双色模具设计025425.docx
《双色模具设计025425.docx》由会员分享,可在线阅读,更多相关《双色模具设计025425.docx(15页珍藏版)》请在冰豆网上搜索。
双色模具设计025425
双色模具设计
双色模具使用双色/双料注射机,可生产出两种胶料(硬胶为主,再加上软胶配合)及不同颜色的产品,特别适宜于成形有永久标记符合的各种按键。
其优点是:
同时成形缩短了生产周期,
提高生产效率。
1ARBURG520C注射机
现塑胶部拥有双色/双料注射设备为:
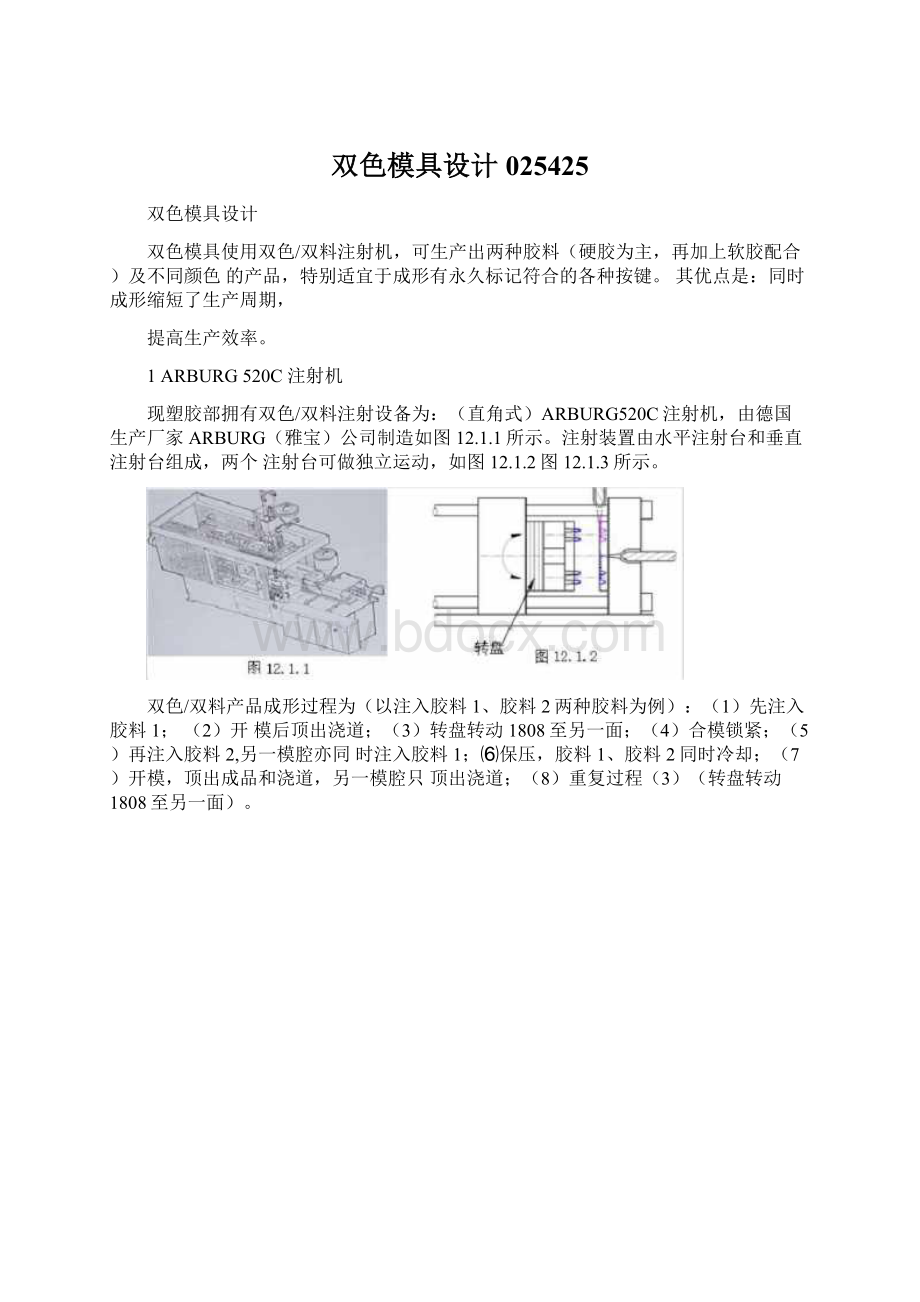
(直角式)ARBURG520C注射机,由德国生产厂家ARBURG(雅宝)公司制造如图12.1.1所示。
注射装置由水平注射台和垂直注射台组成,两个注射台可做独立运动,如图12.1.2图12.1.3所示。
双色/双料产品成形过程为(以注入胶料1、胶料2两种胶料为例):
(1)先注入胶料1;
(2)开模后顶出浇道;(3)转盘转动1808至另一面;(4)合模锁紧;(5)再注入胶料2,另一模腔亦同时注入胶料1;⑹保压,胶料1、胶料2同时冷却;(7)开模,顶出成品和浇道,另一模腔只顶出浇道;(8)重复过程(3)(转盘转动1808至另一面)。
图12.1,3
以下针对ARBURG520C注射机的相关参数说明如下。
1.1设备技术规格
(1)相关规格如下表:
项目
单位
参数
双色模特别参数
取大锁模力
吨n
204
最大合模力
吨
7.14
最大开模力
吨
5.1
最大开模行程(最小模厚时)
mm
650
最大容模宽度
mm
510
(参见12.2.2节)
最大容模咼度(最大模长)
mm
740
(参见12.2.2节)
最小容模厚度
mm
400
290(包括回转板)1
最大容模厚度
mm
945-X
830-X(包括回转板)
最大机板跨距
mm
950
格林柱间距
mm
520
动模最大重量
公斤
1000
最大顶出力
吨
6.7
顶杆最大行程
mm
225
理论熔胶体积(1#水平注射台)
cm3
353
理论熔胶体积(2#垂直注射台)
cm3
182
最大射胶量(PS)(1#水平注射台)
g
297
最大射胶量(PS)(2#垂直注射台)
g
153
注:
1)X表示模具所需求的最大开模行程,该机采用全液压直压式锁模;
2)参数项所列值均为未包括附加板(混合射嘴板或回转板);
3)双色模容模宽度、高度另见1222节及图1222所示。
(2)设备容模结构
U——
图1Z1.4尺寸,如图12.1.4所示。
(3)设备垂直注射
嘴与模具三种配合形式如图12.1.5所示;为方便加工,优先选用第一种形式
设备水平注射嘴与模具的配合,其模具唧嘴结构如图12.1.6图12.1.7所示
1.2回转板尺寸
回转板属于附加板,安装在动机板上,回转板结构尺寸如图12.1.8所示。
回转由抽芯机构
油压驱动,可做+/-1808转动,仅适用于双色/双料注射。
回转板上与模具配
模具底板上冷却水道、定位轴与回转板配合结构尺寸,如图12.1.11所示
图12.L11
1.3设备顶出结构
ARBURG520C注射机设有中心顶出,若实现双色/双料注射时所需的上下顶出,须在中心顶杆上加装上下顶出机构。
该(自制)顶出机构如图12.1.12所示。
附录1ARBURG520C注射机夹芯注射
ARBURG520C注射机既能双色/双料注射,还可注射夹芯胶件,即胶件内部填充与外层不同颜色或种类的胶料及迷彩外观。
当成形夹芯或迷彩色胶件时,附加板(混合射嘴板)安装在设备定机板上,两个射嘴经附加板上的混合射嘴,如图12.1.13所示,从模具的一个唧嘴入胶,适合于通常结构的模具;混合射嘴具有独立加热线圈。
外壳成形
夹芯咸形
图12;1.4
封闭浇口
夹芯注射原理如图12.1.4所示,分三段注射充满整个型腔。
第一段外壳成形部分填充量最大,溶胶填入型腔的绝大部分。
第二段则在第一段的基础上继续向型腔充胶,以夹芯料不外露为原则。
第三段填充量基本固定,只要封闭浇口部分即可。
目前塑胶部夹芯注射还存在一些缺陷无法克服,主要有胶件表面经常出现混色现象,浅色的
表面层不能完全遮盖深色的夹芯料,夹芯料填充不均匀,夹芯率不高约20%以下。
2模具结构
应用ARBURG520C注射机进行双色/双料注射,其模具结构说明如下。
2.1一般结构
双色/双料模具结构如图12.2.1所示。
模具结构与普通(单色料)模具相比,有下列特点:
(1)模具具有两组独立的顶出机构;
(2)垂直端注射,从模具分模面或(三板模)水口推板与前模板之间入浇,三板模如图12.2.6
所示;
(3)模具后模冷却由旋转板中间通入,再经模具底板引入后模;
(4)模具固定在旋转板上,需有定位销定位,并保证顶出杆准确对位;
(5)模具底板、方铁和垫板之间须有定位销连接定位;
(6)为使模具后模旋转1808后,前、后模配合良好,模具边钉和(三板模)水口边的位置尺寸须对称一致。
2.2注意要点
双色/双料模具设计与制造注意要点:
(1)为使模具装在回转板上能作回转运动,模具最大高、宽尺寸应保证在格林柱内切圆直径
&750mm范围内;当模具用压板固定于回转板上时,模具最大宽度为450mm,最大高度(长
度)为590mm;另外,也为满足模具定位和顶出孔位置尺寸的要求,模具最小宽度为300mm,
最小高度(长度)为400mm,如图12.2.2所示。
最大
(2)由于设备水平、垂直注射嘴端面为平面结构,模具唧嘴须满足平面接触,如图12.2.3所
示。
⑶注意保证模具定位和顶出的中心位置尺寸12060.02,如图12.2.1所示。
(4)双料注射模具,若两种胶料的收缩率不同,其模具型腔的缩放量也不一致;当进行第二次注射时,第一次成形的胶件已收缩,因此模具第二次成形的封胶面应为胶件实际尺寸,亦可减小(单边)0.03mm来控制封胶,如图12.2.4所示。
(5)
模具二次成形的前模型腔,注意避空非封胶配合面,避免夹伤、擦伤第一次注射已成形的胶件表面,如图12.2.4所示避免夹伤,又如图12.2.5所示避免擦伤。
(6)
避免两胶料接合端处锐角接合;当出现锐角接合时,因尖锐角热量散失多,不利于两胶料熔合,角位易脱开,如图12.2.6所示。
端角位角度大,
Polymer
AB
S
PA
6
PA6
6
P
c
C
PE-H
D
PE-L
D
PMM
A
POM
P
P
PS-G
P
PS-H
I
TPU
PVC-
W
PC-AB
S
SA
N
ABS
1
1
U
U
1
U
U
U
1
1
1
1
PA6
1
1
2
2
2
2
U
U
1
PA66
1
1
2
2
2
U
U
1
pc
1
2
1
U
U
2
U
U
U
1
1
1
1
PE-HD
U
2
2」
U
1
1
2
2
U
U
U
U
2
U
U
PE-LD
U
2
2
U
1
1
2
2
1
U
U
U
U
U
PMMA
1
2
2
2
1
2
U
U
1
1
POM
2
2
1
2
U
U
PP
U
2
2
U
U
1
2
2
1
U
U
U
2
U
U
PS-GP
U
U
u二
U1
U
U
U
U
U
1
1
U
2
U
U
PS-HI
U
U
uq
U
U
U
U
U
U
1
1
U
2
U
U
TPU
1
1
1
1
U
U
U
U
U
1
1
1
PVC-W
1
1
2
1
2
2
2
1
1
1
1
PC-AB
S
1
1
U
U
U
U
U
1
1
1
SAN
1
1
U
U
1
U
U
U
1
1
1
1
不別轉合图12.2.6
有利熔合
(7)胶件两种胶料的选择注意其接合效果,常用各胶料组合见下表。
注明:
(1)“为好的组合;“2为略微差的组合;“U为较差的组合
(2)其余空白为不好的组合。
2.3后模冷却方式
双色/双料模具的冷却,前模与普通(单色料)模具相同;而后模安装在回转板上,冷却水是由回转板中部引入。
冷却水进入后模方式通常有以下两种:
⑴如图1226所示,冷却水进入模具底板,通过引水柱进入垫板,再由垫板进入后模循环冷
(2)如图12.2.7所示,冷却水进入模具底板并从侧面引出,再经软管通入垫板,后进入后模型腔冷却
3模具示例
(1)如图12.3.1所示,模具成形胶件为双色料笔”模具前模采用哈夫结构如图12.3.2所示,由两组(每组四对)哈夫块组成;通过两组哈夫型腔的变化,来实现胶件内芯(硬胶)和旋转后外包胶料(软胶)的成形。
模具后模利用胶件两端斜顶机构如图12.3.3所示,使胶件第一次成形后固定在斜顶上,并旋转至另一组哈夫型腔内,二次成形后顶出胶件。
(2)如图12.3.4所示,模具为推板模,成形胶件是双色料按钮”模具内两组型腔后模相同,前模变化。
胶件第一次成形完成后留在后模上,顶出浇道;后模旋转1808,合入另一组前模,再完成胶件二次成形,推出胶件并顶出浇道。
(3)如图12.3.5所示,成形胶件圆盘壳”上有一个不同色料的圆环。
模具后模型腔都相同,前模有改变。
第一次成形后,浇道经水口板脱出;旋转1808二次成形,胶件顶针顶出,浇道水
口板脱出。
图12.3.5
 升级会员
升级会员 