数控铣加工中心(职教组)实操试题.pdf
《数控铣加工中心(职教组)实操试题.pdf》由会员分享,可在线阅读,更多相关《数控铣加工中心(职教组)实操试题.pdf(32页珍藏版)》请在冰豆网上搜索。
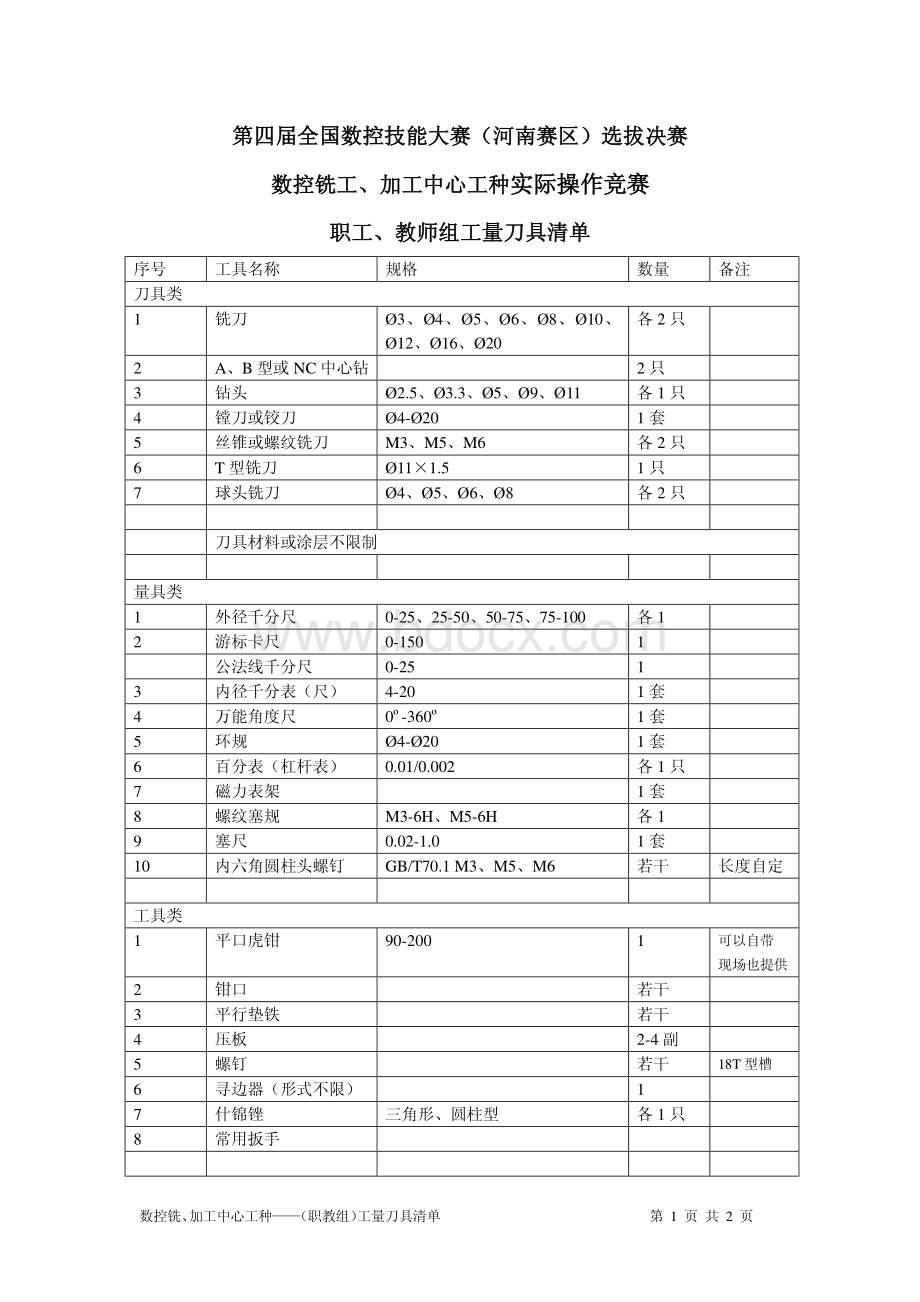
数控铣、加工中心工种(职教组)工量刀具清单第1页共2页第四届全国数控技能大赛(河南赛区)选拔决赛第四届全国数控技能大赛(河南赛区)选拔决赛数控铣工、加工中心工种数控铣工、加工中心工种实际操作竞赛实际操作竞赛职工、教师组工量刀具清单职工、教师组工量刀具清单序号工具名称规格数量备注刀具类1铣刀3、4、5、6、8、10、12、16、20各2只2A、B型或NC中心钻2只3钻头2.5、3.3、5、9、11各1只4镗刀或铰刀4-201套5丝锥或螺纹铣刀M3、M5、M6各2只6T型铣刀111.51只7球头铣刀4、5、6、8各2只刀具材料或涂层不限制量具类1外径千分尺0-25、25-50、50-75、75-100各12游标卡尺0-1501公法线千分尺0-2513内径千分表(尺)4-201套4万能角度尺0-3601套5环规4-201套6百分表(杠杆表)0.01/0.002各1只7磁力表架1套8螺纹塞规M3-6H、M5-6H各19塞尺0.02-1.01套10内六角圆柱头螺钉GB/T70.1M3、M5、M6若干长度自定工具类1平口虎钳90-2001可以自带现场也提供2钳口若干3平行垫铁若干4压板2-4副5螺钉若干18T型槽6寻边器(形式不限)17什锦锉三角形、圆柱型各1只8常用扳手数控铣、加工中心工种(职教组)工量刀具清单第2页共2页刀柄类1铣夹头若干2钻夹头若干3攻丝夹头若干浮动式4镗头若干刀柄规格与标准:
BT40劳保用品1工作服1套2护目镜1注:
1、所有工、量、刀具选手自带,赛场不予提供2、赛场仅提供虎钳、虎钳扳手、装刀器、砂轮机820-0.21.61.63.20.025HH数量190.1260.1111序号2数控铣床、加工中心工种材料数量图号比例12A121:
1毛坯第四届全国数控技能大赛(河南赛区)选拔决赛职工、教师组SX(ZJ)-MAOPI数控铣床、加工中心工种数量图号比例1:
1第四届全国数控技能大赛(河南赛区)选拔决赛1套图号序号零件名称材料数量11123壳体上盖加工定额300minZJ-JGZX-01b职工、教师组组合件ZJ-JGZX-01aZJ-JGZX-01(35)(38)装配1装配2内六角圆柱头螺钉GB/T70.1M3862A12T42A12T412312AA500-0.240.14处670.1R40.28处R40.24处2-200.1700.170+0.10+0.034-12.5+0.1506-R30-0.156-M3-6H深5+10360.14-2.50.1R312处4-5-0.02-0.064-R276+0.10+0.0374+0.10-0.1580-0.1700-0.217+0.2+0.1A-A剖面旋转2+0.15+0.05BBB-B13+0.3+0.1SR380.1(4-10)250-0.12+0.10(2+0.10)14+0.2+0.160-0.180-0.1数控铣床、加工中心工种材料数量图号比例11:
1职工、教师组壳体技术条件:
1、未注尺寸0.12、未注表面粗糙度Ra1.63、未注圆角R30.54、锐边倒角0.245第四届全国数控技能大赛(河南赛区)选拔决赛4处6.46.43.2800-0.08744-R60-0.268778-R48+0.10(8+0.10)66+0.150ZJ-JGZX-01a2A12T4(17+0.2+0.1)4-0.02-0.05均布4-10+0.045+0.0214-R30.3根部R30.3AA70-0.02-0.06740-0.1360.1700.16-3.3+0.12-0.0676-0.02-0.062+0.206-5.5+0.20180-0.120-0.140-0.27+0.10670.054-200-0.10.545周边R30.14处4-R2+0.20均布2-200.056处4-R130-0.32-660-0.2A-A数控铣床、加工中心工种材料数量图号比例11:
1职工、教师组上盖技术条件:
1、未注尺寸0.12、未注表面粗糙度Ra1.63、未注圆角R30.54、锐边倒角0.245第四届全国数控技能大赛(河南赛区)选拔决赛800-0.08280.15400.156+0.10ZJ-JGZX-01b2A12T4深5+0.504-4+0.043+0.0214-10-0.021-0.045根部R0.5MAX一周数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-01第1页共6页第四届全国数控技能大赛(河南赛区)选拔决赛第四届全国数控技能大赛(河南赛区)选拔决赛数控铣、加工中心工种(职工、教师组)实际操作竞赛数控铣、加工中心工种(职工、教师组)实际操作竞赛ZJ-JGZX-01评分标准(总分100分)序号考核内容及要求配分评分标准检测结果扣分得分备注ZJ-JGZX-01a壳体一外形外形合格4要素完成得配分008.080+IT每超差0.01扣0.5分非曲面部位101.025+IT每超差0.01扣0.3分台阶708合格3要素完成得配分02.070+IT每超差0.01扣0.5分201.08+IT一处每超差0.01扣0.3分外部曲面成形5要素完成得配分两处1.015.074+IT每超差0.01扣0.3分008.080+IT每超差0.01扣0.5分曲面部位3Ra6.4Ra一处每降一级扣1分二球面方向4-045.0021.010+孔4要素完成得配分4-045.0021.010+IT一处每超差0.01扣0.5分3.01.013+IT一处每超差0.01扣0.5分11.01.067+IT每超差0.01扣0.5分21.01.077+15.0066+深1.008+行腔8要素完成得配分数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-01第2页共6页15.0066+IT每超差0.01扣0.5分1.01.077+IT每超差0.01扣0.5分1.008+IT每超差0.01扣0.5分4-R02.06+IT一处每超差0.01扣0.2分8-R2.02.04+IT一处每超差0.01扣0.2分1.01.038+SR球面8要素完成得配分1.002+IT每超差0.01扣0.5分1.01.038+SRIT每超差0.01扣1分Ra3.2Ra每降一级扣1分1.01.04+IT一处每超差0.01扣0.5分4处02.050+IT每超差0.01扣0.5分4-R2.02.04+IT一处每超差扣0.2分轮廓过度R3.03.03+IT一处每超差扣0.3分球面根部4处33.03.034+RIT一处每超差扣0.3分02.006.054交界处三三4-02.005.04轴方向1.003.076+1.003.070+1.0012+轮廓4要素完成得配分1.003.070+IT每超差0.01扣0.5分1.003.076+IT每超差0.01扣0.5分1.0012+IT每超差0.01扣0.5分11.01.024+RIT一处每超差扣0.5分1.01.074+1.01.068+01.06+轮廓6要素完成得配分1.01.074+IT每超差0.01扣0.5分1.01.068+IT每超差0.01扣0.5分201.06+IT每超差0.01扣0.5分数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-01第3页共6页1.01.03+RIT一处每超差扣0.1分12处015.036+RIT一处每超差扣0.2分6-M3-6H内螺纹4要素完成得配分6-M3-6HIT塞规检查每处不合格扣0.5分深5+1IT一处每超差0.01扣0.2分1.01.070+IT每超差0.01扣0.2分31.01.036+IT一处每超差0.01扣0.2分02.006.054筋8要素完成得配分4-02.006.05IT一处每超差0.01扣0.5分4-15.005.12+IT一处每超差0.01扣1分4-1.01.05.2+IT一处每超差0.01扣0.5分2.01.017+IT每超差0.01扣1分形腔内有残留扣3分42.01.014+IT每超差0.01扣1分形腔内有残留扣3分4-02.005.04圆柱4要素完成得配分4-02.005.04IT一处超差0.01扣0.5分2-200.1IT一处每超差0.01扣1分501.08+IT每超差0.01扣1分四其它0.20.145IT一处未加工扣0.1分Ra1.6Ra一处每降一级扣0.2分未列尺寸每超差一处扣0.2分畸形一处错误扣1分小计分数58ZJ-JGZX-01b上盖数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-01第4页共6页一一外形008.080+01.074+01.018+3008.080+IT每超差0.01扣0.5分01.018+IT每超差0.01扣1分101.074+IT每超差0.01扣1分二二十字凸台方向十字凸台501.0204+IT一处每超差0.01扣1分02.0662+IT一处每超差0.01扣1分03.0134RIT一处每件超差扣1分02.04+IT每超差0.01扣1分10.50.145一条边未加工扣0.1分16条4-021.0045.010圆台44-021.0045.010IT一处每超差0.01扣1分4处1.007+IT一处每超差0.01扣0.5分4处05.005.067+IT每超差0.01扣0.5分分度圆20.50.145一处未加工扣0.2分4处二二四方锥台方向四方锥台815.015.028+IT一处每超差0.01扣0.5分15.015.040+IT一处每超差0.01扣0.5分1.006+IT每超差0.01扣1分11.01.034+RIT一处每处超差扣0.5分数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-01第5页共6页4-043.0021.04+44-043.0021.04+IT一处每超差0.01扣1分2-05.005.020+IT一处每超差0.01扣0.5分2深5+0.5IT一处每处超差扣0.5分法兰连接孔56-2.005.5+IT一处每超差0.01扣0.5分深2.002+一处每超差0.5扣0.5分6处6-12.006.03.3+IT一处每超差0.01扣0.5分1.01.070+IT每超差0.01扣0.5分31.01.036+IT每超差0.01扣0.5分法兰台阶502.006.070IT一处超差0.01扣0.5分02.006.076IT每超差0.01扣0.5分01.02IT每超差0.01扣0.5分44-2.002+RIT一处每处超差扣0.2分四其它0.20.145IT一处未加工扣0.1分Ra1.6Ra一处每降一级扣0.2分未列尺寸每超差一处扣0.2分畸形一处错误扣1分小计分数34ZJ-JGZX-01组合件1装配12一处无法装配扣1分两个方向2组合件装配22一处无法装配扣0.5分四个方向数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-01第6页共6页3装配1时安装M3螺钉2一处无法安装扣0.2分配合件分数合计8注:
1、考核内容包含多项同一结构要素的,对于只完成其中之一完整结构的,按百分比记配分;2、结构要素未完整完成的不得分(完整性以设置的尺寸要素和形状特征判断,任一单项要素未完成即视为不完整);3、扣分最多扣至本考核内容最高配分;4、考核内容中的“其它”为单一扣分项,扣分最多扣至本零件得0分,不得出现负分数;5、畸形指与图纸形状不符的错误、失误性磕碰等现象,不包括未加工的形状;6、评分标准中尺寸如与图纸不符,以图纸中标注尺寸为准。
数控铣床、加工中心工种数量图号比例1:
1第四届全国数控技能大赛(河南赛区)选拔决赛1套图号序号零件名称材料数量11123壳体上盖加工定额300min职工、教师组组合件ZJ-JGZX-02bZJ-JGZX-02aZJ-JGZX-02内六角圆柱头螺钉6GB/T70.1M36(34)2A12T42A12T4123技术条件:
1、未注尺寸0.12、未注表面粗糙度Ra1.63、未注圆角R30.54、锐边倒角0.245数控铣床、加工中心工种材料数量图号比例11:
1职工、教师组壳体第四届全国数控技能大赛(河南赛区)选拔决赛2A12T4AAA-A旋转2+0.10曲面A780-0.2200-0.217+0.01906-R30-0.111.5+0.203.5+0.2013.5+0.2+0.17.5+0.2013.5+0.2+0.17.5+0.1504-R70-0.112+0.01806-M3-6H深5.5+1250-0.177+0.10+0.0367+0.10+0.0361447165750.83.2Z4.5+0.1077+0.20180120600300曲面A24066处800-0.0864+0.1010700-0.210(70)120180240300360604.50Z10.570剖面展开图曲面A展开图曲线正弦或余弦函数曲线10.5+0.2012.5+0.10ZJ-JGZX-02a数控铣床、加工中心工种材料数量图号比例11:
1职工、教师组上盖第四届全国数控技能大赛(河南赛区)选拔决赛35.5+0.1506处8.5+0.15012+0.020技术条件:
1、未注尺寸0.12、未注表面粗糙度Ra1.63、未注圆角R30.54、锐边倒角0.24543R1124+0.150120-0.15650-0.08R5.5+0.0402处20-0.11.50-0.12-R4.571613044AA1530-0.15119+0.1506+0.120SR156处8+0.01504-R3+0.1502467-0.02-0.04180-0.13.3+0.12-0.0690.15R11R123+0.104+0.10AA-A4-R2.5+0.5018+0.10A3:
1
(1)2A12T420+0.10ZJ-JGZX-02b77-0.02-0.067+0.1202-12-0.04-0.07数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-02第1页共7页第四届全国数控技能大赛(河南赛区)选拔决赛第四届全国数控技能大赛(河南赛区)选拔决赛数控铣、加工中心工种(职工、教师组)实际操作竞赛数控铣、加工中心工种(职工、教师组)实际操作竞赛ZJ-JGZX-02评分标准(总分100分)序号考核内容及要求配分评分标准检测结果扣分得分备注ZJ-JGZX-02a壳体一外形外形合格4要素完成得配分008.080+IT每超差0.01扣0.5分101.025+IT每超差0.01扣0.3分台阶7012.5合格3要素完成得配分02.070+IT每超差0.01扣0.5分21.05.12+IT一处每超差0.01扣0.3分扁2要素完成得配分32.078IT每超差0.05扣0.3分二余弦曲面凸轮方向余弦曲面凸轮8要素完成得配分2.0077+IT每超差0.01扣0.3分1.005.4+IT一处每超差0.01扣0.2分3处2.005.10+IT一处每超差0.01扣0.2分3处1Ra3.2Ra每降一级扣1分1.0064+-02.020形腔4要素完成得配分21.0064+IT每超差0.01扣0.3分数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-02第2页共7页02.020IT每超差0.01扣0.3分2.005.3+IT每超差0.01扣0.3分15.005.7+IT每超差0.01扣0.3分1.0064+-3处6mm筋形腔41.01.06+IT一处每超差0.01扣0.3分3处6mm筋宽度1.0064+IT每超差0.01扣0.1分02.020IT每超差0.01扣0.1分32.01.05.13+IT每超差0.01扣0.5分02.020中间未切开扣2分三三主视图1.003.077+1.003.067+1.002+轮廓4要素完成得配分1.003.067+IT每超差0.01扣0.5分1.003.077+IT每超差0.01扣0.5分11.0012+IT每超差0.01扣0.5分1.01.075+1.01.065+形腔6要素完成得配分1.01.075+IT每超差0.01扣0.5分1.01.065+IT每超差0.01扣0.3分2.005.7+IT每超差0.01扣0.3分2.005.11+IT每超差0.01扣0.3分201.036+RIT一处超差扣0.1分6-M3-6H内螺纹4要素完成得配分6-M3-6HIT塞规检查每处不合格扣0.5分深5.5+1IT一处每超差0.01扣0.2分1.01.071+IT每超差0.01扣0.2分31.01.061+IT一处每超差0.01扣0.2分数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-02第3页共7页2-018.0012+孔4要素完成得配分2-018.0012+IT一处每超差0.01扣0.3分41.01.044+IT每超差0.01扣0.2分1.0064+-3处6mm筋形腔6要素完成得配分1.01.06+IT一处每超差0.01扣0.3分3处6mm筋宽度1.0064+IT每超差0.01扣0.1分2.01.05.13+IT每超差0.01扣0.3分02.020中间未切开扣2分02.020IT每超差0.01扣0.2分1.0012+IT每超差0.01扣0.2分54-01.07RIT一处每超差0.01扣0.1分019.0017+孔3要素完成得配分019.0017+每超差0.005扣0.3分6Ra0.8每降一级扣1分10斜面3要素完成得配分106IT每超差1扣0.1分7100.1IT每超差0.01扣0.3分四其它0.20.145IT一处未加工扣0.1分Ra1.6Ra一处每降一级扣0.2分未列尺寸每超差一处扣0.2分畸形一处错误扣1分小计分数55ZJ-JGZX-02b上盖一一外形数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-02第4页共7页02.006.07701.018+外形3要素完成得配分02.006.077IT每超差0.01扣0.3分101.018+IT每超差0.01扣0.5分二二主视图主视图扇形腔3要素完成得配分30.1IT每超差0.01扣0.2分R120.1IT每超差0.01扣0.2分01.02IT每超差0.01扣0.2分015.012IT每超差0.01扣0.2分舌宽115.005.8+IT每超差0.01扣0.2分扇形腔2-04.007.012圆台015.008+孔4要素完成得配分2-04.007.012IT一处每超差0.01扣0.3分轴2-015.008+IT一处每超差0.01扣0.3分孔1.01.044+IT每超差0.01扣0.1分分度圆12.007+IT每超差0.01扣0.2分圆台高2306IT每超差1扣0.1分1.0020+孔及R110.1外轮廓3要素完成得配分1.0020+IT每超差0.01扣0.3分内孔1.004+IT每超差0.01扣0.2分孔深R110.1IT每超差0.01扣0.2分外圆1.003+IT每超差0.01扣0.3分端面尺寸3015.012IT每超差0.01扣0.1分舌宽02.0012+孔2要素完成得配分402.0012+IT每超差0.01扣0.3分数控铣、加工中心工种_职工教师_评分标准_图号ZJ-JGZX-02第5页共7页三三后视图SR150.1球面3要素完成得配分SR150.1IT每超差0.01扣0.5分样板检测1110.1IT每超差0.01扣0.2分球心位置008.065轮廓及形腔8要素完成得配分008.065IT每超差0.01扣0.3分12.006+IT每超差0.01扣0.3分外轮廓15.0024+IT每超差0.01扣0.2分缺口宽度01.02IT一处每超差0.01扣0.3分壁厚2处15.005.8+IT每超差0.01扣0.3分扇形腔深度01.05.1IT每超差0.01扣0.2分壁厚5处15.005.9+IT每超差0.01扣0.3分01.05.1壁厚形腔深度015.012IT每超差0.01扣0.1分舌宽1.01.011+RIT一处每处超差扣0.2分3处2-04.005.5+RIT一处每处超差扣0.2分内R2-1.01.05.4+RIT一处每处超差扣0.1分外R21.01.04+IT一处每超差0.01扣0.5分2处法兰连接孔3要素完成得配分6-15.005.5+IT一处每超差0.01扣0.2分沉孔深1.01.03+一处每超差0.5扣0.1分6处6-12.006.03.3+IT一处每超差0.01扣0.2分1.01.071+IT每超差0.01扣0.1分分度圆31.01.06
 升级会员
升级会员 