slic3r.docx
《slic3r.docx》由会员分享,可在线阅读,更多相关《slic3r.docx(11页珍藏版)》请在冰豆网上搜索。
slic3r
STEP1:
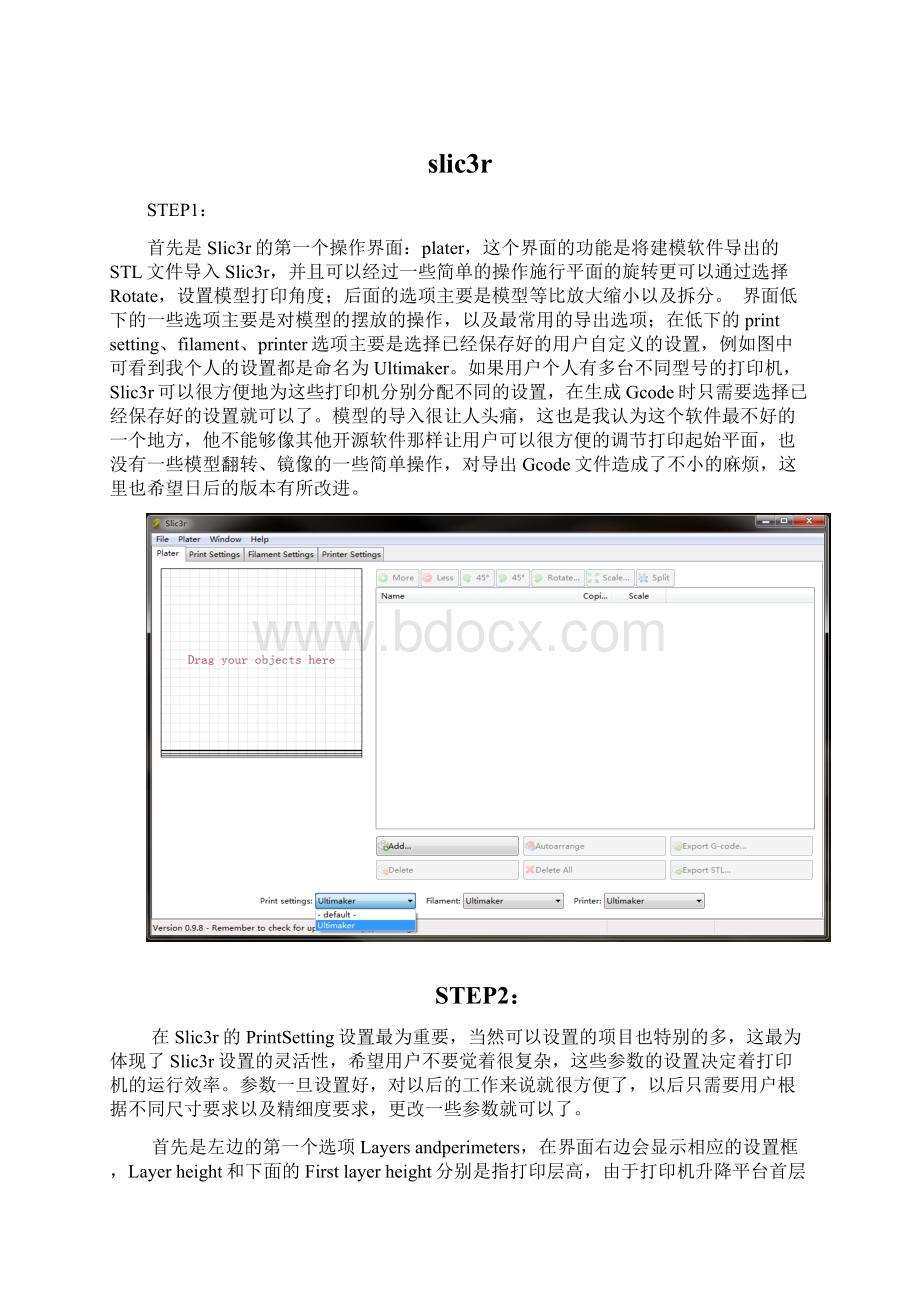
首先是Slic3r的第一个操作界面:
plater,这个界面的功能是将建模软件导出的STL文件导入Slic3r,并且可以经过一些简单的操作施行平面的旋转更可以通过选择Rotate,设置模型打印角度;后面的选项主要是模型等比放大缩小以及拆分。
界面低下的一些选项主要是对模型的摆放的操作,以及最常用的导出选项;在低下的printsetting、filament、printer选项主要是选择已经保存好的用户自定义的设置,例如图中可看到我个人的设置都是命名为Ultimaker。
如果用户个人有多台不同型号的打印机,Slic3r可以很方便地为这些打印机分别分配不同的设置,在生成Gcode时只需要选择已经保存好的设置就可以了。
模型的导入很让人头痛,这也是我认为这个软件最不好的一个地方,他不能够像其他开源软件那样让用户可以很方便的调节打印起始平面,也没有一些模型翻转、镜像的一些简单操作,对导出Gcode文件造成了不小的麻烦,这里也希望日后的版本有所改进。
STEP2:
在Slic3r的PrintSetting设置最为重要,当然可以设置的项目也特别的多,这最为体现了Slic3r设置的灵活性,希望用户不要觉着很复杂,这些参数的设置决定着打印机的运行效率。
参数一旦设置好,对以后的工作来说就很方便了,以后只需要用户根据不同尺寸要求以及精细度要求,更改一些参数就可以了。
首先是左边的第一个选项Layersandperimeters,在界面右边会显示相应的设置框,Layerheight和下面的Firstlayerheight分别是指打印层高,由于打印机升降平台首层打印可能决定着底层表面质量,同时slic3r内部限定首层高度以及上层的层高,必须低于喷头直径。
这里建议如果需要模型外表面精度高些的,可以设置0.1mm,如果需要打印速度快点的话,通过增加层高比如0.2mm,这样打印出来的模型用时会大大降低,但是当然的打印表面精度也会下降不少。
这里介绍一下Slic3r的模型构成:
首先最重要的是perimeter,这一层的意思是模型外表面,也就是用户直接能见到的层;然后是infill层,这一层就是藏在模型内部的填充,一般情况下完成模型之后是看不见内部填充的;最后就是solidinfill层,这一层其实在一些其他的开源软件里面是直接与infill层混在一起的,但是我个人觉得这一层设置的出现对于模型打印有很好的效果,这一层的意义是介于infill层与底层或者顶层中间的过渡层,它的填充密度既没有infill层低,又没有底层和顶层的填充密度高,但是它的存在很好地保护了至少顶层的表面效果,在一些规则的模型顶面由于内部填充率比较低,当开始打印顶层的时候由于热胀冷缩,顶层会有凹凸不平的现象,但是有了solidinfill的出现,我们既可以在模型内部设置很低的填充率,顶层也可以打印出来的效果。
在Verticalshells里面的选项我们可以设置最小perimeters,也就是模型外表面的层数,在其他的软件里面可能比较熟悉的wall这个参数,其实就是一个意思,只不过这里更加直观的告诉我们打印几层;然后下面的是复选项随机开始起点,以及当需要时生成额外的外表层。
在Horizontalshells选项下面的solidlayers里面我们可以设置顶层和底层的solidlayers层累积数量。
STEP3:
Infill选项下面的选项主要对生成模型内部支撑填充进行设置,首先是填充率,这里Slic3r这里只支持小于一的小数的形式,不支持百分比;下面的选项可以通过设置填充结构形式,比如常用的直线、八角蜂窝型、阿基米德螺旋线等,软件提供了很多的填充模式,用户可以根据自己的需求来进行设置。
下面的Advanced框内部我们可以设置包括infill层、solidinfill层每隔多少层填充一层。
以及填充角度,这里我个人建议如果选择直线填充的话,可以选择90°填充,这样不但可以适当的增加电机的运行的速度,而且还降低了喷头由于跟随滑块运动而产生的震动。
底下还可以选择仅仅当喷头跨过表层时挤出装置回缩材料。
STEP4:
在Speed选项下面,由于层选项的灵活性的增加,Slic3r针对每一层都有他们不同的速度支持,我个人觉着这大大地增加了用户对3D打印的可操作性以及能享受到打印效率的提升,让打印速度的提升带来的打印精度降低这个问题迎刃而解。
用户可以分别设置内表层(Smallperimeter)、外表层(Externalperimeter)、填充层(Infill)、固体填充层(Solidinfill)、顶层固体填充层(Topsolidinfill)、支撑材料(Supportmaterial)、跨桥(Bridges)甚至缝隙(Gapfill)的填充速度。
底下的选项是设置机器在不需要打印填充时的速度。
下面还有对初始层速度(Firstlayerspeed)的设置,通常打印首层的打印速度需要控制在比较低的范围,因为我们需要首层牢牢的黏在底板上。
STEP5:
首先介绍一下Skirt层,它是打印方始,在模型最底层周围先打印几圈多余的材料,这层其实有着很重要的意义。
第一,用户可以通过观察挤出的材料在底板上颜色的深浅,迅速调节控制平台高低;第二,当上一次打印结束,由于重力,材料会继续流出喷嘴,当开始下一次打印,喷嘴腔体内部由于还未正式进入正常打印,材料已经逐渐挤入,弥补了上一次打印流出的材料,以确保首层打印的质量。
选项Skirtandbrim下,可以设置Skirt层循环的圈数,以及距离首层边沿的长度、甚至是skirt高度层数,以及下面选项里的边沿宽度。
STEP6:
下面是对一些我们不经常设置的选项的解析,首先看到Supportmaterial下有一些支撑材料的打印填充角度、填充形式选择、以及填充间距。
Notes对话框里面我们可以随意的填写一些我们自己常用的额外Gcode,例如M107;startwiththefanoff、M84;disablemotors等。
MultipleExtruders下如果机器支持多喷头打印,我们可以在上面设置不同功能的打印喷头数量。
Advanced选项下面,我们可以设置在不同层挤出宽度,如首层、外表层、填充层以及支撑材料的挤出宽度。
完成了打印机的一些基本设置,就可以保存我们的打印机设置了。
STEP7:
在Filamentsetting选框里面,首先我们对打印机工作环境做一些基本的设置,对材料直径的设置,挤出乘数,这里我们可以分别对加热头、加热平台在首层以及其它层温度进行设置。
Cooling选项里面,这里可以对风扇进行很详细的设置,如风扇转速最大最小值、打印桥结构时风扇转速、甚至控制风扇在第几层被打开;下面还有选项设置当某一层打印时间小于多少秒使能或者关闭风扇等,这里的选项我个人觉着软件设计者考虑的挺全的,看起来是觉着挺复杂的,但是实际使用起来才真正能让用户感觉到设计者的良苦用心。
TEP8:
在PrinterSettings对话框下,分别有General、CustomG-code、Extruder选项,首先General是对打印机基本常规设置,包括平台最大尺寸,打印中心坐标,以及打印机使用固件的选择。
CustomG-code是加载到生成的G-code内部文件比如开头、结尾、层转换、工具转换的用户定制的G-code。
Extruder选项是一些挤出机构的详细的设置,首先喷嘴直径,在这下面的喷嘴间距(仅当多喷嘴才有用)。
下面的Retraction是当需要材料回缩,设置包括材料回缩长度/、喷头提升高度(liftZ)、速度、当再次启动的额外长度(Extralengthonrestart)、回缩之后最小行程(Minimumtravelafterretraction)。
还有下面的一些多喷头回缩设置。
 升级会员
升级会员 