RS232接线方法指南.docx
《RS232接线方法指南.docx》由会员分享,可在线阅读,更多相关《RS232接线方法指南.docx(10页珍藏版)》请在冰豆网上搜索。
RS232接线方法指南
RS_232线的接线方法:
25针对应9口:
2号(白)---2号3号(茶)---3号4号(灰)--8号5号(绿)--7号6号(黄)--4号7号(橘黄)--5号20号(红。
黑)---1号(红)。
。
6号(黑)
位于后控制箱悬架侧的第一个RS-232端口可用于程序的发送和接收。
所有发送和接收的数据均为ASCII。
为使用该端口,需要有一根电缆和一些连接器,用于以下布线:
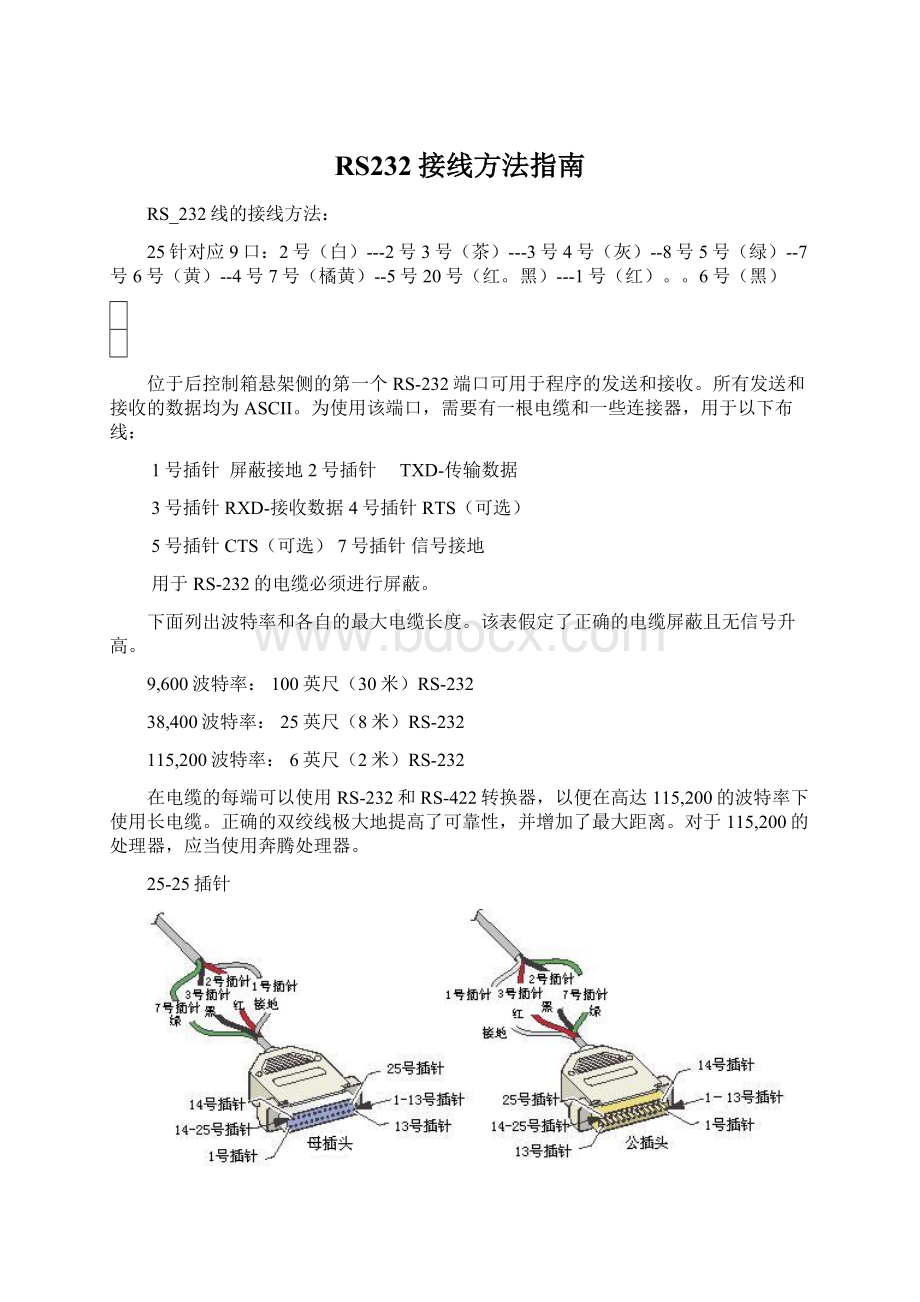
1号插针屏蔽接地2号插针 TXD-传输数据
3号插针RXD-接收数据4号插针RTS(可选)
5号插针CTS(可选)7号插针信号接地
用于RS-232的电缆必须进行屏蔽。
下面列出波特率和各自的最大电缆长度。
该表假定了正确的电缆屏蔽且无信号升高。
9,600波特率:
100英尺(30米)RS-232
38,400波特率:
25英尺(8米)RS-232
115,200波特率:
6英尺(2米)RS-232
在电缆的每端可以使用RS-232和RS-422转换器,以便在高达115,200的波特率下使用长电缆。
正确的双绞线极大地提高了可靠性,并增加了最大距离。
对于115,200的处理器,应当使用奔腾处理器。
25-25插针
9-25插针
其他各插针均为任选,通常并不使用。
RS-232连接器为DB-25,按照DTE接线。
这表示我们在TXD线上发送数据,在RXD线上接收数据。
如果你对此不甚了解,可向经销商求助。
最简单的连接方法是与IBM的PC机连接,可用一根一端为DB-25阳线,另一端为DB-25阴线的标准电缆完成。
将一端的2号插针与另一端的3号插针连接,3号对2号插针,7号对7号插针。
所有的RS-232数据均为ASCII,但位数、奇偶性和速度可随设置不同而变化。
数据位的数量用设置37选择,要么是7要么是8。
奇偶性用设置12选择,分别为无、奇、偶或零。
零奇偶性将把校验位设置为0。
数据速度用设置11选择。
完成与计算机的连接并进行校验后,进入设置页,按照需要设置波特率、奇偶性、停止位数量、块结束(EOB)格式和引导参数。
所有发送到控制台的程序的开始行中必须包含一个%,且必须以含有一个%的行结束。
控制台发送的所有程序都将有这些%符号。
按程序列表键接收程序。
将光标移至ALL字样上,按RECVRS-232键,控制台将接收所有的主次程序,直到接收到%标志,表示输入结束。
请注意,当使用ALL时,所有程序都必须有一个Oxxxxx地址。
如果还没有程序编号,可先输入程序编号然后再按RECVRS-232,程序将被保存在该编号下。
你也可以选择一个现有程序进行输入,它将被替换。
ASCIIEOF字符(代码04)也将终止输入。
冒号(:
)可在放在O的位置,代表程序名,但显示总是为O。
接收RS232数据时,屏幕底部会出现一条状态信息。
该信息的更新如下:
等待第一次按RECVRS-232时
载入XXX收到第一个%,如果是在XMODEM,XXX为正在载入的当前块
载入Onnnnn接收程序名时
RS232完成完成,收到最后一个%
RS232异常中断当因为任何原因导致异常停止
发送程序时,可按上述方法利用光标来选择程序,然后按SENDRS-232键。
可以选择ALL(全部)发送存储器中的所有程序。
可利用设置给RS-232输出添加空格,提高程序的可读性。
用于将数据发送到速度较慢的计算机的同步化协议可从设置14中选择。
设置14可以设置为XON/XOFF,RTS/CTS,DCCODES,或XMODEM。
可用XON/XOFF字符或RTS/CTS电线停止传输。
选择程序列表模式,选择所需的显示屏幕,然后按发送键,则参数、设置、偏差和宏变量页也可通过RS-232页发送。
接RECV键接收。
控制RS-232的设置有:
11波特率
12奇偶性
13停止位
14同步化
24打孔先导
25EOB类型
37数字数据位
EOB(分号)字符通常不通过RS-232端口发送。
如果被输入端口接收,将在程序中造成空白行。
用于参数、设置和偏差的收发数据格式为:
%
N0Vnnnnnn
N1Vnnnnnn
N2Vnnnnnn
.
.
.
%
下表为把偏差保存至RS-232或磁盘时N编号在输出文件中的使用。
刀具长度:
刀具/功能
长度
磨损
直径
磨损
1
001
201
401
601
2
002
202
402
602
3
:
200
003
:
200
203
:
400
403
:
600
603
:
800
工作偏差的nnn编号如下:
偏差/轴XYZAB
G52801802803804805
G54806807808809810
G55811812813814815
:
:
:
:
:
:
G59831832833834835
G110836837838839840
G111841842843844845
:
:
:
:
:
:
G128926927928929930
G129931932933934935
冷却剂插口位置的nnnn编号如下:
1936
2937
3938
:
:
2001135
宏变量发送和接收数据的格式与上述相同,但有一个N9999行,而没有N0行。
N编号为数据编号,V为其值。
N0为CRC代码,在发送数据前由控制台生成。
N0值的参数是规定的,但设置和偏差任选。
如果对某些保存的数据值进行修改并留下了老的CRC,则在试图载入该数据时会收到报警信息。
对设置和偏差来说,如果你对保存的数据进行了修改,就应该删除N0行。
注意:
即使发出报警,数据仍将被载入。
当生成报警时,接收的数据通常被转换为注释保存在程序中。
另外,奇偶校验误差或帧错误也将导致报警,并停止接收。
在执行完发送或接收功能后,显示屏的左下角将显示:
“RS232完成”,表示正常结束;或是“RS232异常终止”,表示因为错误而停止。
具体错误将在报警显示中列出。
HAASCNC串行端口可支持与纸带阅读机和穿孔机兼容的DC1、DC2、DC3、DC4代码序列。
设置14可用于选择操作模式。
设置14可以设置为“DC代码”。
如果选择这一设置,则会出现以下情况:
1.从串行端口发出时,DC2(0x12)将出现在所有其他数据之前。
该代码用于开动纸带打孔机。
2.从串行端口发出时,DC4(0x14)将跟在所有其他数据之后。
该代码用于关闭纸带打孔机。
3.从串行端口接收时,将首先发送DC1(0x11Xon)。
该代码用于开动纸带阅读机。
4.从串行端口接收时,在收到最后一个%后发送DC发制人(0x13Xoff)。
该代码用于关闭纸带阅读机。
注意,设置14的选择XON/XOFF类似于“DC代码”的选择。
这些设置均使用DC1/DC3XON/XOFF代码,在数据接收过快时启动/停止发送器。
当设置14(同步化)选择了DC代码时,如果字符的接收没有超过5秒种,则串行端口#1将传输一个XON(DC1)。
设置14中还可以选择XMODEM。
这是一个接收器驱动的通信协议,以128字节的块发送数据。
将XMODEM设置为“同步”将使RS232通信具有更高的可靠性,因为每个块都将进行完整性检查。
如果接收器认为最近发送的块存在错误,它将要求发送器再发送一次该块。
如果要使用XMODEM,不能进行奇偶校验,而且RS232数据位必须设置为8。
另外,发送数据的计算机必须装有支持XMODEM协议的通信包。
必须设置为XMODEM。
XMODEM的版本只支持检验和校验。
另外,在用DNC使用XMODEM之前,必须有512字节的内存。
XMODEM必须使用8个数据位,而且无奇偶校验。
警告!
导致电子设备损坏的一个主要原因是CNC和通过RS-232连接的计算机没有进行良好的接地。
接地故障(如两者没有进行很好的接地)会损坏CNC或计算机。
侧面的端口#2专门用于辅助轴通信。
该机床具有DNC功能,这是一个标准功能。
由于有DNC,所以你的CNC程序的大小不受任何限制。
由于程序是通过RS232接口发送的,所以可直接由控制台执行。
注意,这是第一个串行端口或顶部连接器。
不要把DNC与RS232上载和下载搞混淆。
如果想使用DNC,可用参数57和设置55激活。
注意:
如果已经处于MDI模式,可输入软盘文件名,然后再按一次MDI,即可选择软盘DNC。
不要连续按三次MDI,否则将出现“磁盘错误”显示
一旦启用,如果已进入MDI模式,则可通过再按一次DNC加以选定。
DNC模式只有在至少还有512字节用户内存的情况下才能被激活。
选定DNC后,程序显示将显示:
等待DNC
这表示尚未接收到DNC数据,你可以开始发送数据。
必须先向控制台发送程序才能按循环开始键。
在控制台发送了程序的开头部分后,显示屏将在底部显示部分程序和一则信息,CRT的左边将显示DNCPROGFOUND(找到DNC程序)。
找到程序后,即可象从存储器运行其他程序一样按循环开始键。
如果你想在接收程序之前按循环开始键,就会看到:
NODNCPROGYET(尚无DNC程序)。
不允许在接收DNC程序之前执行循环开始指令,主要是出于安全考虑。
如果允许从远程开始操作,操作员可能不能到场以确保机床安全工作。
在执行DNC程序时,不能更换模式。
如要更换,必须首先按复位按钮停止程序。
接收到DNC程序结尾后,出现DNCENDFOUND(找到DNC结尾)字样。
如果DNC程序正在结束运行,程序显示屏将显示程序的最后几行。
你必须按复位键,或是退出DNC模式,然后才能运行其他程序。
如果在对前面的DNC进行复位之前就按了循环开始键,将看到RESETFIRST(先进行复位)字样。
DNC支持滴流模式(Dripmode)。
控制台可从RS232端口每次执行一个块。
每个输入的块都被立即执行,而不进行块的超前缓冲。
但有一个例外,那就是车刀补偿要求在执行补偿块之前对三个动作指令块加以缓冲。
对DNC程序有一些限制。
封闭循环G70,G71,G72和G73不能在DNC中进行编程,因为它们都要求控制台进行超前处理。
和其他通过RS232发送的程序一样,该程序必须以%开始和结束。
设置为RS232端口选定的数据率必须能够赶上你的程序的块执行速度。
如果数据率过慢,刀具会在切削过程中停下,而你可能希望车刀进行连续的运动。
RS-232的最高标准数据率为115200位/秒。
建议DNC在运行时使用XMODEM或选定的奇偶校验,因为这样能够发现传输错误,并在发生冲撞之前停下DNC程序的运行。
可从设置页中选择奇偶校验。
建议的DNCRS-232设置为:
设置:
11波特率选择:
19200
12奇偶校验选择:
无
13停止位:
1
14同步化:
XMODEM
37RS-232数据位8
使用G102指令或DPRNT,将轴坐标输出回控制计算机,即可在DNC中进行全双工通信。
运行DNC时,不能进行后台编辑。
要在图形中运行DNC,必须先选择DNC,然后进入图形显示,将程序发送给CNC。
所有文件都必须存在MS-DOS格式化的软盘上,而且必须位于根目录中。
参数209DISKENABLE(磁盘启用)必须为1。
注意:
为激活软盘驱动器,必须输入解锁代码。
如果需要,联系服务部门了解更多信息。
注意:
使用空白(无其他文件)软盘可加快运行速度。
所有程序必须以含有一个%的行开始和结束。
控制台保存的所有程序都将有这些%符号。
可以从软盘载入和保存程序。
若需载入程序,按程序列表键选择PRGM。
输入软盘文件名并按F3,控制台将接收所有的主次程序,直到收到%记号,表明输入结束。
请注意,当使用“全部”时,所有程序必须有一个Oxxxxx地址。
ASCIIEOF字符(代码04)也可终止输入。
冒号(:
)可以用在O的位置表示程序名,但显示为O。
载入软盘数据时,屏幕底部会出现一则状态信息。
该信息将进行以下更新:
载入Onnnnn收到程序名时
磁盘完成结束,收到最后一个%
磁盘终止因为任何原因导致异常停止
注意:
如果控制器已经有一个程序与从磁盘载入的程序同名,则它将被覆盖,且不对用户作提示。
要将程序保存到软盘,按程序列表选择PRGM。
输入软盘文件名,按上述方法使用光标选择程序,然后按F2。
可以选择“全部”发送存储器中的所有程序。
注意:
必须关闭设置23。
选择“程序列表”模式,输入软盘文件名,选择希望的显示屏幕(参数、设置、偏差或当前指令的宏变量页),然后按F2,也可以将参数、设置、宏变量和偏差分别发送给软盘。
可用F3接收。
如果载入EOB(分号),会导致程序中出现一个空行。
为设置、偏差和参数而收发的数据的格式如下:
%
N0Vnnnnnn
N1Vnnnnnn
N2Vnnnnnn
.
.
.
%
下表显示将偏差保存到RS-232或磁盘时,输出文件中的N编号情况。
刀具长度:
刀具/功能长度磨损直径磨损
1001201401601
2002202402602
3003203403603
:
:
:
:
:
200200400600800
工作偏差的nnn编号如下:
偏差/轴XYZAB
G52801802803804805
G54806807808809810
G55811812813814815
:
:
:
:
:
:
G59831832833834835
G110836837838839840
G111841842843844845
:
:
:
:
:
:
G128926927928929930
G129931932933934935
冷却剂插口位置的nnnn编号如下:
1936
2937
3938
:
:
2001135
N编号为数据编号,V为值。
N0是由控制台在发送数据前生成的CRC代码。
N0值的参数是规定的,但设置和偏差可以任选。
如果对一些保存的数据值进行了修改并留下了老的CRC,则在载入该数据时会收到报警。
对于设置和偏差,如果你对保存的数据进行了修改,则应该删除N0行。
生成报警时,接收的数据通常被转化为注释存入程序。
会导致报警的错误也可能造成接收停止。
要获得目录列表,可选择PRGM/LISTPROG模式,然后按F4。
将生成磁盘目录列表,保存到程序0xxxx中,其中的xxxx在参数227中定义。
缺省值为8999。
在程序列表页上,输入“DEL<文件名>”,其中的<文件名>为软盘文件的文件名。
按写入键。
将出现“磁盘删除”信息,将文件从软盘上删除。
在保存或载入操作的最后,显示屏的左下角将显示“软盘完成”,表示正常完成,或者显示“磁盘终止”,表明有错误导致终止。
具体错误将列在报警显示中。
从HAAS机床打印
重要!
使用的串行电缆和串行打印机必须与HAAS控制器兼容。
设置打印机
·插入打印机电源线
·将打印机插入控制器上的RS-232端口
·打开打印机
·确保以下设置正确
注意:
把设置记下来,以便日后需进行更改
机床的打印设置
·设置#119600(波特)
·设置#12无(奇偶校验)
·设置#131(停止位)
·设置#14Xon/Xoff(同步)
·设置#378(数据位)
打印规则
·程序必须在存储器中。
程序不能在MDI中打印。
·程序运行时不能进行打印。
打印一个程序
·确保打印机开通。
·确保打印机中有纸。
·进入“程序列表”。
·增亮需进行打印的程序。
·按“发送RS232”。
·需要程序的最后一页,可按打印机上的进纸按钮。
 升级会员
升级会员 