表面安装PCB设计工艺简析doc 13.docx
《表面安装PCB设计工艺简析doc 13.docx》由会员分享,可在线阅读,更多相关《表面安装PCB设计工艺简析doc 13.docx(9页珍藏版)》请在冰豆网上搜索。
表面安装PCB设计工艺简析doc13
表面安装PCB设计工艺简析****
烽火通信股份有限公司 鲜飞
摘 要表面安装技术在许多电子产品的生产制造中被大量采用,本文就表面安装PCB设计时需考虑的一些制造工艺性问题进行了阐述,给SMT设计人员提供一个参考。
关键词印制板基准标志导通孔波峰焊再流焊可测性设计
以前的电子产品,“插件+手焊”是PCB板的基本工艺过程,因而对PCB板的设计要求也十分单纯,随着表面安装技术的引入,制造工艺逐步溶于设计技术之中,对PCB板的设计要求就越来越苛刻,越来越需要统一化、规范化。
产品开发人员在设计之初除了要考虑电路原理设计的可行性,同时还要统筹考虑PCB的设计和板上布局、工艺工序流程的先后次序及合理安排。
本文结合作者多年的生产实践经验,对表面安装PCB设计中的制造工艺性问题进行了总结,提出来供广大设计人员参考。
一、焊接方式与PCB整体设计
再流焊几乎适用于所有贴装元件的焊接,波峰焊则只适用于焊接矩形片状元件、圆柱形元器件、SOT等和较小的SOP(管脚数少于28、脚间距1mm以上)。
鉴于生产的可操作性,PCB整体设计尽可能按以下顺序优化:
(1)单面混装,即在PCB单面布放贴片元件或插装元件。
(2)两面贴装,PCB单面或两面均布放贴片元件。
(3)双面混装,PCBA面布放贴装元件和插装元件,B面布放适合于波峰焊的贴片元件。
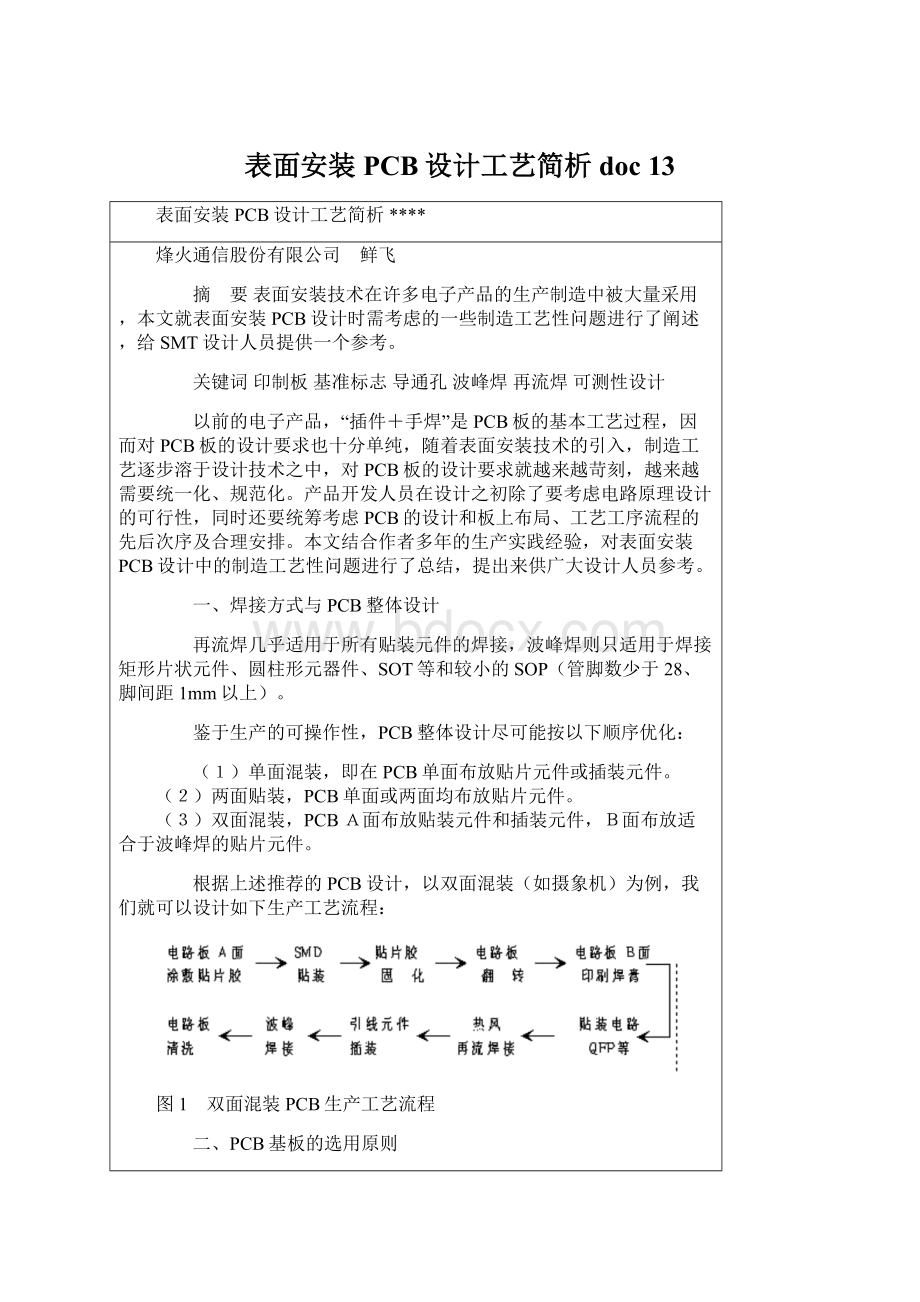
根据上述推荐的PCB设计,以双面混装(如摄象机)为例,我们就可以设计如下生产工艺流程:
图1 双面混装PCB生产工艺流程
二、PCB基板的选用原则
装载SMD的基板,根据SMD的装载形式,对基板的性能要求有以下几点:
外观要求:
基板外观应光滑平整,不可有翘曲或高低不平,基板表面不得出现裂纹,伤痕,锈斑等不良。
热膨胀系数的关系:
表面贴装元件的组装形态会由于基板受热后的胀缩应力对元件产生影响,如果热膨胀系数的不同。
这个应力会很大,造成元件接合部电极的剥离,降低产品的可靠性,一般元件尺寸小于3.2×1.6mm时,只遭受部分应力,尺寸大于3.2×1.6mm时,就必须注意这个问题。
导热系数的关系:
贴装与基板上的集成电路等期间,工作时的热量主要通过基板给予扩散,在贴装电路密集,发热量大时,基板必须具有高的导热系数。
耐热性的关系:
由于表面贴装工艺要求,一块基板至组装结束,可能会经过数次焊接过程,通常耐焊接热要达到260℃,10秒的要求。
铜箔的粘合强度:
表面贴装元件的焊区比原来带引线元件的焊区要小,因此要求基板与铜箔具有良好的粘合强度,一般要达到1.5kg/cm2以上。
弯曲强度:
基板贴装后,由其元件的质量和外力作用,会产生扰曲,这将给元件和接合点增加应力,或者使元件产生微裂,因此要求基板的抗弯强度要达到25kg/cm2以上。
电性能要求:
由于电路传输速度的高速化、要求基板的介电常数,介电正切要小,同时随着布线密度的提高,基板的绝缘性能要达到规定的要求。
基板对清洗剂的反应,在溶液中浸渍5分钟,其表面不产生任何不良,并具有良好的冲裁性。
基板的保存性与SMD的保管条件相同。
三、PCB外形及加工工艺的设计要求
PCB工艺夹持边:
在SMT生产过程中以及插件过波峰焊的过程中,PCB应留出一定的边缘便于设备夹持。
这个夹持边的范围应为5mm,在此范围内不允许布放元器件和焊盘。
定位孔设计:
为了保证印制板能准确、牢固地放置在表面安装设备的夹具上,需要设置一对定位孔定位孔的大小为5+0.1mm。
为了定位迅速,其中一个孔可以设计成椭圆形状。
在定位孔周围1mm范围内不能有元件。
PCB厚度:
从0.5mm-4mm,推荐采用1.6mm-2mm。
PCB缺槽:
印制板的一些边缘区域内不能有缺槽,以避免印制板定位或传感器检测时出现错误,具体位置会因设备的不同而有所变化。
拼板设计要求:
对PCB的拼板格式有以下几点要求:
(1)拼板的尺寸不可太大,也不可太小,应以制造、装配和测试过程中便于加工,不产生较大变形为宜。
(2)拼板的工艺夹持边和安装工艺孔应由印制板的制造和安装工艺来确定。
(3)每块拼板上应设计有基准标志,让机器将每块拼板当作单板看待。
(4)拼板可采用邮票版或双面对刻V型槽的分离技术。
在采用邮票版时,应注意搭边应均匀分布于每块拼板的四周,以避免焊接时由于印制板受力不均导致变形。
在采用双面对刻的V形槽时,V形槽深度应控制在板厚的1/6-1/8左右。
(5)设计双面贴装不进行波峰焊的印制板时,可采用双数拼板正反面各半,两面图形按相同的排列方式可以提高设备利用率(在中、小批量生产条件下设备投资可减半),节约生产准备费用和时间。
PCB板的翘曲度。
用于表面贴装的印制板,翘曲度一律要求小于0.0075mm/mm,具体如下:
上翘曲
≤0.5mm
下翘曲
≤1.2mm
表1 PCB容许的翘曲
四、PCB焊盘设计工艺要求
焊盘设计是PCB线路设计的极其关键部分,因为它确定了元器件在印制板上的焊接位置,而且对焊点的可靠性、焊接过程中可能出现的焊接缺陷、可清洗性、可测试性和检修量等起着显著作用。
阻焊膜设计时考虑的因素
(1)印制板上相应于各焊盘的阻焊膜的开口尺寸,其宽度和长度分别应比焊盘尺寸大0.05~0.25mm,具体情况视焊盘间距而定,目的是既要防止阻焊剂污染焊盘,又要避免焊膏印刷、焊接时的连印和连焊。
(2)阻焊膜的厚度不得大于焊盘的厚度
焊盘与印制导线
(1)减小印制导线连通焊盘处的宽度,除非手电荷容量、印制板加工极限等因素的限制,最大宽度应为0.4mm,或焊盘宽度的一半(以较小焊盘为准)。
(2)焊盘与较大面积的导电区如地、电源等平面相连时,应通过一长度较细的导电线路进行热隔离
(3)印制导线应避免呈一定角度与焊盘相连,只要可能,印制导线应从焊盘的长边的中心处与之相连。
导通孔布局
(1)避免在表面安装焊盘以内,或在距表面安装焊盘0.635mm以内设置导通孔。
如无法避免,须用阻焊剂将焊料流失通道阻断。
(2)作为测试支撑导通孔,在设计布局时,需充分考虑不同直径的探针,进行自动在线测试时的最小间距。
对于同一个元件,凡是对称使用的焊盘(如片状电阻、电容、SOIC、QFP等),设计时应严格保持其全面的对称性,即焊盘图形的形状与尺寸应完全一致。
以保证焊料熔融时,作用于元器件上所有焊点的表面张力能保持平衡(即其合力为零),以利于形成理想的焊点。
凡多引脚的元器件(如SOIC、QFP等),引脚焊盘之间的短接处不允许直通,应由焊盘加引出互连线之后再短接,以免产生桥接。
另外还应尽量避免在其焊盘之间穿越互连线(特别是细间距的引脚器件)凡穿越相邻焊盘之间的互连线,必须用阻焊膜对其加以遮隔。
焊盘内不允许印有字符和图形标记,标志符号离焊盘边缘距离应大于0.5mm。
凡无外引脚的器件的焊盘,其焊盘之间不允许有通孔,以保证清洗质量。
当采用波峰焊接工艺时,插引脚的通孔,一般比其引脚线径大0.05-0.3mm为宜,其焊盘的直径应大于孔径的3倍。
焊盘图形设计(见表2)
(1)片状元件焊盘图形设计
(2)SOP、QFP焊盘图形设计:
SOP、QFP焊盘尺寸没有标准计算公式,所以焊盘图形的设计相对困难。
引用松下公司的SOP、QFP焊盘图形设计标准参照执行,如表3所示。
表2 片状元件焊区尺寸
表3 SOP、QFP焊盘图形设计尺寸
五、元器件布局的要求
元器件布局要满足SMT生产工艺的要求。
由于设计所引起的产品质量问题在生产中是很难克服的;因此,PCB设计工程师要了解基本的SMT工艺特点,根据不同的工艺要求进行元器件布局设计,正确的设计可以焊接缺陷到最低。
在进行元器件布局时要考虑以下几点:
PCB上元器件分布应尽可能地均匀;大质量器件再流焊时热容量较大,因此,布局上过于集中容易造成局部温度低而导致假焊;
大型器件的四周要留一定的维修空隙(留出SMD返修设备加热头能够进行操作的尺寸);
功率器件应均匀地放置在PCB边缘或机箱内的通风位置上;
单面混装时,应把贴装和插装元器件布放在A面;采用双面再流焊混装时,应把大的贴装和插装元器件布放在A面,PCBA、B两面的大器件要尽量错开放置;采用A面再流焊,B面波焊混装时,应把大的贴装和插装元器件布放在A面(再流焊),适合于波峰焊的矩形、圆柱形片式元件、SOT和较小的SOP(引脚数小于28,引脚间距1mm以上)布放在B面(波峰焊接面)。
波峰焊接面上不能安放四边有引脚的器件,如,QEP、PLCC等;
波峰焊接面上元器件封装必须能承受260度以上温度并是全密封型的;
贵重的元器件不要布放在PCB的角、边缘,或靠近接插件、安装孔、槽、拼板的切割、豁口和拐角等处,以上这些位置是印制板的高应力区,容易造成焊点和元器件的开裂或裂纹。
波峰焊接元件的方向
所有的有极性的表面贴装元件在可能的时候都要以相同的方向放置。
在任何第二面要用波峰焊接的印制板装配上,在该面的元件首选的方向如图2所示。
使用这个首选方向是要使装配在退出焊锡波峰时得到的焊点质量最佳。
在排列元件方向时应尽量做到:
(1)所有无源元件要相互平行;
(2)所有SOIC要垂直于无源元件的长轴;
(3)SOIC和无源元件的较长轴要互相垂直;
(4)无源元件的长轴要垂直于板沿着波峰焊接机传送带的运动方向。
(5)当采用波峰焊接SOIC等多脚元件时,应于锡流方向最后两个(每边各1)焊脚处设置窃锡焊盘,防止连焊。
贴装元件方向的考虑
类型相似的元件应该以相同的方向排列在板上,使得元件的贴装、检查和焊接更容易。
还有,相似的元件类型应该尽可能接地在一起,如图3所示。
图2 波峰焊接应用中的元件方向
图3 相似元件的排列
在内存板上,所有的内存芯片都贴放在一个清晰界定的矩阵内,所有元件的第一脚在同一个方向。
这是在逻辑设计上实施的一个很好的设计方法,在逻辑设计中有许多在每个封装上有不同逻辑功能的相似元件类型。
在另一方面,模拟设计经常要求大量的各种元件类型,使得将类似的元件集中在一起颇为困难。
不管是否设计为内存的、一般逻辑的、或者模拟的,都推荐所有元件方向为第一脚方向相同。
六、基准点标记(FiducialMarks)制作的要求
为了精密地贴装元器件,可根据需要设计用于整块PCB的光学定位的一组图形(全局基准点),用于引脚数较多,引脚间距小的单个器件的光学定位图形(局部基准点),如图4所示。
若是拼板设计,则需要在每块面板上设计基准,让机器把每块面板当作单板看待,如图5所示。
图4 局部/全局基准点
图5 拼板/全局基准点
在设计基准点标记时要考虑以下因素:
基准标志常用图形有:
■●▲╋等,推荐采用的基准点标记是实心圆,直径1mm。
基准点标记最小的直径为0.5mm[0.020″]。
最大直径是3mm[0.120″]。
基准点标记不应该在同一块印制板上尺寸变化超过25微米[0.001″]。
基准点可以是裸铜、由清澈的防氧化涂层保护的裸铜、镀镍或镀锡、或焊锡涂层(热风均匀的)。
电镀或焊锡涂层的首选厚度为5-10微米[0.0002-0.0004″]。
焊锡涂层不应该超过25微米[0.001″]。
基准点标记的表面平整度应该在15微米[0.006″]之内。
在基准点标记周围,应该有一块没有其它电路特征或标记的空旷区(Clearance)。
空旷区的尺寸最好等于标记的直径,如图6所示。
基准点要距离印制板边缘至少5.0mm[0.200″](SMEMA的标准传输空隙,并满足最小的基准点空旷度要求。
当基准点标记与印制板的基质材料之间出现高对比度时可达到最佳的性能。
图6 推荐的空旷区
图7 测试点设计示例
七、可测性设计的考虑
SMT的可测性设计主要是针对目前ICT装备情况。
将后期产品制造的测试问题在电路和表面安装印制板SMB设计时就考虑进去。
提高可测性设计要考虑工艺设计和电气设计两个方面的要求。
工艺设计的要求
定位的精度、基板制造程序、基板的大小、探针的类型都是影响探测可靠性的因素。
(1)精确的定位孔。
在基板上设定精确的定位孔,定位孔误差应在±0.05mm以内,至少设置两个定位孔,且距离愈远愈好。
采用非金属化的定位孔,以减少焊锡镀层的增厚而不能达到公差要求。
如基板是整片制造后再分开测试,则定位孔就必须设在主板及各单独的基板上。
(2)测试点的直径不小于0.4mm,相邻测试点的间距最好在2.54mm以上,不要小于1.27mm。
(3)在测试面不能放置高度超过64mm的元器件,过高的元器件将引起在线测试夹具探针对测试点的接触不良。
(4)最好将测试点放置在元器件周围1.0mm以外,避免探针和元器件撞击损伤。
定位孔环状周围3.2mm以内,不可有元器件或测试点。
(5)测试点不可设置在PCB边缘5mm的范围内,这5mm的空间用以保证夹具夹持。
通常在输送带式的生产设备与SMT设备中也要求有同样的工艺。
(6)所有探测点最好镀锡或选用质地较软、易贯穿、不易氧化的金属传导物,以保证可靠接触,延长探针的使用寿命。
(7)测试点不可被阻焊剂或文字油墨覆盖,否则将会缩小测试点的接触面积,降低测试的可靠性。
电气设计的要求
(1)要求尽量将元件面的SMC/SMD的测试点通过过孔引到焊接面,过孔直径应大于1mm。
这样可使在线测试采用单面针床来进行测试,从而降低了在线测试成本。
(2)每个电气节点都必须有一个测试点,每个IC必须有POWER及GROUND的测试点,且尽可能接近此元器件,最好在距离IC2.54mm范围内。
(3)在电路的走线上设置测试点时,可将其宽度放大到40mil宽。
(4)将测试点均衡地分布在印制板上。
如果探针集中在某一区域时,较高的压力会使待测板或针床变形,进一步造成部分探针不能接触到测试点。
(5)电路板上的供电线路应分区域设置测试断点,以便于电源去耦电容或电路板上的其它元器件出现对电源短路时,查找故障点更为快捷准确。
设计断点时,应考虑恢复测试断点后的功率承载能力。
图7所示为测试点设计的一个示例。
通过延伸线在元器件引线附近设置测试焊盘或利用过孔焊盘测试节点,测试节点严禁选在元器件的焊点上,这种测试可能使虚焊节点在探针压力作用下挤压到理想位置,从而使虚焊故障被掩盖,发生所谓的“故障遮蔽效应”。
由于探针因定位误差引起的偏晃,可能使探针直接作用于元器件的端点或引脚上而造成元器件损坏。
八、结束语
PCB工艺设计在产品开发设计过程中虽不是最关键部分,但它对产品生产质量、生产效率等起着至关重要的作用。
若设计不当,SMT根本无法实施或生产效率很低。
因此,希望设计者务必注意本文所提出的几个要求,使得设计的印制板达到性能最佳、质量最优。
转载于《印制电路与贴装》2001年 第10期
 升级会员
升级会员 