车架铆接工艺准则.docx
《车架铆接工艺准则.docx》由会员分享,可在线阅读,更多相关《车架铆接工艺准则.docx(6页珍藏版)》请在冰豆网上搜索。
车架铆接工艺准则
车架铆接工艺准则
车架铆接工艺准则
1目的
为加强公司的工艺管理,完善车架铆接工艺,保证车架铆接质量,提高产品竞争力,特制定本准则。
2范围
本规范适用于本公司中重型卡车的车架总成及其零部件。
3铆钉
3.1铆钉材料、化学成分、机械性能应符合Q450-1995;
3.2铆钉表面一般进行氧化处理。
4铆钉孔
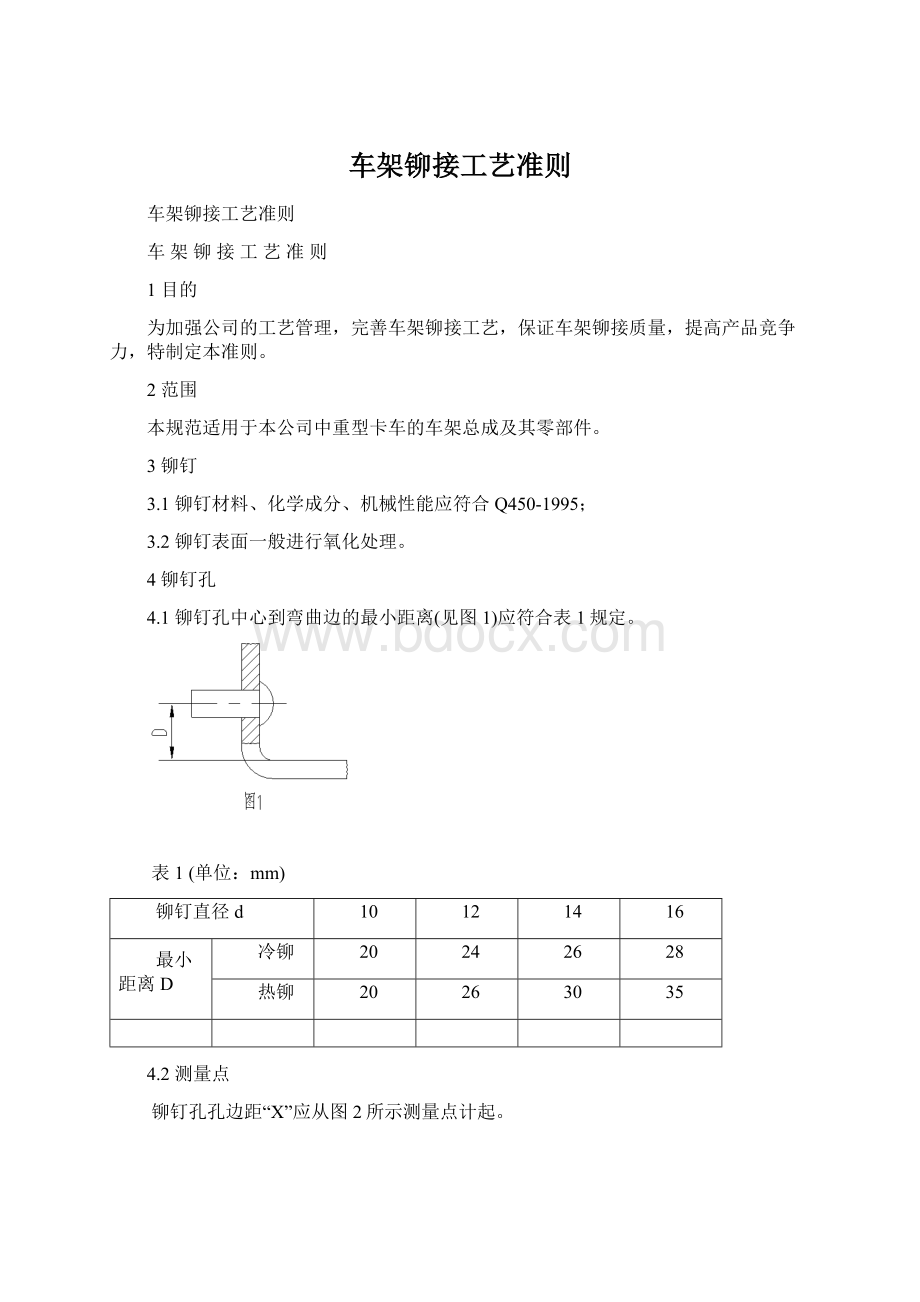
4.1铆钉孔中心到弯曲边的最小距离(见图1)应符合表1规定。
表1(单位:
mm)
铆钉直径d
10
12
14
16
最小距离D
冷铆
20
24
26
28
热铆
20
26
30
35
4.2测量点
铆钉孔孔边距“X”应从图2所示测量点计起。
4.3角度偏差
纵梁上、下翼面对腹板的角度偏差为±1°或±1.5mm(当翼板宽度为90mm时),见图3.
4.4铆钉孔的直径,见表2.
表2(单位:
mm)
铆钉直径d
8
10
12
14
16
铆钉孔直径D
8.5
11
13
15
17
孔径D偏差
+0.30
-0.10
4.5去毛刺
4.5.1无论产品图样上是否注明去毛刺,实际加工过程中都必须对孔的两端打磨或倒角,以去除毛刺。
去毛刺后,手指肚划过孔端边沿应感觉平滑、无明显凸兀感,孔内必须无残留铁屑或飞边。
4.5.2零件装配时铆钉孔允许的最大位移量(错位量)为1.6mm,为消除位移可采用与孔径对应的铰刀绞孔,以保证铆钉能顺利插入。
4.5.3铆钉孔位移量不大于1.0mm时,允许使用导正销或其它方法来使铆钉顺利插入铆钉孔,否则应绞孔至铆钉能顺利插入。
4.5.4绞孔时铰刀的最大倾斜角为5°,铆钉插入前铆钉孔两端应按4.4.1的要求去毛刺。
5铆接
5.1铆钉墩头成型应为球冠形(或近似球冠形),其直径dk应不小于铆钉杆直径的1.5倍,其高度K应不小于铆钉预制头高度,见图4。
5.2铆钉、铆接零件表面应清洁,不得有锈层、油垢,铆钉孔不得有毛刺。
5.3铆接后,铆钉头与钢板间及各铆接零件间的贴合面必须紧密贴合。
5.3.1铆钉头(包括成型头及预制头)与被铆钢板间必须紧密贴合,其间隙不得大于0.05mm,见图5。
5.3.2被铆零件间的贴合面在铆钉沿周3d(3倍铆钉杆直径)范围内必须紧密贴合,其间隙不得大于0.05mm,见图5。
5.3.3铆钉孔到弯边距离小于3d时,圆角部分不做上述要求。
5.4铆接操作时,上、下铆头和铆钉应同心,以保证铆钉成形准确。
5.5车架及其零部件采用冷铆铆接。
当技术文件有明确要求时,可采用热铆铆接。
5.6热铆铆钉加热温度为800℃~900℃,并在500℃以上完成铆接过程。
5.7热铆铆钉在装入铆钉孔前,必须清除氧化皮,对烧损、烧细、烧坏的铆钉不允许使用。
5.8铆接后,不符合要求的铆钉应铲去重铆;铲去铆钉时,不应损坏母体金属及相邻铆钉,其铲入深度不得超过0.5mm。
6铆接压力
铆接压力见表3。
表3铆接压力
铆钉直径d
10
12
14
16
铆接压力p(吨)
冷铆
26
28
35
48
热铆
10
15
20
26
注:
铆接压力p的误差为±1吨.
7其余铆接技术要求按附录A《铆接缺陷产生原因分析及缺陷检查表》执行。
附录A铆接缺陷产生原因分析及缺陷检查表
铆接缺陷
示意图
允许偏差
缺陷原因分析
检查方法
铆钉头与母材贴合不紧密
不允许
1、铆钉头与铆钉杆连接处有凸起地方
2、铆接时,顶具未顶紧
1、目测
2、用0.05mm塞尺检查
铆钉头歪斜
不允许
1、铆接时粗心大意
2、顶具放置偏斜
1、目测
2、用0.05mm塞尺检查
铆钉头有裂纹
不允许
1、铆钉材质低劣
2、铆钉加热过度
目测
铆钉杆在铆钉孔内弯曲
不允许
铆钉孔大且铆钉杆过长
用手锤轻轻敲击钉头
铆钉在铆合件内断开
不允许
1、零件间有间隙
2、装配不正确
3、压的不紧
用手锤敲击铆缝
用手锤敲打时,铆钉头振荡或活头
不允许
1、铆接件压的不紧
2、铆钉杆在孔内不严密
用手锤敲打两面铆钉头
铆钉头有凹痕
b≤2但在重要地方不允许
顶具松动或疏忽而形成
外表查看,并测量
铆钉头周围有帽缘
b≤1.5
1、铆钉杆过长
2、铆钉模小
目测
铆钉头中心与铆钉杆中心偏移
b≤1.5
1、铆接时粗心大意
2、顶具放置偏斜
目测
铆钉头边缘残缺或外形不完整
b+d≤2
c≤1.5
1、铆钉杆短
2、铆钉模大
目测
铆钉头过小
b≤0.1d
1、铆钉杆短
2、铆钉模小
外表查看,并测量
铆钉头周围有硬伤(母材上)
h≤1
1、铆钉模大
2、铆钉模安放不正
目测
埋头铆钉的钉头突出
h≤0.5时允许用砂轮磨去
1、铆钉杆长
2、埋头锥边小
目测
埋头铆钉的钉头凹进
h≤0.5
铆钉杆长度不够
埋头锥边大
目测
 升级会员
升级会员 