熔接线问题的Moldflow解决方案.docx
《熔接线问题的Moldflow解决方案.docx》由会员分享,可在线阅读,更多相关《熔接线问题的Moldflow解决方案.docx(10页珍藏版)》请在冰豆网上搜索。
熔接线问题的Moldflow解决方案
熔接线问题的Moldflow解决方案
作者:
新科益系统与咨询(上海)有限公司
一、熔接线产生的原理
在注塑成型过程中,当采用多浇口或型腔中存在孔洞、嵌件、以及制品厚度尺寸变化较大时,塑料熔体在模具内会发生两个方向以上的流动,当两股熔体相遇时,就会在制品中形成熔接线,尽管熔接线是在模具充填过程中形成的,但它们的结构、形状和性质与整个注塑成型过程相关。
熔接线的存在不仅影响到制品的外观质量,而且对制品的力学性能影响很大,经常令无数工程技术人员头痛不已,在此将解决熔接线问题的方法归纳总结,供参考,希望广大工程技术人员能从中得到启发。
熔接线产生的原理:
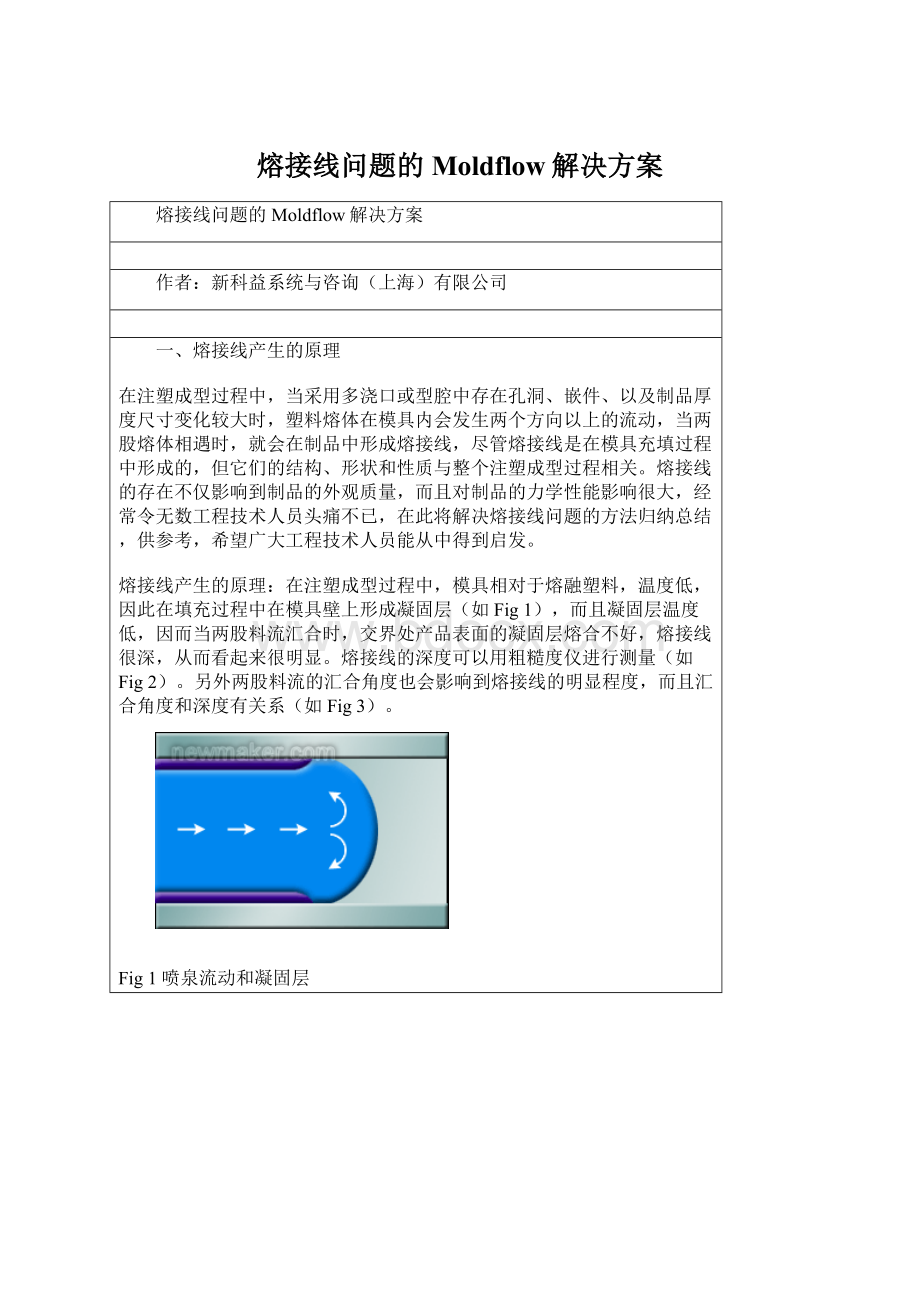
在注塑成型过程中,模具相对于熔融塑料,温度低,因此在填充过程中在模具壁上形成凝固层(如Fig1),而且凝固层温度低,因而当两股料流汇合时,交界处产品表面的凝固层熔合不好,熔接线很深,从而看起来很明显。
熔接线的深度可以用粗糙度仪进行测量(如Fig2)。
另外两股料流的汇合角度也会影响到熔接线的明显程度,而且汇合角度和深度有关系(如Fig3)。
Fig1喷泉流动和凝固层
Fig2粗糙度仪及熔接线深度判定
Fig3熔接线汇合角度与深度的关系
从Fig2可以看出,熔接线深度超过2μm,熔接线可见。
从Fig3可以看出,当熔接线深度为2μm时,熔接线的汇合角度刚好是75○,所以汇合角度75○也是熔接线可见与不可见的分界线;而moldflow可以分析出熔接线的汇合角度,所以可以应用moldflow分析考察熔接线是可见还是不可见。
Fig4Meldline和Weldline的定义
熔体汇合时形成的接缝分熔合线(meldline)和熔接痕(weldline),熔合线的性能明显优于熔接痕。
一般而言,汇合角大于135度时形成熔合线,小于135度时形成熔接痕,如下图所示。
熔合线的性能明显优于熔接痕,汇合角对熔接缝的性能有重要影响,因为它影响了熔接后分子链熔合、缠结、扩散的充分程度,汇合角越大,熔接缝性能越好。
二、解决熔接线问题的方法
解决熔接线问题的方法有很多种,比如从成型工艺上,原料方面,模具加工方面,产品结构优化等等,这里我们主要介绍利用Moldflow分析技术从以下方面帮助解决熔接线的困扰:
(1)优化浇口位置;
(2)优化产品设计;(3)采用时序阀浇口;(4)用骤冷骤热模。
2.1优化浇口位置调整结合线分布
如下图产品在开模时,原始两点进浇会导致外观面上产生结合线,利用Moldflow调整浇口个数及位置,直到结合线位置重新分布到非外观区域,分析出最合适的浇口,最终成型出合格的产品。
Fig5外观面上有结合线
Fig6调整浇口位置后结合线位置转移
Fig7成型出产品外观OK
2.2调整产品局部特征解决熔接线问题
如图Fig8产品为汽车配光镜,外观件,成型材料为透明PC,产品尺寸:
63×20×26mm,成型出来产品问题是RR花纹附近有熔接线,调整工艺条件无法消除,用Moldflow分析,发现由于RR花纹处产生明显滞留,导致熔胶汇合产生熔接线,如图Fig9
Fig8实际产品RR花纹附近有熔接线
Fig9Moldflow分析出RR花纹附近有滞留
对此一般解决办法自然是调整肉厚,但是究竟将肉厚调整到多少为最合适呢?
根据经验可能很难判断,反复试模成本高,赶不上交期…这时利用Moldflow分析可以帮到我们:
根据以上介绍结合线是否可见跟汇合角度的关系,我们将产品RR花纹处的肉厚分别增厚0.2mm,0.4mm,0.6mm三种方案,分别进行Moldflow分析,从充填模式我们不难发现其中只有肉厚增加0.6mm的那一种,充填后没有结合线,如图Fig10
Fig10从充填模式可见,RR加厚0.6mm流动模式最好
2.3调整产品壁厚解决熔接线、包封问题
下图产品为汽车转向灯遮光罩,材料为PC,汽车外饰透明件外观要求高,如图Fig11Moldflow壁厚检查可以看出,产品中间壁厚为1.5mm时,边缘较厚为2.8mm,利用Moldflow进行最佳浇口位置分析,如图fig12,可以发现产品最佳进浇位置位于产品中间部分的两侧,为此我们设计了两种进浇方案进行对比
如图Fig13,方案之一,从左边进浇,从流动模式及结合线分布可以看出产品右边会有结合线产生;方案之二,如图Fig15,从右边进浇,从流动模式及结合线分布可以看出产品左边会有结合线产生,由此我们可以看出,产品流动模式不好主要是产品结构(壁厚)导致,从浇口因素改善效果不明显,所以我们着手方向应该是调整产品壁厚。
Fig14从左边进浇,右边会有包封、结合线Fig15从右边进浇,左边会有包封、结合线
之后我们把产品中间厚度从1.5mm增加到1.8mm,之后重新进行Moldflow分析,如图Fig17,优化后的充填模式很顺畅,没有包封和结合线,最后成型出的产品外观OK。
2.4采用阀浇口解决熔接线问题
案例:
汽车仪表板本体骨架
如果产品大而且复杂,经常采用多个浇口,如果这些浇口都同时开放,在浇口中间会产生很多熔接线,影响外观。
经常采用的方法就是采用阀浇口,Fig19是汽车仪表板本体骨架,由于是外观件而且产品大,模具设计采用7个浇口,如果不采用阀浇口,产品上会形成很多熔接线,从图中看出,采用阀浇口后,开启顺序从中间向两端依次打开,有效地避免了结合线的产生。
Fig19汽车仪表板本体骨架7个浇口及采用阀浇口后依次开启成型状况
2.5采用骤冷骤热模具解决熔接线问题
骤冷骤热模具可广泛应用目前用于目前DVD/DMR/BD/BR/PDVD等视听播放器的外装面板、液晶电视机,电脑液晶显示器,汽车液晶显示器,空调、汽车内饰件、车灯、光学仪器等家电、汽车、通讯、医疗等行业。
2.6Moldflow模拟高光成型解决方案
用Moldflow模拟变模温成型,首先我们要了解其成型关键及它是如何是成型出高光的产品的。
先来看传统成型出来的产品为何产生结合线,如图所示,两股熔融塑料波前相遇,在模壁处由于温度较低未合流而固化,产生结合线—Weldline(结合线会影响产品外观和强度),当然并非所有结合线都可见或者结合线处都很脆弱,只有当合流处温度较低才出现这种情况。
可以设想:
如果两股熔料相遇时被继续加热,使熔胶在模具表面合流前没有固化,这样就有效地避免了熔接痕的产生,这也就是变模温技术的关键之一。
(原理如下图所示)
由于在变模温成型过程中,最关心的问题有两点:
1.如何优化温度变化曲线;2.缩短成型周期。
针对这些特点,AutodeskMoldflowInsight模拟高光成型,其设置方法简介如下:
选择变温区域mesh(可以设置多个区域多个温度)
1.设置温度随时间变化参数
如果必要的话,可在产品表面不同位置设置不同的温度曲线,高光成型和传统注塑成型的产品充填时的塑胶表面温度差异如下图所示。
三、总结
本文阐述了熔接线产生的原理和解决熔接线的方法,并以实际的案例介绍如何运用Moldflow软件分析帮助我们解决结合线问题,避免反复试模改模,有效缩短产品开发周期,降低模具成本,希望对广大工程技术人员有帮助。
(end)
 升级会员
升级会员 