一次性医用口罩特殊过程验证报告.docx
《一次性医用口罩特殊过程验证报告.docx》由会员分享,可在线阅读,更多相关《一次性医用口罩特殊过程验证报告.docx(13页珍藏版)》请在冰豆网上搜索。
一次性医用口罩特殊过程验证报告
编号:
一次性医用口罩
特殊过程工艺验证报告
编制:
审核:
批准:
一、概述
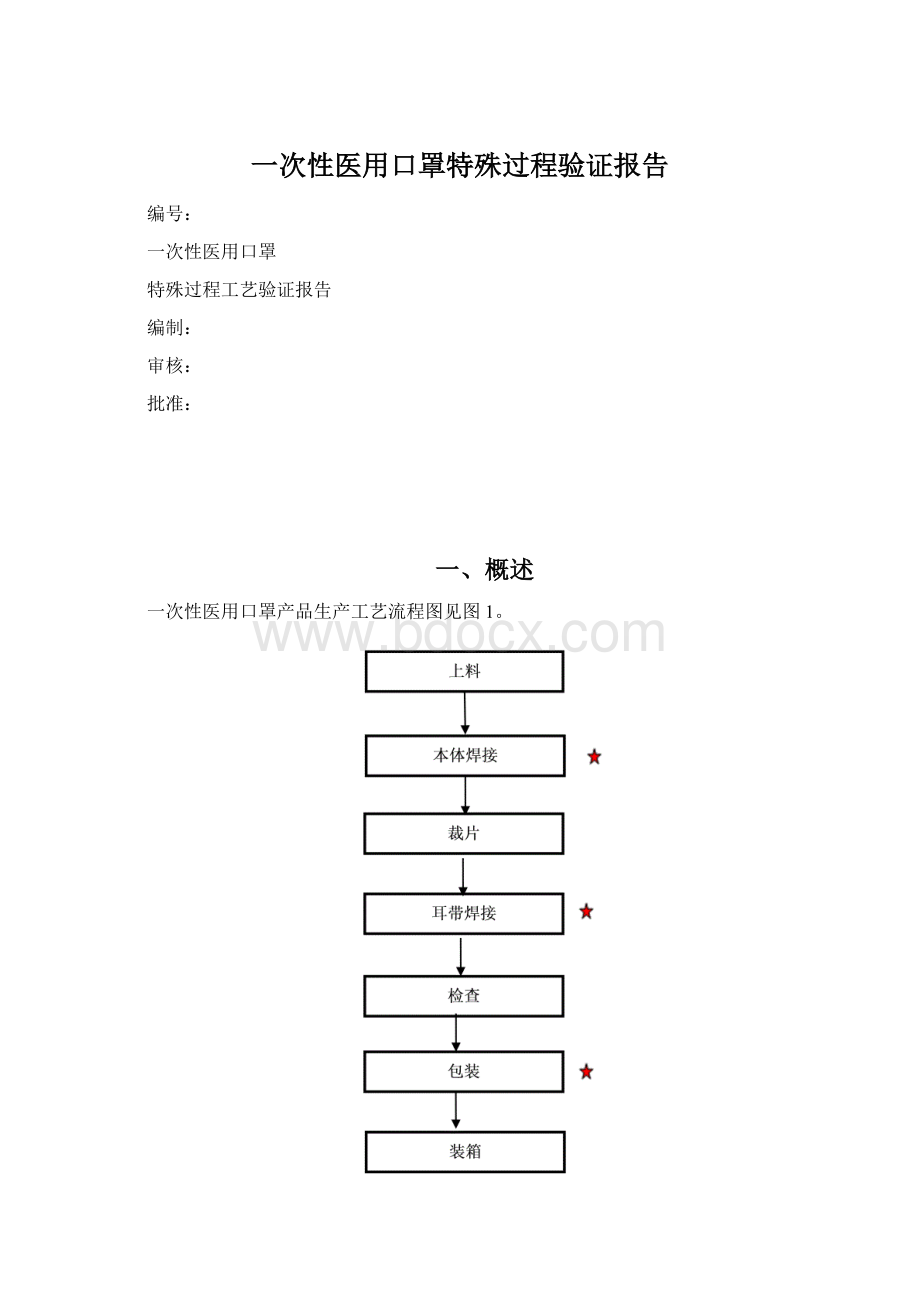
一次性医用口罩产品生产工艺流程图见图1。
图1一次性医用口罩产品工艺流程图
其中内包装封口和本体焊接、耳带焊接为特殊过程,按照《医疗器械生产质量管理规范》有关要求,需进行特殊过程确认。
二、相关法规和标准
《医疗器械生产质量管理规范》及无菌医疗器械附录
《无菌包装封口过程确认检查要点指南(2013版)》
GB/T19633.1-2015《最终灭菌医疗器械包装第1部分:
材料、无菌屏障系统和包装系统的要求》
GB/T19633.2-2015《最终灭菌医疗器械包装第2部分:
成形、密封和装配过程的确认的要求》
GB/T14233.2-2005《医用输液、输血、注射器具检验方法第2部分:
生物学试验方法》
YY/T0698.5-2009《最终灭菌医疗器械包装材料第5部分:
透气材料与塑料膜组成的可密封组合袋和卷材要求和试验方法》
YY/T0681.3-2010《无菌医疗器械包装试验方法第3部分:
无约束包装抗内压破坏》
YY/T0698.4-2009《最终灭菌医疗器械包装材料第4部分:
纸袋要求和试验方法》
《中国药典》(2015年版)
GHTFSG3-QMS-ProcessValidationGuidance
三、验证人员和职责
参与验证人员和职责见表1。
人员
岗位
职责
陈希文
技术工程师
负责编制验证方案和报告
负责偏差分析
负责实施工艺验证
负责设备验收
郭彩萍
质管部负责人
负责工艺有关的测试
负责有关设备和仪器校准
冯金华
供应部负责人
负责设备和物料采购
王湘江
管理者代表
负责批准验证方案和报告
四、验证时间
2020年2月
五、验证活动安排
5.1包装封口验证
5.1.1安装确认
5.1.1.1生产设备、工装、物料
平面口罩自动生产线:
型号CHKZX175-95,制造商:
广州创和智能科技有限公司
电动通过式包装机:
型号450型,制造商:
东莞凯利包装机械
5.1.1.2物料
塑料袋
无纺布
熔喷布
鼻梁条
耳带
5.1.1.3安装确认工作
安装确认工作见表2。
表2安装确认工作
安装确认工作安排
结果记录
设备安装条件例如工作电源等是否满足?
设备是否可以安全运行?
可以
设备在标称的运行参数下是否可以正常运行?
例如封口时间、超声波焊接档位等。
正常运行
设备是否安装于清洁环境车间内?
设备运行是否对生产环境造成影响?
如有影响,是否已采取措施进行控制?
是;无明显影响
设备是否包含软件?
如果有,需对软件功能进行逐项确认。
无
设备随机文件是否已提供?
例如说明书、维护手册等。
是
是否对封口机、口罩机及工艺验证所需检测设备和仪器进行必要的校准?
校准结果是否满足工艺参数设计需求?
校准因疫情影响已在安排中
是否对设备操作人员已进行了上岗培训?
培训内容包括不限于设备使用操作培训。
是
5.1.2运行确认
5.1.2.1口罩体焊接和耳带焊接运行确认
基于口罩机运行参数和供应商提供的信息及其他相关资料,选定本体焊接的运行参数为档位5-7,耳带焊接速率为1-2s。
运行确认选择本体焊接的工艺参数选择3组进行测试,分别为档位5/6/7;耳带焊接的速率为1s/1.5s/2s。
每组选择10个口罩进行检测。
记录焊接后口罩体的完整性和口罩带和口罩体之间的断裂强力。
相关判定要求见表3。
表3
性能要求
标准
检测方法
口罩体的完整性
口罩体焊接处不分层。
目视
口罩带和口罩体之间的断裂强力
应不小于10N。
以10N的静拉力进行测量,持续5S
记录测试结果和焊接参数。
记录要求见表4。
样品编号
本体焊接参数
完整性
001
5档
符合要求
002
5档
符合要求
003
5档
符合要求
004
5档
符合要求
005
5档
符合要求
006
5档
符合要求
007
5档
符合要求
008
5档
符合要求
009
5档
符合要求
010
5档
符合要求
011
6档
符合要求
012
6档
符合要求
013
6档
符合要求
014
6档
符合要求
015
6档
符合要求
016
6档
符合要求
017
6档
符合要求
018
6档
符合要求
019
6档
符合要求
020
6档
符合要求
021
7档
符合要求
022
7档
符合要求
023
7档
不符合要求
024
7档
符合要求
025
7档
不符合要求
026
7档
符合要求
027
7档
不符合要求
028
7档
符合要求
029
7档
符合要求
030
7档
不符合要求
样品编号
耳带焊接参数
断裂强力
001
1s
符合要求
002
1s
不符合要求
003
1s
符合要求
004
1s
符合要求
005
1s
符合要求
006
1s
不符合要求
007
1s
符合要求
008
1s
符合要求
009
1s
符合要求
010
1s
符合要求
011
1.5s
符合要求
012
1.5s
符合要求
013
1.5s
符合要求
014
1.5s
符合要求
015
1.5s
符合要求
016
1.5s
符合要求
017
1.5s
符合要求
018
1.5s
符合要求
019
1.5s
符合要求
020
1.5s
符合要求
021
2s
符合要求
022
2s
符合要求
023
2s
符合要求
024
2s
符合要求
025
2s
符合要求
026
2s
符合要求
027
2s
符合要求
028
2s
符合要求
029
2s
符合要求
030
2s
符合要求
5.1.2.2封口工艺运行确认
基于封口机运行参数、封口机设备制造商和塑料袋制造商提供的信息及其他有关资料,选定封口机设备的关键运行参数为压合2-4s。
压合时间选择的工艺参数范围为:
压合2-4s。
基于此设计,选择3组进行封口测试,各组压合时间分别为2s/3s/4s。
每组选择10个塑料袋进行检测。
记录封口后的每个塑料袋的完好性和密封性。
相关判定要求见表5。
表5塑料袋封口前后性能判定标准
性能要求
标准
检测方法
成形完好性
塑料袋可以足够容纳口罩;
塑料袋无破损,封口无明显褶皱;
塑料袋封口处完整,无开封或封口不连续情况。
目视
密封性
封口宽度不小于6mm;
通用量具测量;
塑料袋材料不分层;
目视;
密封位置无穿孔。
YY/T0698.4-2009
记录测试结果和工艺参数。
记录要求见表6。
表6运行确认记录要求
样品编号
压合时间
封口后
完好性
密封性
001
2s
符合要求
符合要求
002
2s
符合要求
符合要求
003
2s
符合要求
符合要求
004
2s
符合要求
符合要求
005
2s
符合要求
符合要求
006
2s
符合要求
符合要求
007
2s
符合要求
符合要求
008
2s
符合要求
符合要求
009
2s
符合要求
符合要求
010
2s
符合要求
符合要求
011
3s
符合要求
符合要求
012
3s
符合要求
符合要求
013
3s
符合要求
符合要求
014
3s
符合要求
符合要求
015
3s
符合要求
符合要求
016
3s
符合要求
符合要求
017
3s
符合要求
符合要求
018
3s
符合要求
符合要求
019
3s
符合要求
符合要求
020
3s
符合要求
符合要求
021
4s
不符合要求
符合要求
022
4s
符合要求
不符合要求
023
4s
符合要求
不符合要求
024
4s
不符合要求
符合要求
025
4s
符合要求
符合要求
026
4s
不符合要求
符合要求
027
4s
符合要求
不符合要求
028
4s
符合要求
不符合要求
029
4s
符合要求
符合要求
030
4s
符合要求
符合要求
5.1.3性能确认
根据运行确认确定的工艺参数,确定合适的焊接参数和压合时间范围:
本体焊接档位5-6档位(基于生产效率,优选6档),耳带焊接1.5s-2s(基于生产效率,优选1.5s),压合时间2s-3s。
根据实际生产安排,连续3个批次试产(至少包括设备开机和停机等实际情形),试产后测试样品。
判定标准见表3和表5。
每批次抽取至少10个样品进行检测。
记录实际工艺的焊接参数和压合时间范围和测试结果。
记录参数要求见表7。
表7性能确认记录要求
批号
样品编号
焊接参数
压合时间
完整性
断裂强力
完好性
密封性
001
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
002
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
003
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
004
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
005
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
006
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
007
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
008
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
009
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
010
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
001
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
002
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
003
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
004
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
005
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
006
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
007
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
008
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
009
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
010
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
001
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
002
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
003
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
004
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
005
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
006
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
007
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
008
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
009
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
010
6档,1.5s
2s
符合要求
符合要求
符合要求
符合要求
六、验证结果分析
经过IQ/OQ/PQ,明确超声波焊接和内包装封口工艺的参数范围,本体焊接档位5-6档位(基于生产效率,优选6档),耳带焊接1.5s-2s(基于生产效率,优选1.5s),压合时间2s-3s。
七、偏移和偏差分析
记录任何与方案偏离的情形,并进行偏差和偏移分析。
八、结论
经过确认,超声波焊接和内包装封口工艺的参数范围,本体焊接档位5-6档位(基于生产效率,优选6档),耳带焊接1.5s-2s(基于生产效率,优选1.5s),压合时间2s-3s。
九、再验证
9.1每年应进行超声波焊接和内包装封口工艺再验证工作。
9.2产品、内包装材料、封口过程、口罩机或封口设备发生改变时应进行再验证。
9.3再验证的内容和范围根据再验证目的不同进行调整。
9.3再验证的方式可以采用回顾性验证。
 升级会员
升级会员 