链式输送机安装作业指导书.docx
《链式输送机安装作业指导书.docx》由会员分享,可在线阅读,更多相关《链式输送机安装作业指导书.docx(13页珍藏版)》请在冰豆网上搜索。
链式输送机安装作业指导书
水泥机械设备安装作业指导书
链式输送机安装作业指导书
CBMI.QEMS.03.63
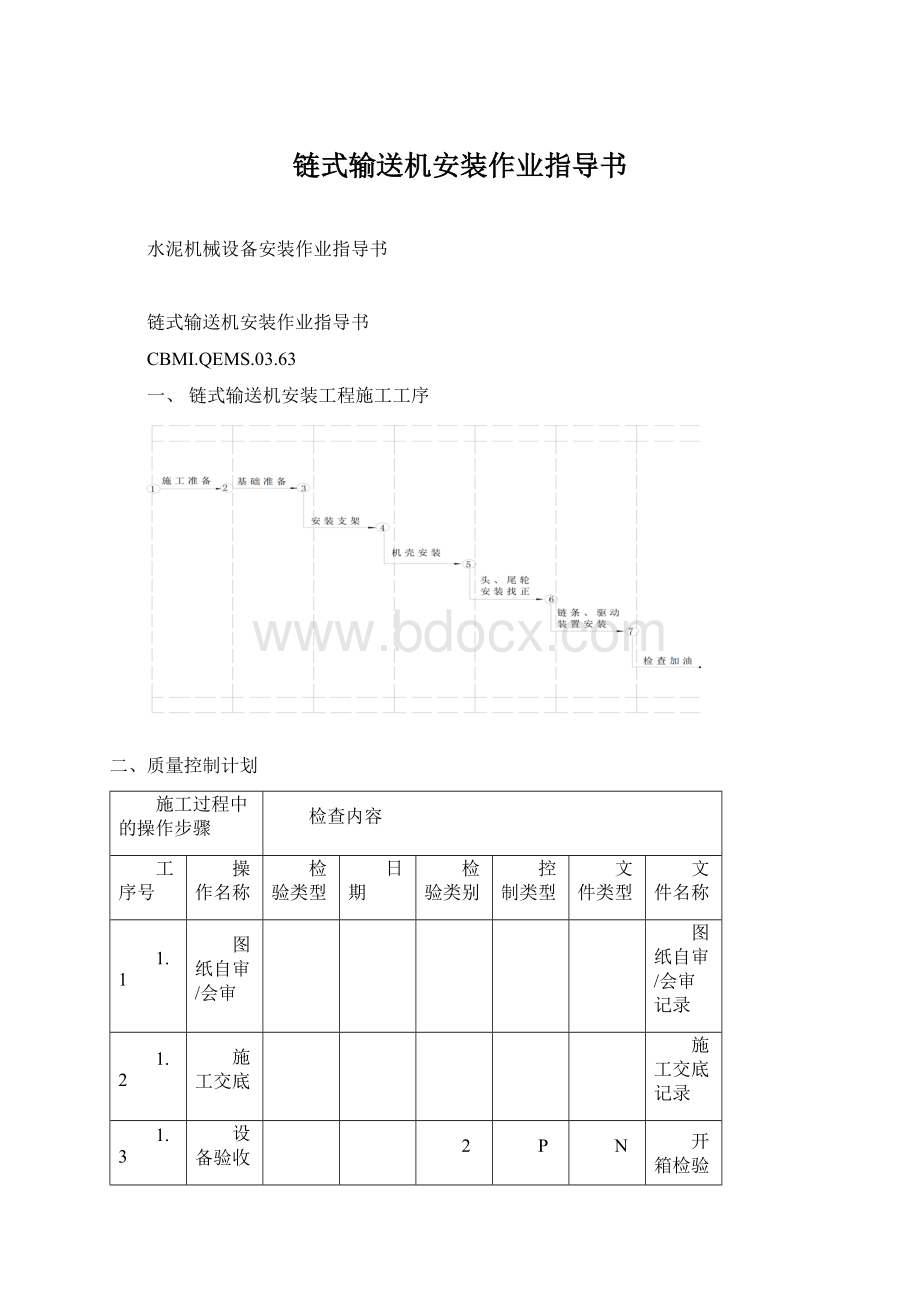
一、链式输送机安装工程施工工序
二、质量控制计划
施工过程中的操作步骤
检查内容
工序号
操作名称
检验类型
日期
检验类别
控制类型
文件类型
文件名称
1.1
图纸自审/会审
图纸自审/会审记录
1.2
施工交底
施工交底记录
1.3
设备验收
2
P
N
开箱检验记录CBMI-JX-TY-003
1.4
基础验收
DIM
2
R
保存土建施工的检验报告
或CBMI-JX-TY-001
2.3
砂墩布置及制作
DIM+MT
1
P+B
N+R
强度试验报告
3.1
支架安装
DIM
1
B
N
CBMI–JX–LLJ––001
3.2
地脚孔灌浆
SC
2
E
R
砼配比报告+地脚孔灌浆检测记录CBMI-GT-008
4.1
机壳安装找正
DIM
1
B
N
CBMI–JX–LLJ––002
5.1
头、尾轮安装找正
DIM
1
B
N
CBMI–JX–LLJ––003
7.1
驱动装置安装找正
DIM
1
E
N
CBMI–JX–LLJ––004
8.1
清洗、加油
SC
1
B
N
CBMI–JX–LLJ––005
8.3
试运转
RT
1
P
N
单机试运转记录CBMI-ME-006
检验类型
DIM--尺寸检查DP--着色渗透实验MP--磁粉检查MT--样品机械实验RD--X射线检查RT--运转实验
SC--特殊检查US--超声波检查VC--表面检查
文件类型
N--检验记录R--送检报告
控制类型E--保证项目B--基本项目P--允许偏差项目
检验类别1--自检2--会检
三、施工过程控制规范
1.施工准备
序号
工作内容
检查项目
技术要求
操作要领
检测器具
1.1
图纸自审/会审
执行体系文件CBMI.QEMS.03.07
1.2
施工交底
执行体系文件CBMI.QEMS.03.09
1.3
设备验收
执行《设备检查和验收》
1.4
基础验收
执行《基础验收》
2.划线及基础准备
序号
工作内容
检查项目
技术要求
操作要领
检测器具
2.1
基础划线
2.1.1
纵向中心线
纵向中心线偏差
≤±3mm
根据车间工艺基准线和图纸要求,用经纬仪放出输送机的纵向中心线,并埋设中心线标板。
依据车间工艺基准线和图纸要求以及输送机的纵向中心线用地规划出其横向中心线。
经纬仪
钢盘尺,地规
墨线
2.1.2
横向中心线
横向中心距与设计值的偏差
≤±2mm
2.2
设立标高基准点
标高偏差
≤±10mm
根据土建车间基准标高线确定。
水准仪,标尺
2.3
砂墩布置及制作
执行《砂墩布置和制作》
3.支架安装
序号
工作内容
检查项目
技术要求
操作要领
检测器具
3.1
支架安装
标高偏差H1-H2
≤±1.5mm
水准仪、标尺
水平度偏差
≤0.5mm/m
铁水平尺
中心线偏差δ
≤±2mm
线坠,经纬仪
3.2
地脚孔灌浆
执行《地脚孔灌浆》
4.机壳的安装
序号
工作内容
检查项目
技术要求
操作要领
检测器具
4.1
机壳的安装
滑轨直线度偏差
≤±1mm
滑轨方向接头处错边≤05mm。
钢丝、钢卷尺
机壳内壁的直线度偏差
≤±2mm
使用绷钢丝的方法测量机壳内壁的直线度,每节分两点测量。
钢丝、钢卷尺
5.头、尾链轮安装
序号
工作内容
检查项目
技术要求
操作要领
检测器具
5.1
头尾链轮安装
头尾链轮中心线偏差
δA-δ1
(2)≤±1mm
绷钢丝测量,与拉链机中心线保持一致。
δA(B)为头尾链轮齿宽的一半。
线坠、钢丝、钢卷尺
δB-δ3(4)≤±1mm
头、尾链轮水平度偏差
≤0.1mm/m
水准仪,标尺
或框式水平仪
6.链条安装
序号
工作内容
检查项目
技术要求
操作要领
检测器具
6.1
链条安装
链条平直
松紧度
链条安装应平直
松紧程度应适当
7.驱动装置安装
序号
工作内容
检查项目
技术要求
操作要领
检测器具
7.1
驱动装置安装
主动链轮与从动链轮中心线重合度
δ1、δ2≤1mm
钢丝、钢卷尺
8.试运转
序号
工作内容
检查项目
技术要求
操作要领
检测器具
8.1
清洗、加油
1、清洗各润滑点,保证各润滑点干净.
2、按说明书要求或根据加油清单加入定量的润滑及液压油,保证供油品种、数量正确。
8.2
试运转前检查
1、检查链式输送机机壳内部是否有遗留的杂物、是否有干涉,螺栓联接部位是否紧固。
2、检查链式输送机链板松紧度是否合适。
8.3
试运转
轴承温度
确认电机转向,然后空载运转4小时。
温度计
设备安装检测记录
CBMI––JX––LLJ––001
单位工程名称
工程编号
设备名称
链式输送机
分项
(工序)名称
支架安装
检测类别
自检
检测日期
年月日
检测项目
检查项目
技术要求
测量值
1
2
3
4
5
6
标高偏差H1-H2
≤±1.5mm
水平度偏差
≤0.5mm/m
中心线偏差δ
≤±2mm
结论
设备安装检测记录
CBMI––JX––LLJ––002
单位工程名称
工程编号
设备名称
链式输送机
分项
(工序)名称
机壳安装
检测类别
自检
检测日期
年月日
检测项目
检查项目
技术要求
测量值
1
2
3
4
5
6
7
8
9
10
11
12
13
滑轨直线度偏差
≤±1mm
机壳内壁的直线度偏差
≤±2mm
结论
设备安装检测记录
CBMI––JX––LLJ––003
单位工程名称
工程编号
设备名称
链式输送机
分项
(工序)名称
头、尾轮安装
检测类别
自检
检测日期
年月日
检测项目
头链轮齿宽二分之一
δA
头链轮与链式输送机中心线偏差
头链轮水平度
δA-δ1
δA-δ2
尾链轮齿宽二分之一
δB
尾链轮与链式输送机中心线偏差
尾链轮水平度
δB-δ3
δB-δ4
技术要求
链轮与链式输送机中心线偏差
δA(B)-δ1
(2)≤±1mm
链轮轴的水平度
≤0.1mm/m
结论
设备安装检测记录
CBMI––JX––LLJ––004
单位工程名称
工程编号
设备名称
链式输送机
分项
(工序)名称
驱动装置安装安装
检测类别
自检
检测日期
年月日
检测项目
主动链轮与从动链轮中心线重合度偏差
实测值δ1
实测值δ2
技术要求
主动链轮与从动链轮中心线重合度偏差
≤1mm
结论
设备清洗加油检测记录
CBMI––JX––LLJ––005
单位工程名称
工程编号
设备名称
链式输送机
分项名称
检查加油
检测类别
检测日期
年月日
检测项目
序号
加油点名称
用油名称及型号
数量
备注
结论
 升级会员
升级会员 