1.5
3
±0.20
3
6
±0.25
6
10
±0.30
10
15
±0.40
15
20
±0.50
20
30
±0.60
30
40
±0.70
2.3半空心型材和空心型材包围的空腔的壁厚极限偏差(允许偏差)
半空心型材和空心型材包围的空腔的壁厚极限偏差(允许偏差)适用表3中的数值,同时因为壁厚差别(壁厚不均性),要注意以下几点:
a)如果确定了外部尺寸(或内部尺寸)和壁厚的极限偏差(允许偏差),那么按照表3的壁厚极限偏差(允许偏差)中包括壁厚差别(壁厚不均性),见图6。
图6壁厚对公称尺寸s的偏差
b)如果由于技术性能的原因确定了外部尺寸和内部尺寸的极限偏差(允许偏差),那么表3中给出的极限偏差不适用于作为壁厚的公差,而是作为允许壁厚差别的总公差,见图7。
壁厚差别通过测量与型材轴平面垂直的最大和最小壁厚确定。
图7由于技术性能要求的外部和内部尺寸壁厚差别
表3半空心型材和空心型材包围的空腔的壁厚极限偏差(允许偏差)
壁厚s
尺寸范围
在最小范围的直径
时的壁厚极限偏差(允许偏差)1)或允许壁厚差别(壁厚不均性)2)
>
≤
≤75
>75
≤130
>130
≤250
>250
≤300
-
1.5
±0.20
±0.25
-
-
1.5
2
±0.20
±0.25
±0.30
-
2
3
±0.25
±0.30
±0.35
±0.45
3
6
±0.35
±0.40
±0.50
±0.60
6
9
±0.50
±0.55
±0.70
±0.80
9
12
±0.60
±0.70
±0.85
±0.95
12
15
±0.70
±0.80
±1.00
±1.10
15
20
-
±1.00
±1.20
±1.30
1)括壁厚差别,见第2.3节a)。
2)该值为总公差,例如以0.40代替±0.20,见第2.3节b)。
2.4允许边缘半径
尖锐的、不测量的型材边缘可以进行轻微的倒圆。
允许的边缘半径见表4。
对于不同的壁厚,在过渡区域中最小的壁厚对允许边缘半径起决定作用。
表4边缘半径
壁厚s
允许边缘半径
>
≤
-
3
0.5
3
6
0.5
6
10
0.8
10
18
1
3形状公差
以下规定的形状公差仅可在极限偏差(允许偏差)以内使用,即形状公差不得加大极限偏差(尺寸偏差)。
要注意,对于单侧使用极限偏差的情况,形状公差仅可在相反的方向使用。
3.1圆角的线轮廓度公差(圆角的公差)
对于圆角有一个线轮廓度公差e为0.2r,至少为1mm。
理论精确尺寸r应对称处于公差带中,见图8。
此外必须遵守尺寸bi,hi,di和si的极限偏差(允许偏差)(见表1到表3)。
图8
3.2横断面边缘的直线度(横断面拱形)
表5的数值适用于实心型材,半空心型材和空心型材,见图9和图10,以及适用于间断型材的分尺寸,见图11。
图9图10
图11
表5横断面方向的直线度公差
宽度b
尺寸范围
横断面边缘的直线度公差e
>
≤
-
40
0.20
40
60
0.30
60
90
0.40
90
120
0.45
120
150
0.55
150
180
0.65
180
210
0.70
210
240
0.75
240
270
0.80
270
300
0.90
3.3边缘在纵向的直线度
对于特定的长度直线度公差h1不得超出表6中的数值。
对于每个长度段l2=300mm,偏差h2最大为0.3mm。
该直线度公差不适用于通过滚压获得最终形状的型材。
对于这种型材,由订货者和供货者对直线度公差进行约定。
表6纵向直线度公差
长度
≤1000
≤2000
≤3000
≤4000
≤5000
≤6000
>6000
公差h1
0.7
1.3
1.8
2.2
2.6
3.0
3.5
为了确定边缘在纵向的直线度偏差,将型材放在测量板上,测量h1i和h2i的尺寸,见图12。
图12
3.4扭转公差
表7中的扭转公差值v适用于仓库长度和固定长度的型材,以及可分长度的型材,见图13。
表7扭转公差*)
宽度b
尺寸范围
纵向扭转公差
>
≤
-
≤1000
>1000
≤2000
>2000
≤3000
>3000
≤4000
>4000
≤5000
>5000
≤6000
>6000
-
-
25
1.0
1.5
1.5
2.0
2.0
2.0
根据约定
25
50
1.0
1.2
1.5
1.8
2.0
2.0
50
75
1.0
1.2
1.2
1.5
2.0
2.0
75
100
1.0
1.2
1.5
2.0
2.2
2.5
100
125
1.0
1.5
1.8
2.2
2.5
3.0
125
150
1.2
1.5
1.8
2.2
2.5
3.0
150
200
1.5
1.8
2.2
2.6
3.0
3.5
200
300
1.8
2.5
3.0
3.5
4.0
4.5
为了确定扭转公差,将挤压型材放置在一测量板上,并测量尺寸vi,见图13。
*)扭转公差与标准DINISO1101平面度公差的定义不同。
图13
3.5直角度和倾斜度公差(角度公差)
表8中为适用的倾斜度公差值w,见图14和图15。
图14图15
表8倾斜度公差
宽度b
倾斜度公差w
>
≤
-
40
0.3
40
100
0.6
100
300
0.8
在边长不同的情况下,直角度和倾斜度公差(角度公差)针对的是角的较短边,这就是说,尺寸wi是从较长的边向外测量。
3.6平面平行度
平面平行度落在尺寸h的公差之内,见表1。
如果基准平面的长度不同,取较长的基准平面作为参考面,见图16。
图16
4重量和允许重量偏差
重量是由各型材的公称尺寸和AlMgSi0.5铝合金的密度2.70kg/dm3计算得到的。
允许重量偏差由极限偏差(允许尺寸偏差)得出。
5交货方式
5.1仓储长度
商业上通行的仓储长度为6000mm。
其他仓储长度,例如5500mm,6500mm等在订货时进行约定。
在任何情况下,长度公差为:
+2000mm。
最小长度(unterlaengen)为2000mm的型材允许以不超过型材交货量的5%的数量交货,如果不允许将最小长度的型材一起交货,则必须以固定长度订货。
5.2固定长度
在订货时说明固定长度的数值,为了说明,在长度说明的后面写上“固定”一词。
固定长度适用表9中的极限偏差(允许偏差)。
表9固定长度、可分长度及其长度的极限偏差(允许偏差)
最小范围的直径
固定长度、可分长度及其最小长度的极限偏差(允许偏差)
>
≤
-
≤1000
>1000
≤2000
>2000
≤5000
>5000
-
25
+2
0
+3
0
+5
0
+10
0
25
50
+3
0
+4
0
+6
0
+12
0
50
100
+4
0
+5
0
+7
0
+14
0
100
250
+5
0
+6
0
+8
0
+16
0
250
300
+8
0
+8
0
+10
0
+20
0
5.3可分长度
如果要通过进一步的加工将型材分成同样的长度尺寸,在订货时给出所期望的交货长度和除数因子。
同时要注意,长度说明中包含的。
为了进行标记,在长度说明的后面填上除数因子。
最小长度的数量和长度在交货前与订货者进行约定。
表9中为可分长度及其基准长度的极限偏差(允许偏差)。
5.4装配长度
在定货时约定装配长度。
为了进行标记,在长度说明的后面填上记号“装配”。
装配长度的极限偏差(允许偏差)要特别进行约定。
5.5截面
在固定长度和可分长度情况下,截面的直角度公差仅为表9中给出数值的一半。
当然不得低于长度的公称尺寸。
6订货说明
6.1要进行订货,对标准标记(见标准DIN17615第1部分)要补充以下说明:
-订货数量(在标准标记前说明),
-交付方式,见第5节(在标准标记的后面说明)。
6.2订货标记举例
6.2.1仓储长度的型材
4t由材料编号为3.3206.71的AlMgSi0.5铝合金F22制成的精密型材(型材),进行E6表面处理,经铝阳极氧化(EQ)并有型材号码(Nr….),仓储长度为6000mm:
4t型材DIN17615-AlMgSi0.5F22EQ-E6–Nr…×6000
或4t型材DIN17615–3.3206.71EQ-E6–Nr…×6000
6.2.2固定长度的型材
150根由材料编号为3.3206.71的AlMgSi0.5铝合金F22制成的精密型材(型材),进行E2表面处理,经铝阳极氧化(EQ)并有型材号码(Nr….),固定长度为1750mm:
150根型材DIN17615-AlMgSi0.5F22EQ-E2–Nr…×1750固定
或150根型材DIN17615–3.3206.71EQ-E2–Nr…×1750固定
6.2.3可分长度的型材
300根由材料编号为3.3206.71的AlMgSi0.5铝合金F22制成的精密型材(型材),进行E6表面处理,经铝阳极氧化(EQ)并有型材号码(Nr….),长度为5500mm,分为5段:
150根型材DIN17615-AlMgSi0.5F22EQ-E2–Nr…×5500/5
或150根型材DIN17615–3.3206.71EQ-E2–Nr…×5500/5
6.2.4装配长度的型材
200根由材料编号为3.3206.71的AlMgSi0.5铝合金F22制成的精密型材(型材),进行E2表面处理,经铝阳极氧化(EQ)并有型材号码(Nr….),装配长度为2085mm:
200根型材DIN17615-AlMgSi0.5F22EQ-E2–Nr…×2085装配
或200根型材DIN17615–3.3206.71EQ-E2–Nr…×2085装配
引用的标准和其它资料
DIN1748Teil1铝和铝塑性合金挤压型材;特性
DIN1748Teil2铝和铝塑性合金挤压型材;交货技术条件
DIN1748Teil3铝挤压型材(纯铝、纯铝和铝塑性合金);结构
DIN1748Teil4铝和铝塑性合金挤压型材;允许偏差
DIN4108Teil4高层建筑隔热;隔热和防潮技术参数
DIN17615Teil1AlMgSi0.5铝合金精密型材;交货技术条件
DIN17615Teil2AlMgSi0.5铝合金精密型材;设计依据
DINISO1101技术图纸;形位公差;形状、方向、位置和轨迹公差;一般性,定义、符号、图纸表示
以前的版本
1976年12月出版的DIN17615第3部分。
改变
相比于1976年12月的版本,本标准作了如下变动:
a)将材料范围限定为铝合金AlMgSi0.5,标准名称、应用范围和材料说明作相应改变。
b)在应用范围中加入了隔热复合型材。
c)加入标准DIN17615第2部分对设计依据的提示。
d)根据1981年11月版标准1748第4部分,形状公差中新采用了一些名称,例如:
-壁厚差别(代替壁厚不均性)
-以直角度公差代替角度公差作为倾斜公差的补充。
e)在3.1节中,边缘的直线公差由正/负偏差改为总偏差,采用了1981年11月版标准1748第4部分中的相应文字和图。
f)关于平面平行度的3.6节是新加入的。
g)在5.1节仓储长度中,除了说明商业上通行的仓储长度6000mm外,还额外增加了在订货时要进行约定的长度5500mm和6500mm。
h)对本标准进行了编辑,例如:
-外部尺寸改名为尺寸。
-在5.1节中,最小长度由200mm(排字错误)改正为2000mm。
-在5.5节中,以“截面”代替“切割断面”。
-订货标记举例根据与其他FNNE尺寸标准相应的标准DIN820第27部分进行了改变。
国际专利分类
C22C21/08E04C3/06E04C3/29E04B1/76E06B1/14
E06B3/14E06B3/26F16S3/00
 升级会员
升级会员 