剪板开槽折弯时定额标准发布版剪板开槽折铆弯第1版.docx
《剪板开槽折弯时定额标准发布版剪板开槽折铆弯第1版.docx》由会员分享,可在线阅读,更多相关《剪板开槽折弯时定额标准发布版剪板开槽折铆弯第1版.docx(13页珍藏版)》请在冰豆网上搜索。
剪板开槽折弯时定额标准发布版剪板开槽折铆弯第1版
剪板、折弯、铆弯工时定额标准
前言:
为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时
便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1、一般类零件的结构剪板、折弯时间
1.1一般类零件的结构定义
一般类结构零件:
是指常规产品的(外表件有电器箱体、门、台板罩)等结构件零件
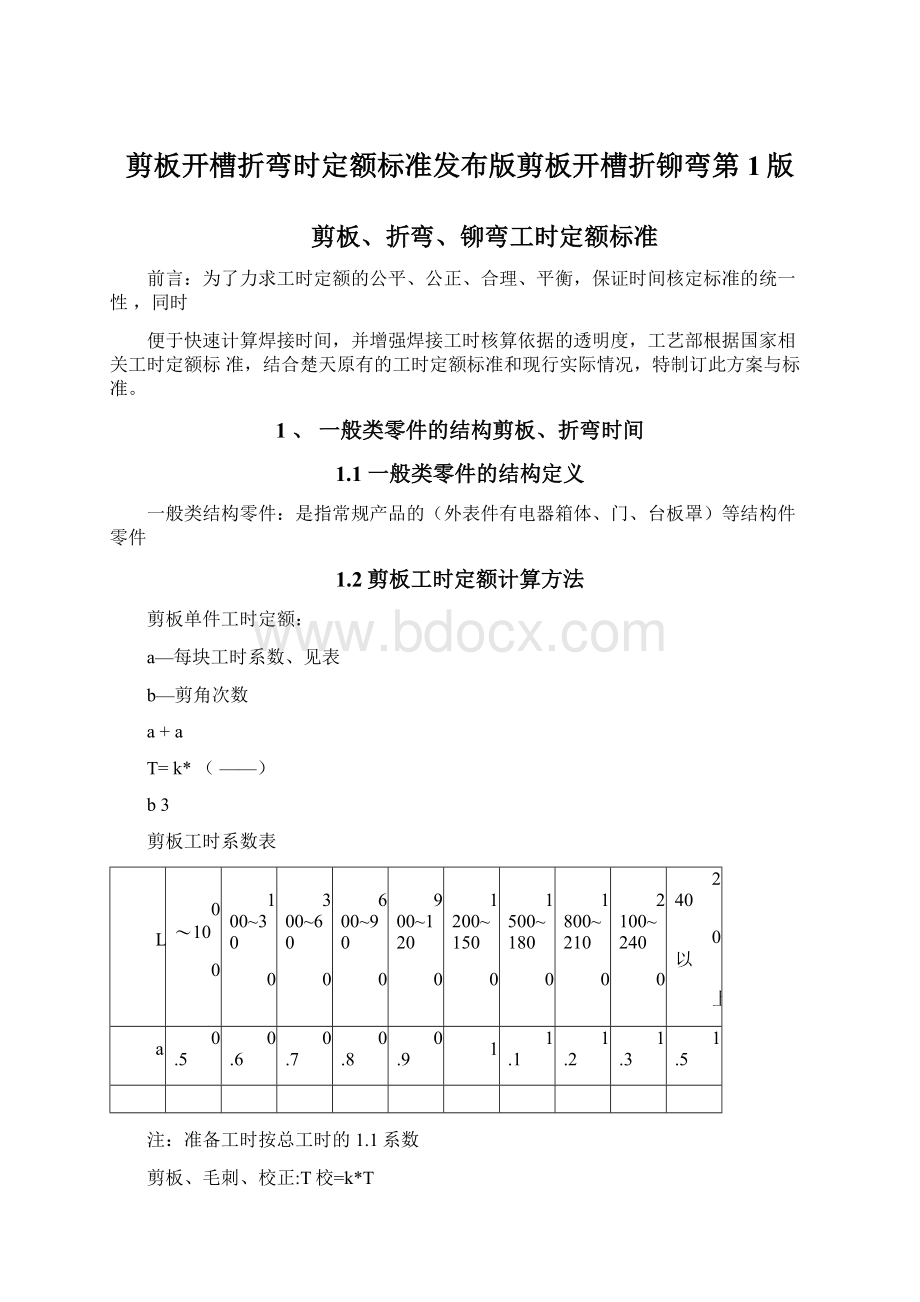
1.2剪板工时定额计算方法
剪板单件工时定额:
a—每块工时系数、见表
b—剪角次数
a+a
T=k*(——)
b3
剪板工时系数表
L
0〜10
0
100~30
0
300~60
0
600~90
0
900~120
0
1200~150
0
1500~180
0
1800~210
0
2100~240
0
240
0以
上
a
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
1.3
1.5
注:
准备工时按总工时的1.1系数
剪板、毛刺、校正:
T校=k*T
材料系数:
K=1.5
重量系数为:
B
重
量
0〜5kg
5~10kg
10~20kg
20~30kg
30~40k
g
40~50k
g
50~60k
g
60~70k
g
B
1
1.1
1.2
1.3
1.4
1.5
1.6
1.8
重
70~80k
80~90k
90~120k
120~150k
150~300kg以上
量
g
g
g
g
B
2
2.5
3
3.5
4.5
举例案例:
剪板单件工时厚度
:
t1,长度
500
(a0.7+b4X0.23)xk1.5=2.43
xB1.1
x
1.1=2.84
设为3分钟
剪板单件工时厚度
:
t1,长度
4000
(a1.5+b4x0.5)xk1.5=5.525
xb3
x
1.1=14
剪板单件工时厚度
:
t6,长度
4000
(a1.5+b4x0.5)xk1.5=5.525
xB4.5
x
1.1=25
1.3不锈钢碳钢材料剪板工时标准(见表1)
表1不锈钢碳钢材料剪板固定工时标准
板厚t
长+宽J
1
1.2
1.5
2
2.5
3
4
5
6
0
200
2
2
2
2
2
2
2
2
2
201
500
3
3
3
3
3
3
3
3
3
501
800
4
4
4
4
4
4
4
4
4
801
1000
4
4
4
4
4
4
4
4
4
1001
1500
5
5
5
5
5
5
5
6
6
1501
2000
6
6
6
6
6
7
7
9
9
2001
2500
8
8
8
9
9
9
11
12
13
2501
3000
11
11
11
11
11
13
13
14
15
3001
3500
13
13
13
15
15
15
17
17
18
3501
4000
14
14
14
19
19
19
21
22
25
1、表内为总工时,长宽各1刀,就高不就低2、单件小批量保底3分钟(按最终的结果),大批量的可以不保底;
1.4折弯工时定额计算方法
折弯系数表X材料系数表X准备工时系数表=1刀的工时折弯工时系数表
L
0~100
101~200
201~400
401~60
0
601~800
801~1000
1001~1200
1201~150
0
1501~180
0
1801~200
0
a
0.6
0.7
0.8
0.9
1
.1
1.2
1.3
1.4
L
2001〜220
2201~250
2501~300
3001~3500
3501~400
0
0
0
0
a
1.5
1.6
1.7
1.8
1.9
材料厚度系数表
t
1
1.2
1.5
2
3
4
5
6
8
10
12
b
1.3
1.5
1.6
1.8
1.9
准备工时系数表
t
1
1.2
1.5
2
3
4
5
6
8
10
12
c
1.2
1.4
1.5
1.8
2.5
举例案例:
折弯单件工时厚度:
t1,长度200a0.7Xb1.2Xc1.2=1分钟/刀
折弯单件工时厚度:
t1,长度4000a1.9Xb1.2Xc1.2=3分钟/刀
折弯单件工时厚度:
t5,长度4000a1.9Xb1.9Xc2.5=10分钟/刀
1.4不锈钢碳钢材料折弯工时标准(表
表2不锈钢碳钢材料折弯固定工时标准
板厚t
折弯长度J
1
1.2
1.5
2
3
4
5
6
8
10
12
1
100
1
1
1
1
1
2
2
2
2
2
2
101
200
1
1
1
2
2
2
2
2
2
2
2
201
400
1
2
2
2
2
2
2
3
3
3
3
401
600
2
2
2
2
2
2
2
3
3
4
4
601
800
2
2
2
2
2
2
2
3
3
4
4
801
1000
2
2
2
2
3
3
3
3
4
1001
1200
2
2
2
2
3
3
3
3
4
1201
1500
2
2
2
3
3
3
3
3
4
1501
1800
2
2
2
3
3
3
3
4
4
1801
2000
2
3
3
3
3
3
4
4
5
2001
2200
2
3
3
3
3
3
4
4
5
2201
2500
2
3
3
3
4
5
4
5
5
2501
3000
3
3
3
4
4
4
5
5
7
3001
3500
3
3
3
4
4
4
5
5
7
3501
4000
4
5
5
5
6
6
7
7
7
1、以上数据均为刨槽折弯数据
2、对于不刨槽折弯,1-5mm的板料,按照折弯刀数,增加每刀划线0.25min
时间
3、对于不刨槽折弯,5mm以上的板料,增加每刀划线0.5min时间.
注
4、折弯系数表(包括折弯操作与折弯后的工件校正的基数)^材料厚度系数表(包括调换上下模具
的基数)X准备工时系数表
(包括看图计算、手工编程序、上下行程调整的基数
)=折弯
1刀的工时
5、当
1-3mm板料相应以下宽度系数计算
释
'长1000
宽800
宽度对应折弯长度,按理论计算折弯刀数工时X
1.2折弯系数
>
长1500
宽1200宽度对应折弯长度,按理论计算折弯刀数工时X
1.3折弯系数
>
长2500
宽1500宽度对应折弯长度,按理论计算折弯刀数工时X
1.5折弯系数
6、当4-8mm
板料相应以下宽度系数计算
'长1000宽800宽度对应折弯长度,按理论计算折弯刀数工时X1.8折弯系数
'长1500宽1200宽度对应折弯长度,按理论计算折弯刀数工时X1.9折弯系数
>长2500宽1500宽度对应折弯长度,按理论计算折弯刀数工时X2.5折弯系数
图1:
举例案例:
折弯单件工时厚度:
t2长度X宽'长1000X8002分钟/刀X4刀=8分钟
按理论计算折弯刀数工时X1.2折弯系数=共计10分钟
图2:
举例案例:
折弯单件工时厚度:
t2长度X宽'长1000X8002分钟/刀X8刀=16分
钟按理论计算折弯刀数工时X1.2折弯系数=共计19分钟
1.6不锈钢碳钢材料刨槽工时标准(见表3)
表3不锈钢碳钢材料刨槽固定工时标准
板厚t
1.21.522.53
槽深及走刀次数
0.5(2刀)
0.75(3刀)
1(5刀)
1.25(8刀)
1.5(8刀)
刨槽长度J
1.2
1.5
2
2.5
3
0
200
2
2
2
3
3
201
500
2
2
2
3
3
501
800
2
2
2
3
3
801
1000
3
3
3
4
4
1001
1500
4
4
5
6
6
1501
2000
5
5
6
8
8
2001
2500
6
6
8
10
10
2501
3000
8
8
10
12
12
3001
3500
一
一
一
14
14
3501
4000
一
一
一
16
16
1、表中工时按每条槽计算;
2、一般向内折弯可考虑刨槽,向外折弯不需要;
3、接瓶盘之类可能藏污纳垢的零件不刨槽;
4、单件小批量保底3分钟,大批量的可以不保底;
1.7铆弯工时定额计算方法
铆弯系数表*材料厚度系数*准备工时系数表=1个弯边的工时铆弯工时系数表
L
0〜20
21~40
41~60
61~80
81~100
101~120
121~140
141~160
161~301
301~400
a
1.2
1.4
1.8
2
2.5
3
3.5
材料厚度系数表
t
3
4
5
6
8
10
12
16
18
20
b
1.8
1.9
2
2.5
3
3.5
4.5
5.5
准备工时系数表
t
3
4
5
6
8
10
12
16
18
20
c
1.8
2.5
3.5
1.8不锈钢碳钢材料铆弯工时标准(表4)
表4不锈钢碳钢板料铆弯固定工时标准
t板厚
铆弯长宽度
J
3
4
5
6
8
10
12
16
18
20
0
20
4
4
4
5
6
11
11
14
14
23
21
40
5
5
5
6
8
12
12
16
16
27
41
60
5
5
5
6
8
12
12
16
16
27
61
80
6
6
6
8
10
16
16
20
20
35
81
100
6
6
6
8
10
16
16
20
20
35
101
120
6
7
7
9
11
18
18
-一一
-一一
-一一
121
140
8
9
9
11
14
22
22
-一一
-一一
-一一
141
160
8
9
9
11
14
-一一
-一一
-一一
-一一
-一一
161
180
8
9
9
11
14
-一一
-一一
-一一
-一一
-一一
181
200
11
12
13
16
19
一
-一一
-一一
-一一
-一一
201
220
11
12
13
16
19
-一一
-一一
-一一
-一一
-一一
221
250
11
13
13
16
19
-一一
-一一
-一一
-一一
-一一
251
300
11
12
13
16
19
一
-一一
-一一
-一一
-一一
301
350
11
12
13
16
19
-一一
-一一
-一一
-一一
-一一
351
400
11
12
13
16
19
-一一
-一一
-一一
-一一
-一一
注
1、以上数据均为刨槽后铆弯数据,对于不刨槽铆弯,按照铆弯边数量增加
1分钟划线/
边次
2、铆弯系数x材料厚度系数x准备工时系数=铆弯1/边次的工时
3、单件小批量与批量的需要做工装的现场工艺员核定另外给予实际的工装制作工时
释
4、'宽140
宽度对应铆弯,
按理论计算铆弯边次数工时x1.5系数
1.9铆弯圆料工时定额计算方法
铆弯系数*管料系数*准备工时系数=总工时
铆弯工时系数表
L
0~20
21~40
41〜60
61~80
81~100
101~120
121~140
141~160
161~301
301~400
a
1.2
1.4
1.8
2
2.5
3
3.5
圆料系数表
t
3
4
5
6
8
10
12
16
18
20
b
1.8
1.9
2
2.5
3
3.5
4.5
5.5
准备工时系数表
t
3
4
5
6
8
10
12
16
18
20
c
1.8
2.5
3.5
2不锈钢碳钢材料铆弯工时标准(表4)
表4不锈钢碳钢圆钢与圆管铆弯固定工时标准
铆弯长度J
3
4
5
6
8
10
12
16
18
20
0
20
4
4
4
5
6
11
11
14
14
23
21
40
5
5
5
6
6
12
12
16
16
27
41
60
5
5
5
6
8
12
12
16
16
27
61
80
6
6
6
8
10
16
16
20
20
35
81
100
6
6
6
8
10
16
16
20
20
35
101
120
6
7
7
9
11
18
18
-一一
-一一
-一一
121
140
8
9
9
11
14
22
22
-一一
-一一
-一一
141
160
8
9
9
11
14
-一一
-一一
-一一
-一一
-一一
161
180
8
9
9
11
14
-一一
-一一
-一一
-一一
-一一
181
200
11
12
13
16
19
-一一
-一一
-一一
-一一
-一一
201
220
11
12
13
16
19
-一一
-一一
-一一
-一一
-一一
221
250
11
13
13
16
19
-一一
-一一
-一一
-一一
-一一
251
300
11
12
13
16
19
-一一
-一一
-一一
-一一
-一一
301
350
11
12
13
16
19
-一一
-一一
-一一
-一一
-一一
351
400
11
12
13
16
19
-一一
-一一
-一一
-一一
-一一
1、以上数据均为刨槽后铆弯数据,对于不刨槽折弯,按照铆弯边数量增加
1分钟划线/
注
边次
2、铆弯系数x管材系数x准备工时系数
=铆弯
1次的工时
3、单件小批量与批量的需要做工装的现场工艺员核定另外给予实际的工装制作工时
释
4、'宽140
宽度对应铆弯,
按理论计算铆弯边次数工时x1.5系数
注:
根据各工种结构的情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构需要根据
现场观察核实调整
工艺设计部
2017年10月31日
编制:
会审:
批准:
 升级会员
升级会员 