完整版发电机设计FMEA潜在失效模式及后果分析.docx
《完整版发电机设计FMEA潜在失效模式及后果分析.docx》由会员分享,可在线阅读,更多相关《完整版发电机设计FMEA潜在失效模式及后果分析.docx(25页珍藏版)》请在冰豆网上搜索。
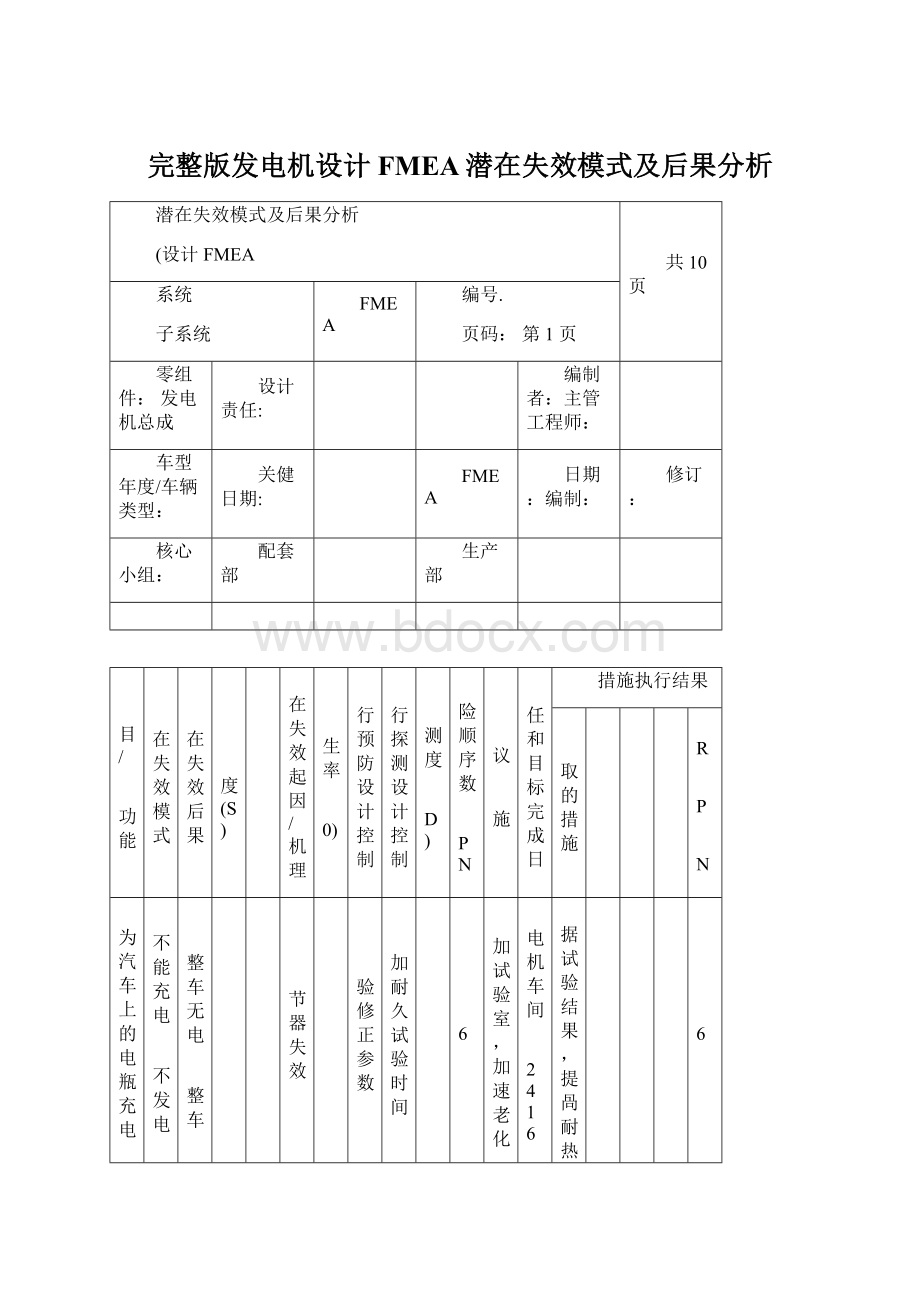
完整版发电机设计FMEA潜在失效模式及后果分析
潜在失效模式及后果分析
(设计FMEA
共10页
系统
子系统
FMEA
编号.
页码:
第1页
零组件:
发电机总成
设计责任:
编制者:
主管工程师:
车型年度/车辆类型:
关健日期:
FMEA
日期:
编制:
修订:
核心小组:
配套部
生产部
项目/
/功能
潜在失效模式
潜在失效后果
严
重度(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议
措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
率
探
测
度
1R
1P
:
N
1为汽车上的电瓶充电
2直接给整车上的所有用供电
1不能充电
2不发电
3不运转
4发电量不足
5异响
6安装尺寸超差
7皮带轮打滑
8发热严重
9指示灯不亮
10不能调压
@不能整流
1整车无电
2整车无电
3整车无电
4用电设备不能正常使用
5顾客不满意
6不能安装
7发电量降低或使用寿命降(氐
8整机烧毁
9无发判定发电与否
10.烧毁激磁线圈
⑪烧毁整车用电设备
<9用电设备不能正常工作
8
▽
调节器失效
4
试验修正参数
增加耐久试验时间
3
96
增加试验室,加速老化试验
发电机车间
02416
根据试验结果,提咼耐热等级
8
2
1
16
8
▽
定、转子短、断路
3
提高绝缘等级
工频耐压测试仪
3
72
增加试验室,加速老化试验
发电机车间
02.4.16
根据试验结果,提高绝缘等级为x级
8
2
1
14
8
▽
轴承卡死,风扇变形卡死
2
1提高拉脱力
2选用消费者首选轴承厂家
弹簧称
无
3
16
增加拉力试验
发电机车间
02.3.16
①根据试验结果,提高拉脱力
③更换优质轴承
8
2
1
14
7
◊
1定、转子参数
不匹配
2调节器不匹配
2
1计算定、转子参数
2选择参数匹配调节器
装车路试
3
14
1用双臂电桥测其阻值
2用综合测试台测试
发电机车间
02.3.20
②根据试验结果调整参数,选配调节器
7
1
1
7
6
◊
1轴承发卡
2风扇变形
2
无
无
3
12
增加试验的
超速运转
发电机车间
02.3.25
1根据测试结果,选择优质轴承
2增加拉脱力试验
6
1
1
6
潜在失效模式及后果分析
(设计FMEA
项目/
/功能
潜在失效模式
潜在失效后果
严
重度
(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议
措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
率
探
测
度
1R
1P
:
N
6
◊
嵌套压装不到位
3
无
无
1
18
用游标卡尺检查尺寸
发电机车间
02.3.25
根据测量结果,调整尺寸
6
2
1
12
7
▽
扭紧力矩不够
2
增加扭紧力矩
扭力扳手检测
1
14
扭力扳手检
测
发电机车间
02.3.25
根据测量结果,调整扭力
7
1
1
7
8
▽
定、转子参数不匹配
3
计算定、转子参数
无
1
24
增加耐久试验
发电机车间
02.4.12
根据试验结果,调整参数
8
2
1
16
7
▽
调节器失效
2
无
无
8
112
增加路况试验
发电机车间总装组
02.5.25
根据路试结
果选择过硬
厂家
7
3
1
21
7
◊
整流二极管烧毁
2
无
专业检测仪器
1
14
增加耐久试验
发电机车间
02.5.25
根据试验结果,提咼二-扳管性能
7
1
1
7
潜在失效模式及后果分析
(设计FMEA
系统
FMEA编号
子系统
页码:
_
—第_3_
页共10页
零组件:
定子总成
设计责任:
汽配技术部
编制者:
车型年度/车辆类型:
关健日期:
2013.9.6
FMEA
日期:
编制:
13.08.25
修订:
13.09.12
核心小组:
系统
子系统
零组件:
_定子铁芯_
项目/
/功能
潜在失效模式
潜在失效后果
严
重度
(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议
措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
.率
探
测
-度
1R
1P
:
N
定子总成:
①产生三相正弓波,交流电
①短路
②断路
3焊接不
良
4多匝、少匝
5绕组端部超高
6嵌、接错线
1不发电
2发电机量不足、脱焊
3发电量不足或槽装不下
4与机壳短路
5不发电
8
▽
1未按规定进行绝缘固线处理
2机械压断线圈
5
无
工频耐压
测试仪测
试
1
40
用工频耐压仪测试
发电机车
间定子组
根据测量结果都进行维修
8
4
1
32
7
◊
1铬铁温度不够
2焊锡选择不当
4
无
无
1
28
1选择大功率铬铁
2选用纯度高的焊锡
发电机车间焊接工序
根据焊接情况换铬铁和焊锡
7
3
1
21
6
◊
绕线时匝数设置错误
5
无
无
1
30
每天校对绕线机计数器
发电机车间绕线工序
校核调整计数器
6
3
1
18
8
▽
绕组端部整形不到位
3
无
无
1
24
用游标卡尺
检查
发电机车间整形工序
基于测量结果,降低绕组高度
8
2
1
16
8
▽
1操作工人对嵌线不熟悉
2工作中马虎
4
无
无
1
32
用双臂电桥
检测阻值
发电机车间检测工序
根据测量结果,返修绕组
8
3
1
24
车型年度/车辆类型:
关健日期:
2013.9.6FMEA日期:
核心小组:
项目//功能
潜在失效模式
潜在失效后果
严
重度
(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防
设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
率
探
测
-度
1R
1P
:
N
定子铁芯:
1嵌装定子绕组
2与三相绕组配合使用,产生三相交流电动势
1内外圆失圆,同轴度达不到,形位公差达不到
2叠厚超厚或超薄
1到总装时装不正,产生扫镗现象
2装不到位
5
◊
1叠压、焊接工装未达到要求
2在运输过程中碰撞
1
校核工装
设计尺寸
无
1
5
在操作过程中轻拿轻放
发电机车间焊接工序
针对焊接后达不到尺寸,采用精整修正
5
1
1
5
4
◊
叠压、焊接进未执行自检
5
无
无
1
20
用游标卡尺认真自检
发电机车间焊接工序
根据测量结果,增加或减少片
4
3
1
12
潜在失效模式及后果分析
(设计FMEA
系统
子系统
FMEA
编号.
页共10页
页码:
第5
零组件:
转子总成
设计责任:
汽配技术部
编制者:
车型年度/车辆类型:
关健日期:
2013.9.6
FMEA
日期:
编制:
13.08.25
修订:
13.09.12
核心小组:
项目//
//功能
潜在失效模式
潜在失效后果
严
重度(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议
措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
.率
探
测
-度
1R
1P
:
N
转子总成:
为定子总成激磁提供磁场
1引出线脱焊、虚焊、假焊
2上、下爪极偏移太多
3上、下爪极间存在第一气隙
4激磁线圈与爪极短路
5风扇焊接不牢或变形
1发电机量不够或不发电
2发电机不量够或不发电
3发电量不够或不发电
4不发电
5扫镗或卡死
6发电量不足,压坏线圈
7
▽
铬铁温度不够
3
无
无
1
21
更换大功率铬铁
发电机车间焊接工序
1根据焊接结果重新焊
2选用纯度较高的焊锡
7
2
1
14
7
▽
1压装工装不合
格
2工人不熟悉或马虎
2
无
无
1
14
1每天检查工装
2熟悉产品结构一丝不苟
3用游标卡尺测量
发电机车间压装工序
针对测量结果,修正工装
7
2
1
14
7
▽
1压力不够
2配合公差选择
不对
3
1提高压力
2选择配合较紧公差
无
1
21
试压装
发电机车间压装工序
根据压装结果,调整压力
7
3
1
21
5
◊
1压力过大
2装夹不正
3压装工艺不对
6
1制定合
适的压力
2设计平
行的工艺
无
1
30
1降低压力
2改变工艺措施
发电机车间压装工序
基于压装结果,调整合适的压力,选用平行的工艺
5
5
1
25
潜在失效模式及后果分析
(设计FMEA
系统
FMEA
编号.
子系统
页码:
第6页共10页
零组件:
转子总成
设计责任:
汽配技术部
编制者:
车型年度/车辆类型:
关健日期:
2013.9.6
FMEA
日期:
编制:
13.08.25修订:
13.09.12
核心小组:
项目
潜在
潜在
严
分
潜在失效
发
现行预防
现行探测
探
风险
建议
责任
措施执行结果
^功能
失效模式
失效后果
重度
(S)
类
起因/机理
生率
(0)
设计控制
设计控制
测度
(D)
顺序数
RPN
措施
和目标完成日
采取的措施
严
重
度
发
生
率
探
测
-度
1R
1P
:
N
5
◊
1工装未达到要求
2爪极加工尺寸
控制不严
4
无
无
3
60
1检查工装
2严格控制
机加工尺寸
机加车间
1针对压装尺寸调整工装
2控制机加尺寸
5
3
2
30
8
▽
线圈绕制排列不整齐,外径超差
3
无
无
3
72
用游标卡尺检查尺寸
发电机车间绕线工序
基于测量结果,返绕线圈
8
2
1
16
7
◊
1焊接不良
2运输过程中碰撞
4
提高拉脱力
弹簧称
3
84
用拉脱力工
装
发电机车
间转子组
1根据拉脱力调整焊接参数
2避免过程碰撞
7
3
2
42
7
◊
绕线机计数器设
置错误
3
无
万用表测
量阻值
3
42
每天认真执行首件三检,用万用表测量阻值
发电机车间绕线工序
基于测量结果,校准计数器
7
2
2
28
潜在失效模式及后果分析
(设计FMEA
系统子系统
FMEA
设计责任:
汽配技术部
编号.
页码:
第7页共10页
零组件:
调节器
编制者:
车型年度/车辆类型:
关健日期:
2013.9.6FMEA
日期:
编制:
13.08.25修订:
13.09.12
核心小组:
项目//功能
潜在失效模式
潜在失效后果
严
重度(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议
措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
率
探
测
度
1R
1P
:
N
调节器:
对发电机发出的电压进行自动调节,以满足规定的电压要求
1调节电压失效
2指示灯电路烧毁
3发电里不足
4发热严重
5调节器失效
1不能充电
2烧毁成车用电设备
8
▽
1调节器与发电机不匹配
2调节器自身测量不合格
5
无
无
4
160
增加试验中的试验路况
发电机车间总装组
基于试验结果,通知厂家改进线路
8
2
2
32
不能判定发电机发电与否
7
◊
调节器内部线路设计不合理
5
无
无
4
140
增加试验中的负载试验
发电机车
间总装组
根据试验资料,通知厂家改进线路设计
7
3
2
42
整车用电设备不能正常工乍
7
◊
调节器与发电机
不匹配
4
无
无
3
84
增加试验中的试验路况
发电机车间总装组
根据试验数据,通知厂家改进参数
7
3
2
24
烧毁整机
8
▽
调节器与发电机
不匹配
4
无
无
4
138
增加试验中的带载试验
发电机车
间总装组
根据试验结果,通知厂家改进参数
8
3
3
48
不发电
8
▽
调节器的稳定性
差
5
无
无
4
160
增加试验中的老化试验
发电机车
间总装组
根据试验结果,通知厂家整改
-4
-96-
潜在失效模式及后果分析
(设计FMEA
系统
FMEA
编号.
子系统
页码:
第8页共10页
零组件:
整流桥
设计责任:
汽配技术部
编制者:
车型年度/车辆类型:
关健日期:
2013.9.6
FMEA
日期:
编制:
13.08.25修订:
13.09.12
核心小组:
项目//功能
潜在失效模式
潜在失效后果
严
重度(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议
措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
率
探
测
度
1R
1P
:
N
整流桥:
将定子绕组产生的三相交流电动势通过全波桥式整流变成单相直流电
1发电里不足
2不能输出纯直流电
3发热严重
1成车用电设备不能正常工作
2烧毁整流桥
7
▽
1整流二极管功
率不够
2有二极管损坏
6
无
无
4
168
加速试验中的老化试验
发电机车间总装组
基于试验结果,通知厂家整改
7
3
3
63
成车用电设备工作失常或烧毁
7
▽
有二极管损坏
5
无
无
烧毁整流桥
8
▽
整流二极管功率不够
2
无
无
3
48
加速试验中的老化试验
发电机车间总装组
根据试验结果通知厂家整改
8
2
2
32
潜在失效模式及后果分析
(设计FMEA
系统
FMEA
编号.
子系统
页码:
第9页共10页
零组件:
前端盖
设计责任:
汽配技术部
编制者:
车型年度/车辆类型:
关健日期:
2013.9.6
FMEA
日期:
编制:
13.08.25修订:
13.09.12
核心小组:
项目//功能
潜在失效模式
潜在失效后果
严
重度(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议
措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
率
探
测
度
1R
1P
:
N
.亠厶Wr
冃0端盖:
为整机零部件如定子总成滚动轴承车I、后端盖作固定支承
1夕卜观发霉
2破裂
③尺寸超差
影响外观
4
◊
钝化处理未按规执行
7
无
物理和化学试验室试验
3
84
增加试验室,加速腐蚀试验
出厂试验室
基试验结果:
显小要求的腐蚀试验条件是符合要求的,要求试验条件是在范围内可以接受的。
4
3
3
63
整机无法使用
8
▽
1材质低劣
2超负荷使用不当
4
无
3
96
用气压机按技术要求做压力试验
发电机车间总装组
评价计算结果符合要求
8
3
3
72
不能正常装配
6
◊
机床程序设置错
误
4
无
用游标卡尺、深度尺、内径百分表进行测量
3
72
1认真执行首件三检制度,每小时抽检1次
2试加工1件
机加车间
依据实测数据满足图纸要求
6
3
2
36
潜在失效模式及后果分析(设计
FMEA
系统
FMEA
编号:
子系统
页码:
—第_10_页共__10_页
零组件:
后端盖
设计责任:
汽配技术部
编制者:
车型年度/车辆类型:
关健日期:
2013.9.6FMEA
日期:
编制:
13.08.25修订:
13.09.12
核心小组:
项目/
/功能
潜在失效模式
潜在失效后果
严
重度
(S)
分
类
潜在失效起因/机理
发生率
(0)
现行预防设计控制
现行探测设计控制
探测度
(D)
风险顺序数
RPN
建议
措施
责任和目标完成日
措施执行结果
采取的措施
严
重
度
发
生
率
探
测
度
1R
1P
:
N
后端盖:
为整机零部件,如转子总成、滚动轴承n、调节器、整流桥罩盖作固定支撑
1观发霉
2破裂
③尺寸超差
影响外观
4
◊
钝化处理未按规执行
7
无
物理和化学试验室试验
3
84
增加试验室,加速腐蚀试验
总厂试验
室
基试验结果:
显小要求的腐蚀试验条件是符合要求的,要求试验条件是在范围内可以接受的。
4
3
3
36
整机无法使用
8
▽
1材质低劣
2超负荷使用
不当
4
无
无
3
96
用气压机按技术要求做压力试验
发电机车间总装组
评价计算结果符合要求
8
3
3
72
不能正常装配
6
◊
机床程序设置错
误
4
无
用游标卡尺、深度尺、内径百分表进行测量
3
72
1认真执行首件三检制度,每小
时抽检一次。
2试加工一件
机加车间
依据实测数据满足图纸要求
6
3
2
36
 升级会员
升级会员 