难熔金属和纯金属的切削加工.docx
《难熔金属和纯金属的切削加工.docx》由会员分享,可在线阅读,更多相关《难熔金属和纯金属的切削加工.docx(15页珍藏版)》请在冰豆网上搜索。
难熔金属和纯金属的切削加工
难熔金属和纯金属的切削加工
(难容金属:
钨、钼、钽、铌、锆,纯金属:
铜、铁、镍、镁)
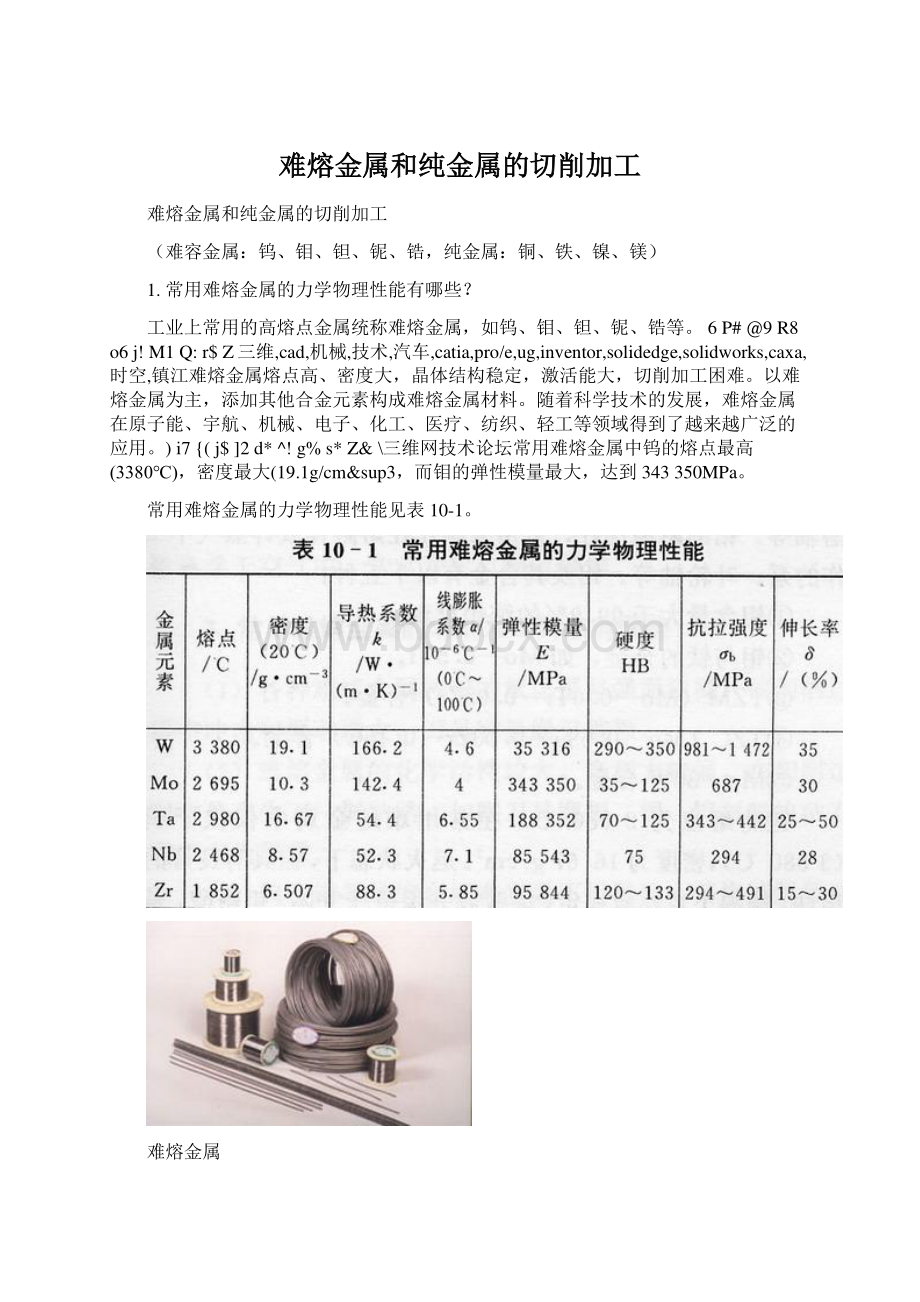
1.常用难熔金属的力学物理性能有哪些?
工业上常用的高熔点金属统称难熔金属,如钨、钼、钽、铌、锆等。
6P#@9R8o6j!
M1Q:
r$Z三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江难熔金属熔点高、密度大,晶体结构稳定,激活能大,切削加工困难。
以难熔金属为主,添加其他合金元素构成难熔金属材料。
随着科学技术的发展,难熔金属在原子能、宇航、机械、电子、化工、医疗、纺织、轻工等领域得到了越来越广泛的应用。
)i7{(j$]2d*^!
g%s*Z&\三维网技术论坛常用难熔金属中钨的熔点最高(3380℃),密度最大(19.1g/cm³,而钼的弹性模量最大,达到343350MPa。
常用难熔金属的力学物理性能见表10-1。
难熔金属
2.常用难熔金属的分类和用途有哪些?
常用难熔金属中钨的熔点高(3380℃),密度大,耐蚀性好,在冶金、电子、化工、核工业中常用来制作耐高温零部件,如电极、高温反应堆的包套材料、平衡器件、医用X光管钨靶等。
钨可以制成铸锭,也可以制成烧结制品。
钨铸锭扒皮后可轧制成棒材或型材,也可以冷拔成丝;钨的烧结制品常做成高密度合金。
2I9X:
v%D-M三维网技术论坛钼的熔点也很高(2695℃),密度适中,弹性模量极高,热膨胀系数小,导电、导热性好。
钼的结合性好,常用于喷涂钢件表面,以减小磨损,提高使用寿命。
钼还可以作为真空喷涂电极、真空蒸发金属、真空炉屏蔽板、发热体及高温构件;钼适于制作要求刚性、硬度高的部件,如镗刀杆、研磨轴等。
钼的耐蚀性好,常用来制作在熔融锌或锌蒸气中工作的泵、叶轮轴等。
钼及其合金有以下五种
1钼含量大于99.9%的纯钼材料。
26q;R-h8u"I+E;S钼与钛的合金,如Mo—0.5Ti。
3TZM(Mo—0.6Ti—0.08Zr)合金
4TZC(Mo—0.5Ti—0.03Zr—0.15C)合金
5Mo—30W合金。
5i(t8c5T%z$X+U三维网技术论坛钽的熔点为2980℃,在常用难熔金属中仅次于钨(3380℃),密度为16.67g/cm³。
退火状态下,钽具有良好的塑性,高温下也比较稳定,能吸收并保持住气体。
钽耐酸,是生物适合性材料。
钽在电子、化工、医疗等行业有较广泛的应用。
同时,钽也是制作硬质合金不可缺少的材料。
5[3T6z/~(m&A/F在难熔金属中,铌的熔点为2468℃,其强度、硬度低而韧性高,具有良好的冷塑性,切削加工无特殊困难。
在钢中加入少量的铌可以提高基体的强度和韧性。
铌与碳形成稳定的碳化铌,使晶粒细化,可以提高钢的耐磨性,因此铌常用来制作高性能刀具。
4Y g4}0d2l)K*o1C!
s三维网技术论坛锆是钛的同族元素,也是同素异构体。
862℃以下呈密排六方晶格,是为α锆;862℃以上呈体心立方晶格,是为β锆。
锆的熔点为1852℃,但软化温度低。
锆的化学活性很强,可与很多元素形成坚固的化合物。
锆对杂质的敏感性很强,在加工过程中吸收氧、氮、氢等气体,会严重影响其强度。
当温度高于400℃时,锆与氧、氮、水蒸气会产生强烈反应,因此锆的使用温度应低于500℃,最好在400℃以下使用。
当氢包含在锆固溶体内时,即使在液氮温度(-196℃)下,锆仍有很大韧性,适宜在低温领域工作。
*y3\6S4E2p&z7e三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江锆具有引火性,当锆粉颗粒平均尺寸小于10μm时,弥散悬浮于空气中,常常发生自燃或爆炸。
3.常用难熔金属的切削加工特点有哪些?
1各种难熔金属铸锭的氧化层坚强而粗糙,使切削过程中冲击和振动增大,刀具容易崩刃破损。
2难熔金属的化学活性较大,亲和力较强,在切削过程中易产生刀——屑粘结,加剧刀具磨损。
铌、钽材料的粘刀现象尤为严重。
3钨、钼等难熔金属在室温下呈脆性,其烧结制品在切削时切屑呈粉末状,且硬度很高,刀具磨损严重。
4切削难熔金属时,应加强安全防护措施,防止高温的切屑崩入眼内或内衣中,造成人身伤害。
在切削锆时,应充分使用水溶性切削液,以防止锆粉自燃或爆炸。
0V!
u#p*`&X4]
难熔金属系列——钨合金
4.怎样切削加工钨锭与钨棒?
7j!
B8M#j)t.y%g三维网技术论坛纯钨的硬度和强度都很高,钨的铸锭在切削加工时,由于晶粒粗大,易产生掉块而使加工表面粗糙。
切削钨锭和钨棒可以使用硬质合金作刀具材料,常用的硬质合金牌号有YG6、YG8、YS2(YG10H)、726等。
用硬质合金切削钨锭或钨棒,可选用45º主偏角,荒车时前角与后角应小些,粗车与半精车时前角、后角适当加大。
纯钨性极脆,切削时易崩边或剥落,刀具切入切出时,应减小进给量,以防止刀具破损。
钨的切削参数推荐值见表10-2。
CBN刀具也可以加工纯钨。
例如,用DLS—F复合片车削φ10mm钨棒,在νC=30m/min、f=0.1mm/r、ap=0.1mm;γO=-4º、αO=12º、λO=0º、Κr=90º、rε=0.3mm、倒棱为0.25mm×(-8º的条件下,当后刀面磨损0.2mm时,切削路程为104m。
而用YG6X刀片,当νC=9.5m/min、后刀面磨损0.2mm时,切削路程为57.6m。
可见,CBN刀具的切削速度为YG6X硬质合金刀具3倍的条件下,耐用度为其2倍。
2T-Q-D4d3f%|虽然CBN刀具硬度高,耐磨性好,但脆性较大,强度和韧性差,不适于冲击大的切削加工。
用CBN刀具加工纯钨,可选用较高的切削速度,但切削深度和进给量应小些。
6o4k$g"l/B'r:
k"
难熔金属系列——钼板、钼片
5.怎样切削加工钨合金?
-E7b*l&P S7d三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa以钴、镍作粘结剂用粉末冶金法烧结成的钨合金密度大,称为高密度合金,也称高比重合金。
这类合金可以通过锻造或热处理来提高其致密度和强度。
通常钨合金的抗拉强度为σb>981MPa,硬度为>HRC40。
n'U5p)x0J7n,b2G三维网技术论坛钨合金的导热系数比纯钨小,切屑呈颗粒状,刀——屑接触长度短,切削温度很高,容易产生刀瘤和粘结磨损。
切削钨合金要求刀具材料导热性好,抗弯强度和韧性较高,红硬性好。
推荐选用碳化钨基细晶粒超细晶粒硬质合金,如YDl5、YM051等。
切削钨合金时,刀具要求锋利,又要保证刃口强度。
刀具几何参数可选用:
γO=-8º、αO=8º、Κr=75º、rε=0.5mm。
切削用量可选用:
νC=38m/min,f=0.24mm/r,ap=1mm。
切削时不加切削液。
6],M ]:
F%[9p7U:
r T"\三维网技术论坛6.怎样改善钨的切削加工性?
2h;J#O%a:
b I三维网技术论坛钨的切削加工性很差,为了提高加工效率和加工质量,可以采取以下方法改善钨的切削加工性:
1A(^3S(O-]3Z%H3y:
N三维网技术论坛钨坯表面有很硬的氧化层,加工时会使刀具磨损加剧或产生“打刀”现象。
因此在加工前,可将钨坯进行喷砂处理,去除表面氧化层,减轻刀具磨损。
26^+K6Q8C-N(?
金属从塑性到脆性的转变温度称为塑脆性转变温度。
纯钨的塑脆性转变温度很高,为改善其切削加工性,可用喷灯将工件加热到200℃以上,再进行切削加工。
3+S(['s!
@#M三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江进行渗铜处理,也可改善钨的切削加工性。
渗铜后的钝钨车削情况与45号钢相似。
4,X9{9V7P7|"N1u三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa钨中加入一些氧化锆,其切削加工性也能得到较大的改善。
难熔金属系列——钼坩埚
7.怎样切削加工钼及其合金?
钼呈银灰色,其化学性质与钨近似。
钼本身硬度不高(HB35~125),但钼材硬度高,室温下脆性大,当温度达到350℃~450℃时,塑性明显上升,硬度有所下降。
$u3f5}#F!
v-j'u;a+c三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa钼的屈强比大,切削加工硬化倾向严重。
钼具有极高的弹性模量(343350MPa),切削变形所消耗的功多,切削力大。
钼与刀具材料有很强的粘附性,刀具容易产生粘结磨损,0v5L7{/[/@&F%{9o;J三维网技术论坛切削钼及其合金时,应选用有足够强度和韧性、抗粘结、耐磨性好的刀具材料,如YW1、YW2等。
切削钼铸锭及烧结棒时可选用强度较高的YG6、YG8、YS2(YGl0H)等牌号硬质合金。
切削钼及其合金时,要求在保证刀头强度的条件下,尽可能使切削刃锋利。
在选择刀具几何参数时,可采用较大前角、小主偏角、负刃倾角。
一般可取:
γO=15º~20ºαO=10º~12ºΚr=45ºΚ′r=15ºλs=-5ºγO1=-2º~-5º,bγ=0.1~0.3mm。
卷屑槽半径Rn=6~8mm,前后面表面粗糙度Ra≤0.4μm。
为避免过高的切削温度,以保持一定的刀具耐用度,在切削钼及其合金时,应选用较低的切削速度、较大的切削深度和进给量。
参考切削用量为:
粗车时:
νC=35~75m/min,ap=4~7mm,f=0.2~0.5mm/r;半精车时νC=50~120m/min,ap=0.2~0.4mm,f=0.15~0.4mm/r。
切削钼及其合金应注意充分冷却润滑,可用CC14加20号机油的混合液或MoS2作润滑油(脂),但CC14有毒性和腐蚀作用,使用时应采用防护措施。
铌
8.铌的性能对切削加工有什么要求?
怎样进行切削加工?
/F8U \;l4x.@#s8d*k s三维网技术论坛铌的强度、硬度低而韧性高,具有良好的冷塑性。
在切削加工过程中,随着温度升高,吸收氧氮等气体,对铌的性能产生显著影响。
因此,切削加工铌的主要问题是防止切削温度过高,要求采用锋利的刀具、较低的切削速度,并浇注大量的切削液。
6]-} L;v,W9[三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa切削铌的刀具材料可采用高速钢或YG8、YW2等硬质合金,但不宜采用含铌的硬质合金作刀具材料。
用硬质合金刀具时,刀具的几何参数可选用:
γO=20º~25º,
αO=10º~15º,
Κr=45º,Κ′r=15º,
γO1=-5º~0º,bγ=0.1~0.3mm,rε=0.2~0.5mm。
卷屑槽半径=4~6mm。
精加工时应适当加大前角、主偏角,减小刀尖圆弧半径。
切削用量的选择如下:
粗加工时νc=45~80m/min,ap=5~8mm,f=0.3~0.5mm/r;半精加工时νc=60~100m/min,ap≤2mm,f=0.2~0.4mm/r;精加工时νc=70~120m/min,ap=0.1~0.5mm,f=0.1~0.15mm/r。
采用高速钢刀具时,νc≤30m/min,f≤0.3mm/r。
)?
2H*I4^5]7S;R6u)p8|!
钽板
9.钽的性能对切削加工有什么要求?
怎样进行切削加工?
钽的熔点高、密度大,退火状态下具有良好的塑性,高温时性能也较稳定。
退火后的钽材软而韧,切削时会产生严重的粘附现象,引起刀具的粘结磨损。
特别是切削速度低于20m/min时,粘刀和撕裂现象更为严重。
当切削速度高于40m/min时,撕裂现象大为减轻。
切削时要求刀具尽可能锋利,切削速度不可太低。
一般采用硬质合金作刀具材料,常用的有YG8、YW2等。
采用较大前角和主偏角,刀具几何参数为:
γO=35º~45º,
αO=5º~8º,
Κr=90º,Κ′r=5º,
γO1=-2º~2º,bγ=0.1~0.3mm,rε=0.2~0.5mm,
前后面表面粗糙度Ra<0.16~0.32μm,以减少摩擦和粘刀现象。
(Z'B1^5a*B"P三维网技术论坛切削用量的选择如下:
粗车时νc=30~70m/min,ap=5~8mm,f=0.2~0.4mm/r;精车、半精车时νc=50~80m/min,ap≤1.5mm,f=0.1~0.3mm/r。
切削时应使用冷却与润滑作用兼备的切削液,流量要充足。
锆锭
10.锆的性能对切削加工有什么要求?
怎样进行切削加工?
2g+B.Z'u,t+m三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江锆的熔点较高,但软化温度低,在发生相变的温度下已显著软化。
锆在切削时会产生很多与切削钛及其合金相似的特点,易产生加工硬化,刀一屑易粘结,弹性变形大。
锆的韧性好,切屑呈带状,微量切削时易引起燃烧。
因此,切削锆时应尽量避免微量切削和防止工件变形。
刀具要求锋利并尽量降低刀具表面粗糙度值,并磨出卷屑槽,卷屑槽半径6~10mm,以控制切屑拳曲和折断。
)K.F5q,g$Z三维网技术论坛切削锆及其合金可选用硬质合金或高速钢作刀具材料,常用的硬质合金牌号有YG6、YG8等。
车削锆铸锭时,γO=16º~23º,αO=10º~15º,Κr=45º,Κ′r=15º,γO1=-5º~-2º,bγ=0.2~0.5mm,rε=0.2~0.5mm;粗车时νc=90~150m/min,ap=5~8mm,f=0.2~0.5mm/r;半精车时νc=120~200m/min,ap=1~2mm,f=0.3~0.6mm/r。
车削锻件时,γO=0º~10º,αO=8º~12º,Κr=45º~75º,Κ′r=15º,γO1=0º~5º,bγ=0.2~0.5mm,rε=0.5~3mm;νc=40~50m/min,ap=3~10mm,f=0.3~1.0mm/r。
采用高速钢刀具切削锆及其合金,可适当加大前角,一般取γO=15º~30º
切削加工锆及其合金,应大量使用水溶性切削液,以控制切削温度,减少加工过程中的加工硬化、粘结、自燃等现象。
锆及其合金的铣、钻、铰、攻丝可参照钛合金加工。
纯铜
11.纯铜有哪些切削加工特点?
纯铜的含铜量一般在99.5%以上,氧含量小于等于0.1%,无氧铜的氧含量更低(小于0.01%)。
纯铜在退火状态下硬度为HB35~45,导热性好,塑性、韧性大,切削加工有以下特点:
1不易断屑,影响切削的顺利进行和切削用量的提高。
29n2L3F%D6\'E;`,切屑易粘结在刀刃上,影响加工表面质量和刀具耐用度。
3工件表面容易产生水纹状波形,且发出噪声。
4/f.P0?
8M8I-l(h1A4a三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa纯铜线膨胀系数大,在切削温度影响下易产生变形,精加工尺寸和几何精度不易控制。
5&U/i/T.t,Y#O若以45号钢的切削加工性为100%,则纯铜的相对切削加工性为65%。
如果在纯铜中含有硫、硒等易切元素,其切削加工性会有较大的改善。
纯铜散热片
7G,S,\$`2[;A1e9l'W三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa12.怎样对纯铜进行切削加工?
切削纯铜没有什么特殊的困难,关键是要解决好粘刀和断屑问题。
刀具材料可选用W18Cr4V高速钢和YG3、YG6、YG8等硬质合金刀片。
纯铜的韧性、塑性大,切削时热变形大。
要求刀具锋利,切削轻快,排屑顺畅,并尽量降低切削温度。
车削纯铜常采用大前角和后角,一般γO=25º~35º,αO=12º~15º,λs=0º~3º。
卷屑槽磨成浅而宽的圆弧形。
如果在后刀面上磨出几条弧形槽,使主切削刃成波纹形的搓板状(如图10-1所示),其切屑呈瓦楞状。
而且,瓦楞筋条增大了切屑拳曲方向的刚性,拳曲时消耗的能量增加,使变形增大,脆性上升,切屑易于折断(见图10-2)。
切削纯铜可以选用较高的切削速度,一般νc=120~170m/min,ap=3~15mm,f=0.3~0.6mm/r。
由于纯铜的线膨胀系数大,应注意控制切削温度,精加工应在工件冷却后进行,以保证尺寸和几何精度。
YG类硬质合金的磨加工性较好,可以磨出锐利的刃口,适于加工纯铜等有色金属。
但焊接刀具刃磨较困难,一般选用机夹结构刀具,刀片选择可转位式。
可转位式刀片的槽形系压制而成,各种变截面槽形、多级槽形使断屑范围很广。
切削纯铜时,可根据工件的切削条件选择断屑效果好的刀片,鐾研后面即可使用。
13.纯铜有哪些磨削特点?
纯铜在常温下硬度很低,又有极好的绝磁性能,广泛应用于电子元件。
但对它进行磨削时,比磨淬火钢困难得多。
磨削时有其特殊性,容易产生划伤、烧伤、热变形和砂轮粘附磨损等问题。
1划伤:
纯铜划伤的特征是在工件表面上断断续续地呈现出一道道沟状凹痕,手摸有粗糙感,一般深度为0.5~17μm。
这种划痕与砂轮磨粒的粗细、结合剂种类有关,与砂轮的磨料无关。
它是由砂轮脱离下来的自由磨屑落入磨削区划伤工件所致。
防止的方法是,在精磨时应选细粒度、石墨结合剂的砂轮,在冷却液中加入一定数量的皂化油(与水比例为1:
32),即可防止划伤。
2烧伤与热变形:
纯铜是一种热敏较强的材料,它的导热系数为393W/(m·K),是45号钢的7倍,线膨胀系数是45号钢的1.5倍,磨削时易使工件表面发热,产生热变形。
当砂轮在磨削中钝化后,这种现象更为严重,而且会产生烧伤。
所以,在磨削纯铜时,冷却液必须自始至终很充足。
36y'l5i,X&{9b5j"K三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江砂轮的粘附性磨损:
纯铜的硬度只有HB35~45,是一种超软金属。
而磨粒的硬度高达HV2000~2700,两者相差几十倍。
因此,纯铜的磨屑容易嵌入砂轮的容屑空隙,使砂轮丧失磨削能力。
所以粘附磨损是纯铜磨削中惟一的磨损。
如果用60号粒度的砂轮,进给量为0.01mm/双行程时,大约5次砂轮就丧失了磨削能力,必须重新修整。
砂轮的耐用度很低。
砂轮的粒度越小,硬度越高,组织越紧密,砂轮的工作表面越平滑,砂轮的耐用度越低。
因此,为了减小砂轮的粘附磨损,必须合理地选择砂轮,在磨削过程中注意冷却液的浓度和流量。
1h#E(a%P*Y(w,
纯铜风扇
14.怎样选择和修整磨削纯铜的砂轮?
18G)o-P-x2~'f)H三维网技术论坛砂轮的选择:
根据纯铜的磨削特点,为了避免刻入性划伤,应选用树脂结合剂或石墨结合剂的刚玉类或碳化硅为磨料的砂轮。
粗磨用粒度为60号~80号、硬度为K的砂轮,精磨用石墨砂轮最好。
在无条件的情况下,也可用刚玉类陶瓷结合剂的大气孔砂轮。
冷却润滑液必须严格过滤。
为了保证精磨的质量,粗磨时就一定要把握磨削质量,使粗磨最终的加工表面不得有任何缺陷
2砂轮的修整:
决定纯铜磨削表面粗糙度的一个主要因素是砂轮表面的微刃尖等高性。
粗磨时的修整采用一般磨削的修整参数就可以了。
精磨时,必须注意砂轮未达到全粘附磨损时,就必须进行修整。
为了获得较好的刃尖等高性,采用单颗粒顶角为70º~80º的金刚石笔,在小于1μm的进刀量下往返工作台一次,再空行程一次,这样修整后的砂轮可以磨出表面粗糙度Ra=0.05~0.025μm的优质表面。
(q1k0k+B&f1P-U'G$g%A&?
三维网技术论坛为了进一步降低纯铜的磨削表面粗糙度,可选用更细粒度(小于等于W1)的砂轮,并提高砂轮修整后的工作面等高性。
采用储、排性能和散热性较好的大气孔砂轮,以提高砂轮的耐用度。
磨削时应注意提高冷却液的清洁度,并加大浇注量,以降低磨削温度。
纯铁
15.纯铁有哪些切削加工特点?
纯铁又称工业纯铁,其金相组织是铁素体,硬度为HB80,强度低而塑性、韧性高。
切削纯铁时有以下特点:
1a9^)F7c6H(I三维网技术论纯铁的伸长率为50%,加工时变形大,硬化严重,切屑易与刀具粘结,加剧刀具磨损。
2%B'y-w(p8L3T,q(],}三维网技术论坛切屑不易折断,常缠绕在工件或刀具上,影响切削的顺利进行和工件的加工表面质量,切削时切削温度较高,影响刀具耐用度。
38g"l6W,E Q.{ n三维网技在纯铁中加入1%的镍、锰或硅,可使晶体结构发生不同程度的变化,力学性能也随之发生变化,强度、硬度提高而塑性、韧性降低,因而其切削加工性可以得到改善。
-
纯铁
16.怎样对纯铁进行切削加工?
2V6x4@*v1G5]$}(E:
R:
E三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa切削纯铁可选用高速钢和硬质合金作刀具材料。
一般粗车时用W18Cr4V高速钢、YG8硬质合金,精车时可采用YT14硬质合金刀具。
纯铁的硬度低而塑性大,应加大刀具前角,γO=25º~30º,αO=8º~10º,α′O=6º~8º,Κr=35º~75º,Κ′r=5º~15º,λs=0º~3º。
前刀面上的倒棱宽度可取0.05~0.15mm,卷屑槽宽度为进给量的15~20倍,卷屑槽圆弧半径可大些,使排屑顺利。
切削用量的选择如下:
粗车时νc=50m/min,ap=3~6mm,f=0.35~0.4mm/r。
精车时νc=60~80m/min,ap=0.1~0.4mm,f=0.1mm/r。
8_'D%D;g"[
 升级会员
升级会员 