MSP 006010大包装番茄酱良好加工操作标准.docx
《MSP 006010大包装番茄酱良好加工操作标准.docx》由会员分享,可在线阅读,更多相关《MSP 006010大包装番茄酱良好加工操作标准.docx(16页珍藏版)》请在冰豆网上搜索。
MSP006010大包装番茄酱良好加工操作标准
中粮屯河大包装番茄酱加工全过程良好加工操作标准
0引论
通过中粮屯河大包装番茄酱加工全过程良好加工操作标准的应用及实施,统一大包装番茄酱加工全过程技术要求,全面提升大包装番茄酱加工全过程的控制水平,保证产品质量。
本标准是大包装番茄酱普遍、公认良好的做法,依照本标准对加工全过程的作业指导书进行更新和细化,可以显著提高加工全过程的控制水平。
本标准不包罗万象,也不面面俱到。
可以利用不同的方法和工具来达到本标准所确立的各项要求。
本标准还旨在于提供和推广一套中粮屯河大包装番茄酱加工的通用词汇,用于定义、讨论、书写加工全过程,以便于相关人员进行交流。
良好的做法并不意味着这些标准被一成不变的用于所有加工过程,各组织负责为具体的生产过程选择适用的标准要求并提出改进建议。
第1页共3页
概述
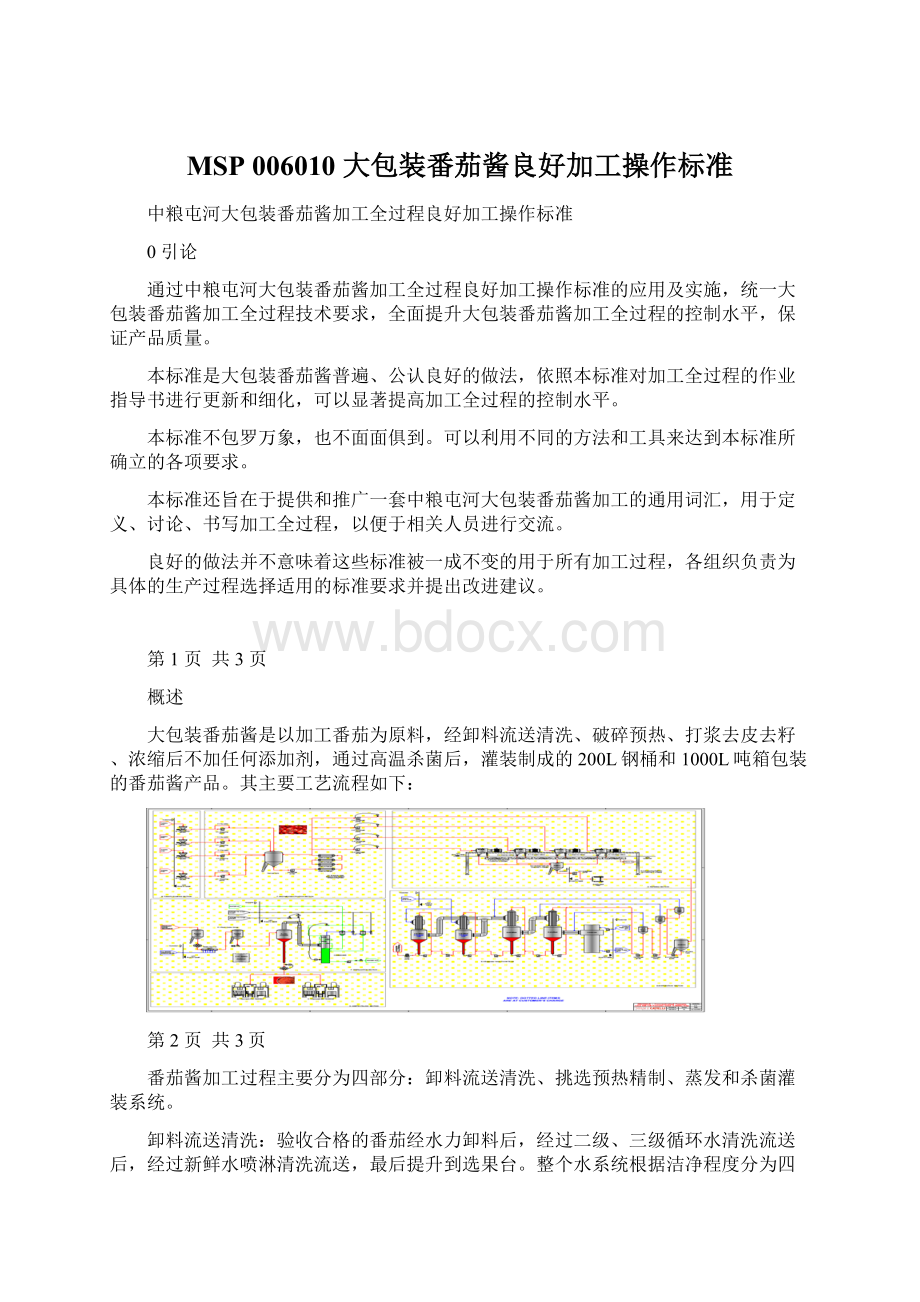
大包装番茄酱是以加工番茄为原料,经卸料流送清洗、破碎预热、打浆去皮去籽、浓缩后不加任何添加剂,通过高温杀菌后,灌装制成的200L钢桶和1000L吨箱包装的番茄酱产品。
其主要工艺流程如下:
第2页共3页
番茄酱加工过程主要分为四部分:
卸料流送清洗、挑选预热精制、蒸发和杀菌灌装系统。
卸料流送清洗:
验收合格的番茄经水力卸料后,经过二级、三级循环水清洗流送后,经过新鲜水喷淋清洗流送,最后提升到选果台。
整个水系统根据洁净程度分为四级,通过使用循环水处理设施和水消毒设施,最大限度的充分利用水将番茄冲洗干净。
卸料流送过程中,通过刮沙机、除草机和除铁器将异物去除。
挑选预热精制:
经选果台人工挑选后的原料输送至破碎系统,经切刀破碎后通过密闭管道进入预热系统。
冷破是通过控制预热温度使果胶酶充分分解果胶,热破是通过控制预热温度使果胶酶失去活性,最大限度保留果胶。
预热采用列管预热系统,根据本标准中的规定,以及原料情况设置需要的温度,根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。
经预热软化的破碎番茄进入由带桨叶的转子及筛网构成的精制机(单道或双道),软化破碎的番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁通过筛网进入贮罐,皮籽经螺旋输送机排出。
根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速。
蒸发:
精制后的番茄汁由泵输入真空浓缩系统(蒸发器)。
在一定的真空和加热条件下,番茄汁中的水份在蒸发室中分离、抽出。
加热蒸汽与物料为逆流方式,蒸汽热效力被重复利用。
物料由三效至一效逐步的连续进行浓缩,在一效上安装了浓度传感器(折光仪),当产品浓缩到需要的浓度后,传输信号到PLC控制器,物料自动由泵输送至杀菌喂料罐。
杀菌灌装:
分为套管式杀菌和闪蒸式杀菌,通过加热使产品温度达到杀菌温度,保温一定时间,达到杀菌的目的,再进行冷却,最后进行无菌灌装。
当杀菌温度低于设定温度时,杀菌器自动回流,确保产品的安全,灌装机停止灌装。
第3页共3页
目的
通过原料接收系统,对番茄进行清洗、清洁。
通过各级水系统逐步去除异物,并为加工提供均衡、稳定连续的供应。
图:
四级水系统
第1页共3页
2.适用范围
中粮屯河大包装番茄酱加工过程,从卸料到选果台。
3.操作标准
3.1番茄卸料采用水冲方式,卸料水管压力不超过0.1MPa。
3.2所有番茄接收系统的水是冷水,各级循环水温不高于25℃。
3.3各级水通过过滤、沉淀后循环使用。
3.4选果台前浮洗槽的水为四级水,流送水为三、二级水,卸料水为一级水。
3.5各级水的溢流水经处理后方可向下一级溢流,溢流方向为四级水→三级水→二级水→一级水,不得反向或交叉。
水流平缓,不能有挤压、破裂、剪切番茄的情况发生。
3.6各级水分水彻底,设置分水格栅,辊筒提升机等进行分水,分水率≥98%。
3.7水和番茄的体积比例不小于5:
1,机采番茄卸料槽水和番茄的体积比例大于5:
1。
流送沟(槽)内壁光滑,无尖角,不锈钢接缝处无毛刺,尖角,表面光滑。
流送槽拐弯处做圆弧过渡,无死角。
鼓泡风管由原料流送槽外部接入。
3.8机采番茄必须进储料池。
3.9番茄的清洗次数不少于5次(机采不少于7次)。
3.10各级提升机的喷淋水压力不低于0.25Mpa,每台提升机喷淋水流量不小于15m³/h。
3.11鉴于番茄的特性,各级流送沟(槽)是水平的。
3.12机采番茄二级、三级流送时间不低于5分钟.清洗强度:
沸腾状态(鼓风使得番茄呈现“沸腾”状态)
3.13储料池的容积至少满足生产线20分钟的供应量,确保番茄连续和均衡供应。
3.14地面污水、拉运车辆油污水不得污染循环水。
3.15蒸发和闪蒸冷却塔循环水未经二氧化氯处理不能进入接收系统。
3.16各级水的处理、过滤满足清洗番茄的要求。
3.17机采料的第四级水投加二氧化氯进行消毒。
第2页共3页
四、检测项目
4.水质检测
4.1°Bx含量(流送水)
4.2余氯(三、四级水)
每班测试一次。
第3页共3页
1目的
充分清洗、喷淋、挑选,得到洁净合格的加工原料,经破碎预热打浆精制处理,最大限度的提取出果汁。
2.适用范围
中粮屯河大包装番茄酱加工过程,从选果台到茄汁双联过滤器。
3.原理
预热对番茄酱生产是个生物化学反应,需充分利用或抑制番茄中果胶酶的活性,达到番茄酱生产目标。
酶活性
科学解释
酶活性与时间&温度的关系
3.1冷破为番茄中的果胶酶提供合适的温度和反应时间,使其促进番茄中的果胶物质充分分解,将长的大分子果胶链分解成较短的果胶片段,从而得到冷破产品的高粘度值;
第1页共6页
去除甲基团
冷破利用酶的活性
PG聚半乳糖醛酸酶
PME果胶酯酶(果胶甲基酯酶)
3.2热破
利用高温瞬时钝化番茄中的果胶酶,抑制番茄中的果胶长链的分解,保留更多的果胶物质,从而达到热破产品的低粘度值和析水度;
第2页共6页
热破
果胶=多聚半乳糖醛酸骨架
科学解释
热破钝化酶的活性
3.3预热器
冷破设备:
一般采用卧式列管式加热器(物料在预热器中一次单程通过,受热时间长达30s-90s,物料逐级升温,升温速度慢)。
物料流动方向
第3页共6页
热破设备:
一般采用强制大循环比(1:
25)循环列管加热器(确保短时间内达到热破设定温度,钝化番茄中的果胶酶)。
4、标准要求
4.1选果台拣选标准执行原料验收标准质量要求;
4.2选果台不漏料;番茄在选果台上单层布置;
4.3选果台转速10-15m/min,匀速运转,辊子自转;
4.4选果台喷淋水用200目滤网过滤后的新鲜水;
4.5非机采原料,喷淋水压≥0.25Mpa,每个选果台用水≥15m³/h;
4.6机采原料喷淋水压≥1Mpa,每个选果台用水≥40m³/h;
第4页共6页
4.7预热温度及筛网
规格
设定值℃
温度限值℃
精制机筛网
一道mm
二道mm
28-30%CB
60
55-68
1.2/1.5
0.6/0.8
36-38%CB
60
55-68
1.2/1.5
0.6/0.8
28-30%HB
92
88-98
2.0/3.0
1.0/1.2
30-32%HB
92
88-98
2.0/3.0
1.0/1.2
28-30%WB
80
75-88
按客户要求
36-38%SCB
60
55-68
3.0
≥1.5
28-30%SHB
98
96~102
3.0
≥1.5
依据客户指标要求及原料成熟情况,通过调节设定值PID参数、均衡稳定供料、稳定蒸汽供应等,预热温度可在此范围内适当调整,冷破温度不超过上、下限值,热破温度不低于下限值;精制机转速、间隙根据产品质量、皮渣含水率进行调整。
通常情况下预热温度/筛网尺寸按上表中规定要求执行,对客户有特殊要求的,按客户要求执行。
4.8预热加热器及预热系统物料段密闭性测试。
4.8.1预热加热器密闭性水压测试压力是工作压力的1.5倍,停留30min.无泄漏。
4.9每个班次对精制机筛网拆开检查/更换一次。
4.10皮渣含水率
冷破番茄酱,皮渣含水率≤65%
热破番茄酱,皮渣含水率≤55%
超级热破番茄酱,皮渣含水率≤50%
4.11皮渣含水率取平均值,每班次测6个值。
4.12热破茄汁在茄汁罐中停留时间不超过5min。
4.13精制机储罐下的双联过滤器孔径等同于末道精制机筛网的孔径。
4.14精制机清洗水使用200目滤网过滤后的新鲜水。
第5页共6页
5关键设备、传感器校准和维护
●预热系统所有温度/压力传感器校准;
●预热系统蒸汽减温减压器维护;
●循环泵/出料泵的维护;
●容积泵定子及转子的检修维护;
●打浆精制机的清洗系统的检修维护。
以上传感器、设备必须定期校准和维护,按照预先制定好的规程进行,且须有完整记录。
6记录和检验
除人工记录相关参数外,预热系统的电子记录必须要完整和合理保存,包括PLC记录以及其他相关记录,记录内容包括但不限于以下方面:
蒸汽压力/温度
预热循环罐液位
打浆精制机转速
筛网孔径
附件一:
《番茄工厂打浆精制机检修标准》
附件二:
《FTE100精制机检修标准》
第6页共6页
1目的
番茄汁在真空条件下加热至沸腾,番茄汁中的水汽化后被抽出,番茄汁被浓缩成番茄酱。
2.适用范围
中粮屯河大包装番茄酱加工过程,经过打浆、精制后的番茄汁浓缩到客户订单要求的浓度。
3.原理和操作标准
第1页共4页
第2页共4页
1蒸发器1效(出酱段)的蒸发温度为78±2℃,最大不超过82℃。
3.2蒸发器各效的液位在蒸发室锥体位置,液位上下波动不超过5%,无跑汁情况。
3.3蒸发器的加热蒸汽压力最大值不超过0.6MPa;蒸汽为干饱和蒸汽,温度不超过对应饱和蒸汽的温度,不能使用过热蒸汽。
3.4冷却塔的冷却能力需要和蒸发释放的热量相匹配。
3.5蒸发器系统保证无泄漏—每年至少进行一次水压泄漏检测和抽真空测试。
3.6蒸发器的加热器每年在对加热器内部清理吹扫后,进行打压测试;测试水压力是工作压力的1.5倍,保压时间为30分钟,加热器无泄漏。
抽真空测试,不泄露,真空度低于-680mmHg。
3.7蒸汽凝结后的凝结水全部送回锅炉房。
3.8各效汁汽通畅,汁汽冷凝水排水畅通。
3.9真空泵的能力满足不凝汽的抽取量。
3.10各效的物料循环泵检修到位,平稳运行。
3.11液位、温度检测仪器、仪表校验准确,正常工作。
3.12在线折光浓度仪的连接管道清洁,折光仪按标准校验后使用。
4关键设备、传感器校准和维护
●蒸发系统所有温度/压力传感器校准;
●蒸发系统蒸汽减温减压器维护;
●真空泵/出料泵/冷凝水泵的维护;
●循环泵的维护;
●在线折光仪校验和维护。
以上传感器、设备必须定期校准和维护,按照预先制定好的规程进行,且须有完整记录。
第3页共4页
5记录和检验
除人工记录相关参数外,蒸发器系统的电子记录必须要完整和合理保存,包括PLC记录以及其他相关记录,记录内容包括但不限于以下方面:
蒸汽压力/温度
蒸发室液位
真空度
冷凝器进出水温度
物料浓度
附件三:
《Maselli在线浓度折光仪调校标准》
第4页共4页
1目的
为规范大包装番茄酱的热力杀菌和无菌灌装加工,降低产品
 升级会员
升级会员 