二段转化炉检验要求.docx
《二段转化炉检验要求.docx》由会员分享,可在线阅读,更多相关《二段转化炉检验要求.docx(17页珍藏版)》请在冰豆网上搜索。
二段转化炉检验要求
二段转化炉检验要求
1.产品图号:
XN50-0385-1产品编号:
04R-1013
主制单位:
铆二分厂容器类别:
Ⅲ类
2.满足以下规定:
2.1产品施工图(图号:
XN50-0385-1)。
2.2二段转化炉买卖合同(编号:
04民1013)。
2.3二段转化炉技术附件(编号:
04民1013)。
2.4产品工艺方案(编号:
FR22004-13)
2.5焊接工艺规程(编号:
FR22004-083)。
2.6上述文件引用的“规程”、“标准”、技术条件等文件。
3.二段转化炉主要受压元件材料及焊材。
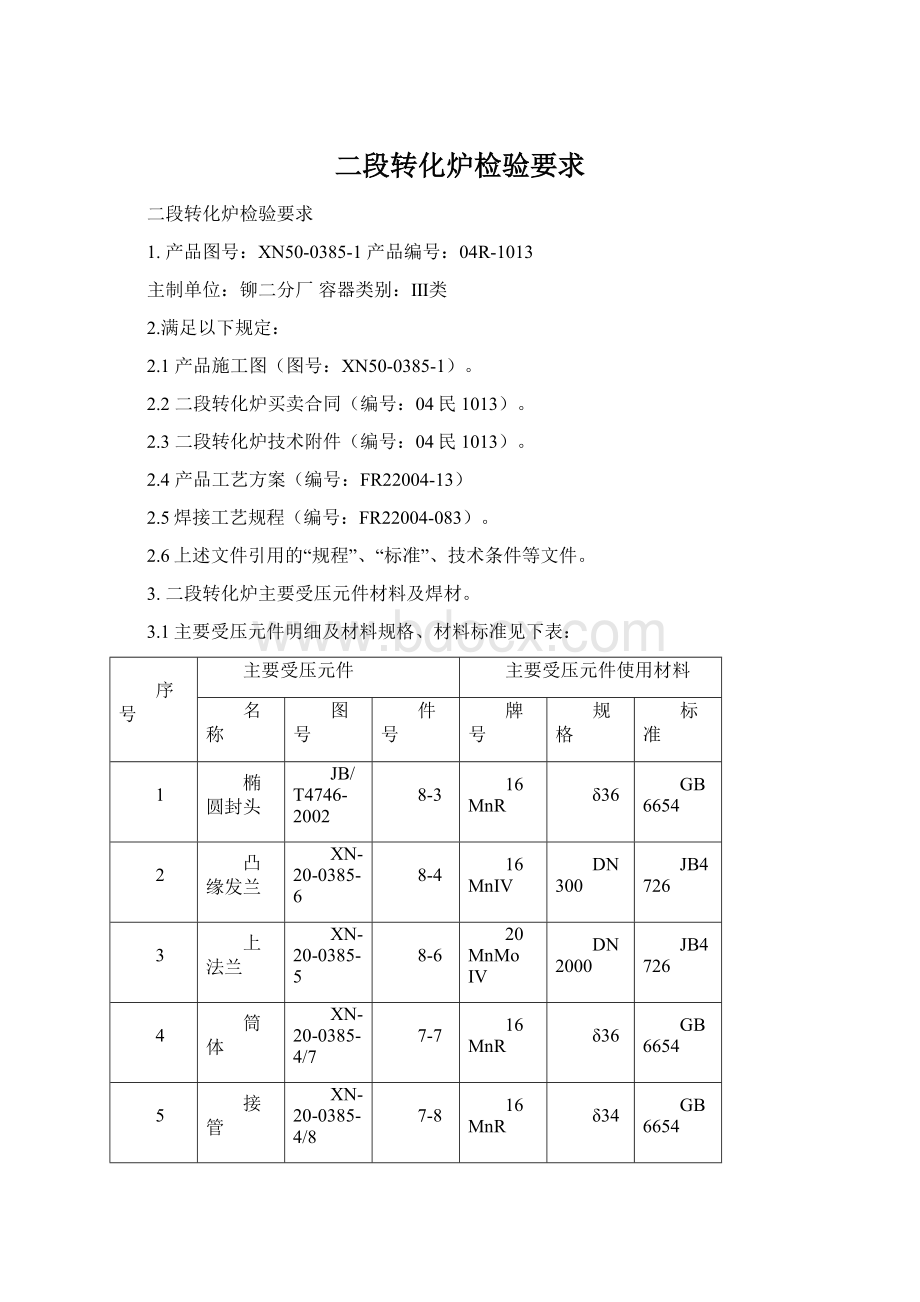
3.1主要受压元件明细及材料规格、材料标准见下表:
序号
主要受压元件
主要受压元件使用材料
名称
图号
件号
牌号
规格
标准
1
椭圆封头
JB/T4746-2002
8-3
16MnR
δ36
GB6654
2
凸缘发兰
XN-20-0385-6
8-4
16MnⅣ
DN300
JB4726
3
上法兰
XN-20-0385-5
8-6
20MnMoⅣ
DN2000
JB4726
4
筒体
XN-20-0385-4/7
7-7
16MnR
δ36
GB6654
5
接管
XN-20-0385-4/8
7-8
16MnR
δ34
GB6654
6
加强管
XN-20-0385-6
7-9
16MnR
δ52
GB6654
7
下法兰
XN-20-0385-5
7-10
20MnMoⅣ
DN2000
JB4726
8
锥体过渡段短节
XN-20-0385-4/11
7-11
16MnR
δ75
GB6654
9
锥壳
XN-20-0385-4/12
7-12
16MnR
δ75
GB6654
10
螺柱M56
GB/T4707-2000
10
35CrMoⅢ
锻件
JB4726
11
螺母M56
GB/T6170-2000
11
30CrMoⅢ
锻件
JB4726
3.2主要受压元件材料复验要求:
3.2.1:
16MnR钢板:
按GB6654-1996验收,正火状态交货,逐张进行UT检测,满足JB4730-94Ⅱ级(技术协议规定Ⅲ级,图样规定Ⅱ级,执行严的);逐张钢板复验力学性能及化学成分,还要复验UT检测。
力学性能样坯按GB150-1998第4.2.4条规定。
3.2.216MnⅣ和20MnMoⅣ锻件:
按JB4726-2000验收,复验力学性能及化学成分。
3.2.335CrMoⅢ和30CrMoⅢ锻件:
按JB4726-2000验收,复验化学成分。
3.3.焊接材料(焊接工艺规定)牌号、规格、标准。
焊条:
ENiCrFe-3Φ5.0标准:
AWSA5.11《镍和镍基合金手
工电焊条》。
J507Φ4.0、Φ5.0符合GB/T5117-1995;型号:
E5015。
J557Φ4.0符合GB/T5118-1995;型号:
E5515-G。
(其中C≤0.12;Mn≤1.00;Si0.3~0.7;
S≤0.015;P≤0.025)。
焊丝:
H10Mn2Φ4.0符合GB/T14957-1994《熔化焊用钢丝》。
H08MnMoAΦ4.0符合GB/T14957-1994《熔化焊用钢丝》。
E71T-1Φ1.2标准:
AWSA5.20《碳钢弧焊药焊丝》。
3.4由于技术协议书附录四规定:
锚固件合格证及材料合格证也要提供给用户,因此,外包件检验员要将以下的外包件的入厂编号提供给铆二检验员,供写质量证明书用。
锚固件合格证及材料合格证送给我审查并复印。
序号
锚固件
锚固件使用材料
名称
图号
件号
牌号
规格
入厂编号
1
Ⅱ型短T型钉
XN-20-0385-2/1-5
1-5
Incoloy
800H
L=160
2
Ⅱ型长T型钉
XN-20-0385-2/1-6
1-6
Incoloy
800H
L=360
3
y型锚固钉
XN-20-0385-3/8-2
8-2
Incoloy
800H
L=500
4
y型锚固钉
XN-20-0385-3/8-7
8-7
Incoloy
800H
L=600
注意:
序号2的Ⅱ型长T型钉,XN-20-0385-2图中件号1-6的备注规定L=360,而XN-20-0385-2/1-6图中长度为320,按L=360验收,若不符合,打不合格单。
4.检验记录。
除我新设计的记录表外,均用辽表。
新设计的记录表如下:
1产品主要另件使用材料一览表。
每台产品打出一张,水压前要填好,送给我,我再打出最后的材料一览表,检验员再盖印,这期间,我将调出材质单复印。
2由于封头采用JB4746标准,因此用新表记录,即:
封头检查记
录(辽7-12)用新设计的“封头检查记录(辽7-12改)”代替。
a)封头“超声波测厚报告”填写规定:
用辽7-13表。
检测点实测值可按下格式;
角度
检测点
1
2
3
4
5
00
900
1800
2700
b)示意图可按JB4746标准图5规定的图形。
3外观及几何尺寸检验报告(辽7-9)用新设计的“主要部件外观及几何尺寸检验报告(辽7-9改)代替。
4产品质量证明书(辽7-9)用产品质量证明书(辽7-9改)代替。
5.出厂质量证明文件:
产品全部验收合格后,出具质量证明文件,检验部门提供资料名细如下(不含技术部门、生产部门应提供的资料):
1)产品质量证明文件(产品合格证、质量证明书、监检证书):
正本1套。
2)主要另件材料、焊接材料合格证及复验报告复印件1套(技术协议书附录四规定:
锚固件材料合格证也要。
3)封头的正火报告及试板性能报告和螺柱、螺母的性能报告也要提供给用户。
4)竣工图:
有技术部提供,检验部门订在产品质量证明文件后面。
王延生12/7/2004
压力容器辽7-5改
产品质量证明书
本产品供货范围:
1.垫片(图号:
XN50-0385-9)中件号10,数量:
3件。
2.筒体衬里(图号:
XN50-0385-2)中件号1-5、1-6,数量:
377件。
3.上壳体(图号:
XN50-0385-3)中件号8-2、8-3、8-4、8-5、8-6、
8-7、8-13。
4.下壳体(图号:
XN50-0385-4)中件号7-7、7-8、7-9、7-10、7-11、7-12、7-13、7-14。
5.螺柱(图号:
XN50-0385-1)中件号11,数量:
50件。
6.螺母(图号:
XN50-0385-1)中件号112,数量:
100件。
订货单位
产品名称
产品编号
产品图号
质量检验处(科)印章
质量检验处(科)长签章
检验责任师签章
制造单位
外观及几何尺寸检验报告辽7-9改
产品名称
图号
规格型号
产品编号
二段转化炉
XN50-0385-1
04R1013
序号
检查项目
规定值
实测值
检查结果
上壳体(图号:
XN50-0385-3),件号8
1
壳体高度
900
□合格
2
壳体(法兰)内径
Φ2000
□合格
3
封头厚度
δ36
□合格
4
封头内表面形状偏差
外凸≤25
□合格
5
封头直边纵向皱折深度
0
□合格
6
B类焊缝最大错边量
□合格
7
B类焊缝最大棱角度
□合格
8
焊缝最大咬边深度
0
□合格
9
焊缝外观质量
□符合有关标准
□符合
□合格
10
角焊缝质量
□符合有关标准
□符合
□合格
11
法兰面垂直于壳体
□符合有关标准
□符合
□合格
12
法兰密封面质量
□符合有关标准
□符合
□合格
13
法兰螺栓孔与设备主轴中心线位置
跨中
□跨中
□合格
14
附件位置及尺寸
□符合图样
□符合
□合格
15
容器内外表面质量
□符合有关标准
□符合
□合格
下壳体(图号:
XN50-0385-4),件号7
1
壳体高度
4377
□合格
2
壳体(法兰、过渡段)内径
Φ2000
□合格
3
壳体(过渡段)厚度
δ36,δ75
□合格
4
锥壳厚度
δ75
□合格
5
锥壳高度
1835+25
□合格
6
A类焊缝最大错边量
□合格
7
A类焊缝最大棱角度
□合格
8
B类焊缝最大错边量
□合格
9
B类焊缝最大棱角度
□合格
10
焊缝最大咬边深度
0
□合格
11
焊缝外观质量
□符合有关标准
□符合
□合格
12
法兰面垂直于壳体
□符合有关标准
□符合
□合格
13
法兰密封面质量
□符合有关标准
□符合
□合格
14
法兰螺栓孔与设备主轴中心线位置
跨中
□跨中
□合格
结论:
检验责任师:
检验员:
年月日
封头检查记录辽7-12改
产品名称
二段转化炉
产品图号
XN50-0385-1
产品编号
04R1013
封头件号
件
封头规格
DN×
材料牌号
封头型式
椭圆形、碟形、球冠形、折边锥形
材料代用单编号
单位:
mm
工序
检查项目
规定值
实测值
检查
结果
操作者
检查员
日期
下料
封头编号
应填写封头编号
□合格
封头材料编号
应填写材料编号
□合格
毛坯展开直径
Ф
Ф
□合格
封头毛坯厚度
δ
δ
□合格
拼板
焊缝编号
□合格
坡口型式、角度
符合工艺
□符合
□合格
施焊质量
见施焊记录
□有
□合格
焊缝外观质量
见焊检记录
□有
□合格
对口错边量mm
≤0.1δS,且≤1.5
□合格
焊缝余高
打磨与母材齐平
□齐平
□合格
外协成形
外协单位
应填写外协单位
□合格
合格证和监检证书
审查合格
□符合
□合格
成形方式
□符合
□合格
内外表面质量
符合相应标准
□合格
□合格
封头最小厚度
见测厚报告
□有
□合格
无损探伤
拼板焊缝无损检测
见无损检测报告
□有
□合格
端部切边加工
直边倾斜度
向外
□合格
向里
□合格
直边部分圆度公差
≤%DI且≤25
□合格
外圆周长或内直径
□合格
直边高度h
25+2.5-1.25或40+4-2
□合格
直边纵向皱折
无
□合格
总深度(总高度)
□合格
内表面形状公差
外凸
≤1.25%DI
□合格
内凹
≤0.625%DI
□合格
过渡段转角内半径
≥R
□符合
□合格
端部坡口型式角度
符合工艺
□符合
□合格
结论:
检查员:
年月日
产品主要另件使用材料一览表辽7-6改第1页
产品名称
二段转化炉
产品图号
XN50-0385-1
产品编号
04R1013
规格型号
mm
序号
主要另件
主要另件使用材料
名称
图号
件号
牌号
规格
入厂编号
1
Ⅱ型短T型钉
XN-20-0385-2/1-5
1-5
Incoloy
800H
L=160
2
Ⅱ型长T型钉
XN-20-0385-2/1-6
1-6
Incoloy
800H
L=360
3
筒体
XN-20-0385-2/7
7-7
16MnR
δ36
4
接管
XN-20-0385-4/8
7-8
16MnR
δ34
5
加强管
XN-20-0385-6
7-9
16MnR
δ52
6
下法兰
XN-20-0385-5
7-10
20MnMoⅣ
DN2000
7
锥体过渡段短节
XN-20-0385-4/11
7-11
16MnR
δ75
8
锥壳
XN-20-0385-4/12
7-12
16MnR
δ75
9
y型锚固钉
XN-20-0385-3/8-2
8-2
Incoloy
800H
L=500
10
椭圆封头
JB/T4746-2002
8-3
16MnR
δ36
11
凸缘发兰
XN-20-0385-6
8-4
16MnⅣ
DN300
12
上法兰
XN-20-0385-5
8-6
20MnMoⅣ
DN2000
13
y型锚固钉
XN-20-0385-3/8-7
8-7
Incoloy
800H
L=600
14
螺柱M56
GB/T4707-2000
10
35CrMoⅢ
锻件
15
螺母M56
GB/T6170-2000
11
30CrMoⅢ
锻件
注:
主要另件使用材料的材质单及复验报告(必要时)附后。
审核人:
检验员:
年月日
产品主要另件使用材料一览表辽7-6改第2页
产品名称
二段转化炉
产品图号
XN50-0385-1
产品编号
04R1013
规格型号
mm
序号
主要另件
主要另件使用材料
名称
图号
件号
牌号
规格
入厂编号
焊条
ENiCrFe-3
Φ5.0
焊条
J507
Φ4.0
焊条
J507
Φ5.0
焊条
J557
Φ4.0
焊丝
H10Mn2
Φ4.0
焊丝
H08MnMoA
Φ4.0
焊丝
E71T-1
Φ1.2
注:
主要另件使用材料的材质单及复验报告(必要时)附后。
审核人:
检验员:
年月日
二段转化炉原材料检验要求
1.产品图号:
XN50-0385-1产品编号:
04R-1013
主制单位:
铆二分厂容器类别:
Ⅲ类
2.二段转化炉主要受压元件材料及焊材。
2.1主要受压元件明细及材料规格、材料标准见下表:
序号
主要受压元件
主要受压元件使用材料
名称
图号
件号
牌号
规格
标准
1
椭圆封头
JB/T4746-2002
8-3
16MnR
δ36
GB6654
2
凸缘发兰
XN-20-0385-6
8-4
16MnⅣ
DN300
JB4726
3
上法兰
XN-20-0385-5
8-6
20MnMoⅣ
DN2000
JB4726
4
筒体
XN-20-0385-4/7
7-7
16MnR
δ36
GB6654
5
接管
XN-20-0385-4/8
7-8
16MnR
δ34
GB6654
6
加强管
XN-20-0385-6
7-9
16MnR
δ52
GB6654
7
下法兰
XN-20-0385-5
7-10
20MnMoⅣ
DN2000
JB4726
8
锥体过渡段短节
XN-20-0385-4/11
7-11
16MnR
δ75
GB6654
9
锥壳
XN-20-0385-4/12
7-12
16MnR
δ75
GB6654
10
螺柱M56
GB/T4707-2000
10
35CrMoⅢ
锻件
JB4726
11
螺母M56
GB/T6170-2000
11
30CrMoⅢ
锻件
JB4726
3.2主要受压元件材料复验要求:
3.2.1:
16MnR钢板:
按GB6654-1996验收,正火状态交货,逐张进行UT检测,满足JB4730-94Ⅱ级(技术协议规定Ⅲ级,图样规定Ⅱ级,执行严的);逐张钢板复验力学性能及化学成分,还要复验UT检测。
力学性能样坯按GB150-1998第4.2.4条规定。
3.2.216MnⅣ和20MnMoⅣ锻件:
按JB4726-2000验收,复验力学性能及化学成分。
3.2.335CrMoⅢ和30CrMoⅢ锻件:
按JB4726-2000验收,复验化学成分。
3.3.焊接材料(焊接工艺规定)牌号、规格、标准。
焊条:
ENiCrFe-3Φ5.0标准:
AWSA5.11《镍和镍基合金手
工电焊条》。
J507Φ4.0、Φ5.0符合GB/T5117-1995;型号:
E5015。
J557Φ4.0符合GB/T5118-1995;型号:
E5515-G。
(其中C≤0.12;Mn≤1.00;Si0.3~0.7;
S≤0.015;P≤0.025)。
焊丝:
H10Mn2Φ4.0符合GB/T14957-1994《熔化焊用钢丝》。
H08MnMoAΦ4.0符合GB/T14957-1994《熔化焊用钢丝》。
E71T-1Φ1.2标准:
AWSA5.20《碳钢弧焊药焊丝》。
王延生13/7/2004
二段转化炉外协件检验要求
产品图号:
XN50-0385-1产品编号:
04R-1013
主制单位:
铆二分厂容器类别:
Ⅲ类
由于技术协议书附录四规定:
锚固件合格证及材料合格证也要提供给用户,因此,外包件检验员要将以下的外包件的入厂编号提供给铆二检验员,供写质量证明书用。
锚固件合格证及材料合格证送给我审查并复印。
序号
锚固件
锚固件使用材料
名称
图号
件号
牌号
规格
入厂编号
1
Ⅱ型短T型钉
XN-20-0385-2/1-5
1-5
Incoloy
800H
L=160
2
Ⅱ型长T型钉
XN-20-0385-2/1-6
1-6
Incoloy
800H
L=360
3
y型锚固钉
XN-20-0385-3/8-2
8-2
Incoloy
800H
L=500
4
y型锚固钉
XN-20-0385-3/8-7
8-7
Incoloy
800H
L=600
注意:
序号2的Ⅱ型长T型钉,XN-20-0385-2图中件号1-6的备注规定L=360,而XN-20-0385-2/1-6图中长度为320,按L=360验收,若不符合,打不合格单。
王延生13/7/2004
 升级会员
升级会员 