火力发电厂工程热处理工艺卡secret.docx
《火力发电厂工程热处理工艺卡secret.docx》由会员分享,可在线阅读,更多相关《火力发电厂工程热处理工艺卡secret.docx(77页珍藏版)》请在冰豆网上搜索。
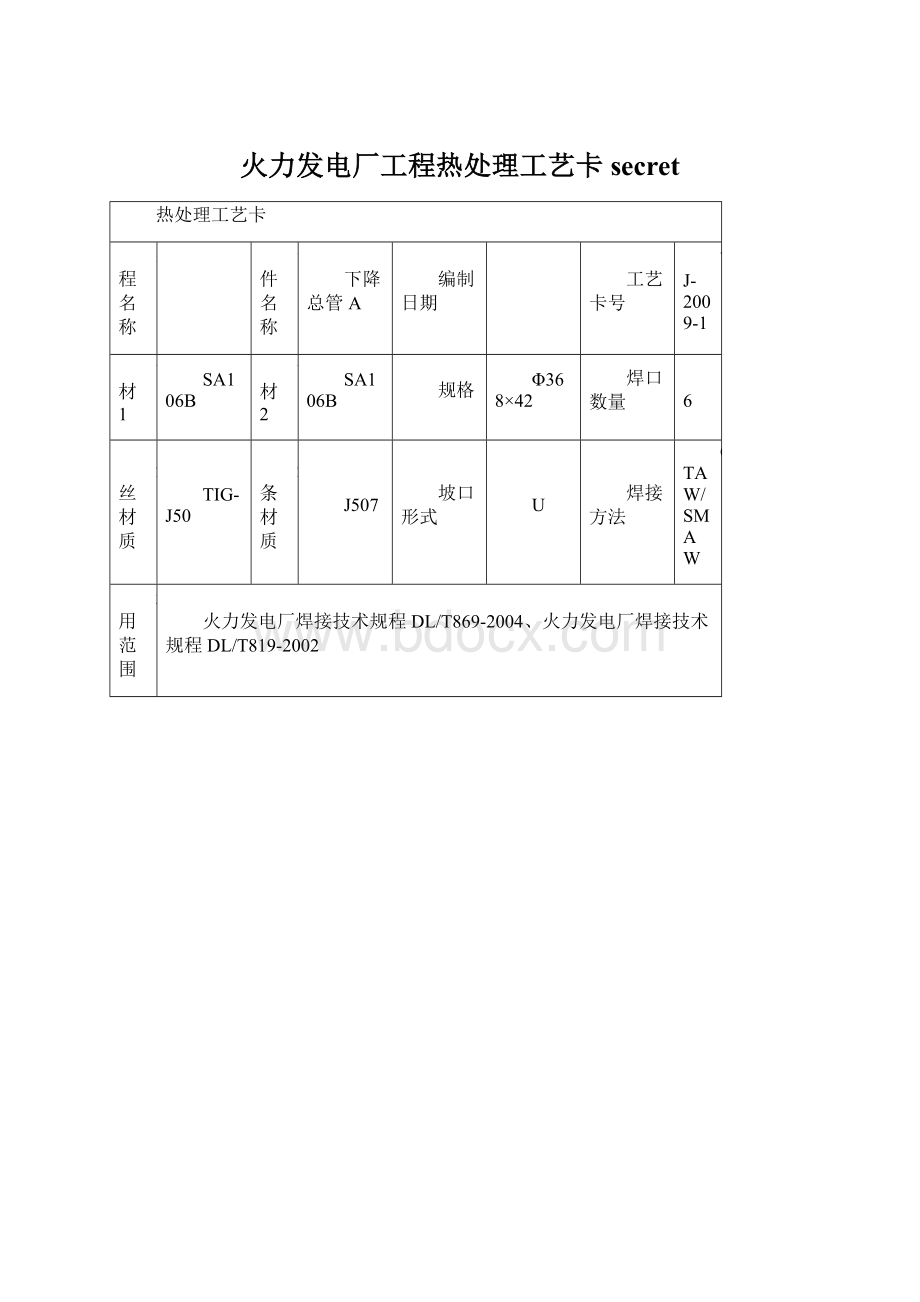
火力发电厂工程热处理工艺卡secret
热处理工艺卡
工程名称
部件名称
下降总管A
编制日期
工艺卡号
WJ-2009-1
母材1
SA106B
母材2
SA106B
规格
Φ368×42
焊口数量
16
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥150mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥250mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
xxxx工程公司
热处理工艺卡
工程名称
热电厂
部件名称
前、侧水上集箱
编制日期
工艺卡号
WJ-2009-2
母材1
SA106B
母材2
SA106B
规格
Φ273×50
焊口数量
6
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥165mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥275mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
xxxx工程公司
热处理工艺卡
工程名称
部件名称
后烟井集箱
编制日期
工艺卡号
WJ-2009-3
母材1
20G
母材2
20G
规格
Φ324×55
焊口数量
4
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥165mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥275mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
包复下集箱连接管
编制日期
工艺卡号
WJ-2009-4
母材1
SA106B
母材2
SA106B
规格
Φ324×60
焊口数量
6
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥190mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥320mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
末过管组
编制日期
工艺卡号
WJ-2009-5
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ51×8.5
焊口数量
324
焊丝材质
TIG-R31
焊条材质
/
坡口形式
V
焊接方法
GTAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
B
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥65mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥85mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
下降总管B
编制日期
工艺卡号
WJ-2009-6
母材1
SA106B
母材2
SA106B
规格
Φ406×41
焊口数量
6
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥150mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥250mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
末级再热器
编制日期
2009/5/15
工艺卡号
WJ-2009-7
母材1
SA213-T91
母材2
SA213-T91
规格
Φ63×4
焊口数量
180
焊丝材质
MTS3
焊条材质
/
坡口形式
V
焊接方法
GTAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
B
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥50mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥80mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
下降总管C
编制日期
2009/8/8
工艺卡号
WJ-2009-8
母材1
SA106B
母材2
SA106B
规格
Φ273×32
焊口数量
18
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥120mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥260mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
下水包
编制日期
工艺卡号
WJ-2009-9
母材1
15NiCuMoNb5
母材2
15NiCuMoNb5
规格
Φ838×62
焊口数量
4
焊丝材质
UNIONIMO
焊条材质
3KNi
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥220mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥320mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
屏再至末再连通管
编制日期
工艺卡号
WJ-2009-10
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ508×20
焊口数量
6
焊丝材质
TIG-R31
焊条材质
R317
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥70mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥170mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
手孔
编制日期
工艺卡号
WJ-2009-11
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ133×16
焊口数量
23
焊丝材质
TIG-R31
焊条材质
R317
坡口形式
V
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
B
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥65mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥165mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
手孔
编制日期
工艺卡号
WJ-2009-12
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ108×10
焊口数量
4
焊丝材质
TIG-R31
焊条材质
R317
坡口形式
V
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
B
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥65mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥165mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
后屏过热器管屏C
编制日期
工艺卡号
WJ-2009-13
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ54×8.5
焊口数量
80
焊丝材质
TIG-R31
焊条材质
/
坡口形式
V
焊接方法
GTAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
B
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥65mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥165mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
后屏过热器管屏E
编制日期
工艺卡号
WJ-2009-14
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ51×8.5
焊口数量
80
焊丝材质
TIG-R31
焊条材质
/
坡口形式
V
焊接方法
GTAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
B
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥65mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥165mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
后屏过热器管屏F
编制日期
工艺卡号
WJ-2009-15
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ60×8.5
焊口数量
20
焊丝材质
TIG-R31
焊条材质
/
坡口形式
V
焊接方法
GTAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
B
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥65mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥165mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
分隔屏至后屏定位管
编制日期
工艺卡号
WJ-2009-16
母材1
12Gr1MoV
母材2
12Gr1MoV
规格
Φ60×8.5
焊口数量
4
焊丝材质
TIG-R31
焊条材质
/
坡口形式
V
焊接方法
GTAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
B
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥65mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥165mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
侧包至前包连通管
编制日期
工艺卡号
WJ-2009-17
母材1
SA106B
母材2
SA106B
规格
Φ273×35
焊口数量
1
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥120mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥220mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
侧包至前包连通管
编制日期
工艺卡号
WJ-2009-18
母材1
SA106B
母材2
SA106B
规格
Φ324×35
焊口数量
3
焊丝材质
TIG-J50
焊条材质
J507
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥180mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥280mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
低过至分隔屏连通
编制日期
工艺卡号
WJ-2009-19
母材1
12Cr1MoV
母材2
12Cr1MoV
规格
Φ610×60
焊口数量
4
焊丝材质
TIG-R31
焊条材质
R317
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥200mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥300mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
分隔屏进口连接管
编制日期
工艺卡号
WJ-2009-20
母材1
12Cr1MoV
母材2
12Cr1MoV
规格
Φ406×40
焊口数量
2
焊丝材质
TIG-R31
焊条材质
R317
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥130mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥230mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
分隔屏至后屏
编制日期
工艺卡号
WJ-2009-21
母材1
12Cr1MoV
母材2
12Cr1MoV
规格
Φ406×45
焊口数量
4
焊丝材质
TIG-R31
焊条材质
R317
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥140mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥250mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
后屏至末过连接管
编制日期
工艺卡号
WJ-2009-22
母材1
12Cr1MoV
母材2
12Cr1MoV
规格
Φ610×75
焊口数量
4
焊丝材质
TIG-R31
焊条材质
R317
坡口形式
U
焊接方法
GTAW/SMAW
选用范围
火力发电厂焊接技术规程DL/T869-2004、火力发电厂焊接技术规程DL/T819-2002
预热方式
A
A:
电加热
B:
火焰加热
C:
感应加热
加热宽度
从焊缝中心起每侧≥230mm
热处理方式
A
保温宽度
从焊缝中心起每侧≥340mm
热电偶类型
B
A:
瓷套管B:
铠装式(分度号:
K)
热电偶固定方式
A
A:
铁丝绑扎B:
电焊固定C:
螺母固定
选用设备
DWK-360
记录仪型号
EH12点式、ER6点式
注
编制:
审核:
审核日期:
热处理工艺卡
工程名称
部件名称
末再出口管道
编制日期
工艺卡号
WJ-2009-23
母材1
12Cr1MoV
母材2
12Cr1MoV
规格
Φ5
 升级会员
升级会员 