项目训练调用固定循环加工轴类零件.docx
《项目训练调用固定循环加工轴类零件.docx》由会员分享,可在线阅读,更多相关《项目训练调用固定循环加工轴类零件.docx(11页珍藏版)》请在冰豆网上搜索。
项目训练调用固定循环加工轴类零件
江苏城市职业学院实验(践)报告
系信心工程系班级10机电二班姓名陈岐贝学号38
课程名称调用固定循环加工轴类零件同组人胡威苏玉峰赵文亮陆永乐
工程训练七调用固定循环加工轴类零件
目的:
在掌握基本编程指令的基础上,运用固定切削循环指令对轴类零件进行自动加工。
设备:
装有上海宇龙软件工程有限公司的数控加工仿真软件的PC机和数控实训台
内容:
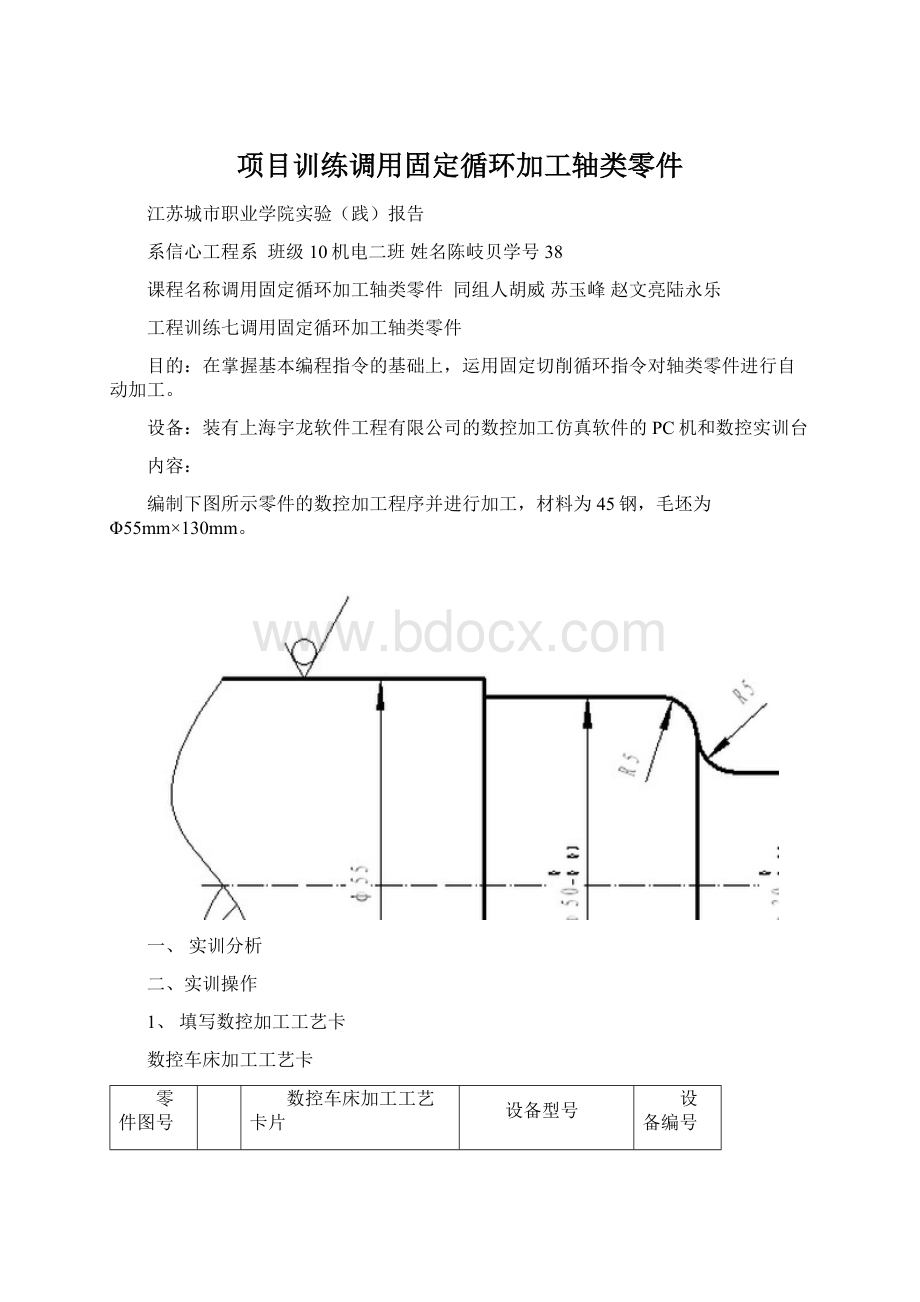
编制下图所示零件的数控加工程序并进行加工,材料为45钢,毛坯为Φ55mm×130mm。
一、实训分析
二、实训操作
1、填写数控加工工艺卡
数控车床加工工艺卡
零件图号
数控车床加工工艺卡片
设备型号
设备编号
零件名称
刀具表
量具表
工具表
T1
93°外圆车刀
1
游标卡尺(0~150mm)
1
垫刀片若干
T2
切断刀(刀宽3mm
2
外径千分尺(25~50mm)
2
常用车床辅具
3
钢板尺
3
4
4
序号
工艺内容
切削用量
主轴转速
(r/min)
进给速度
(mm/r)
背吃刀量
(mm)
1
用三爪卡盘夹持毛坯外圆,伸出长约140mm,找正后夹紧
2
手动车端面、外圆(对刀)
500
0.3
3
粗车外轮廓,留加工余量0.3mm
500
0.3
2.0
4
精车外轮廓达尺寸要求
1000
0.3
0,3
5
工件精度检测
6
合格后切断工件并保证总长达要求
500
3
7
工件精度检测
8
9
10
11
编制
审核
批准
共页第页
编写程序及说明
程序
注释
XHJG.MPF
程序名
N10T1D1M03S500G95G90G23G22G40
换1号外圆车刀,导入刀具刀补;主轴正转,转速为500r/min
N20G00X55Z2
快速点定位至切削起点,打开切削液
N30_CNAME=“L1”。
轮廓子程序名
R105=1R106=0.5R108=2
设置循环参数
R109=0R110=1.5R111=0.4
R112=0.2
LCYC95
调用毛坯切削循环
N40G00X100Z100。
快速定位至换刀点
N50T1D1M03S1000。
换1号外圆车刀,导入刀具刀补;主轴正转,转速为1000r/min准备进行轮廓精加工
N60R105=5
调用毛坯切削循环
LCYC95
N70G90G00X100Z100
N80M09
刀具退至安全位置,关闭冷却液
N90M30
程序结束
L1.SPF
程序名
N10G00X0Z1。
快速定位靠近轮廓起点位置
N20G01Z0F0.3
至轮廓起点位置
N30X18
C1倒角加工
N40X20Z-1
C1倒角加工
N50Z-20
Φ20mm圆柱加工
N60X30Z-40
锥面加工
N70Z-60
Φ30mm圆柱加工
N80G02X40Z-65CR=5
R5圆弧加工
N90G03X50Z-70CR=5
R5圆弧加工
N100G01X50Z-95
Φ50mm圆柱加工
N110X60
N120G00X60Z2
退刀
N120M17
子程序结束
3、操作步骤
(1)开机,回参考点
(2)装夹工件和刀具
(3)试切法对刀
(4)编写并输入加工程序,检查程序
(5)单步加工无误后自动连续加工
(6)测量,修改刀具磨损值后加工
(7)检验,合格后切下工件
(8)数控机床的维护保养及场地的清扫。
步骤记录:
1.开机,回参考点
2.装夹工件和刀具
3.试切法对刀
4.编写并输入加工程序,检查程序
5.单步加工无误后自动连续加工
6.测量,修改刀具磨损值后加工
 升级会员
升级会员 