数控车技术测试题库.docx
《数控车技术测试题库.docx》由会员分享,可在线阅读,更多相关《数控车技术测试题库.docx(38页珍藏版)》请在冰豆网上搜索。
数控车技术测试题库
数控车技术测试题库
职业技术学院机械工程专业
《数控加工操作及编程》课程组
数控车技术测试题1
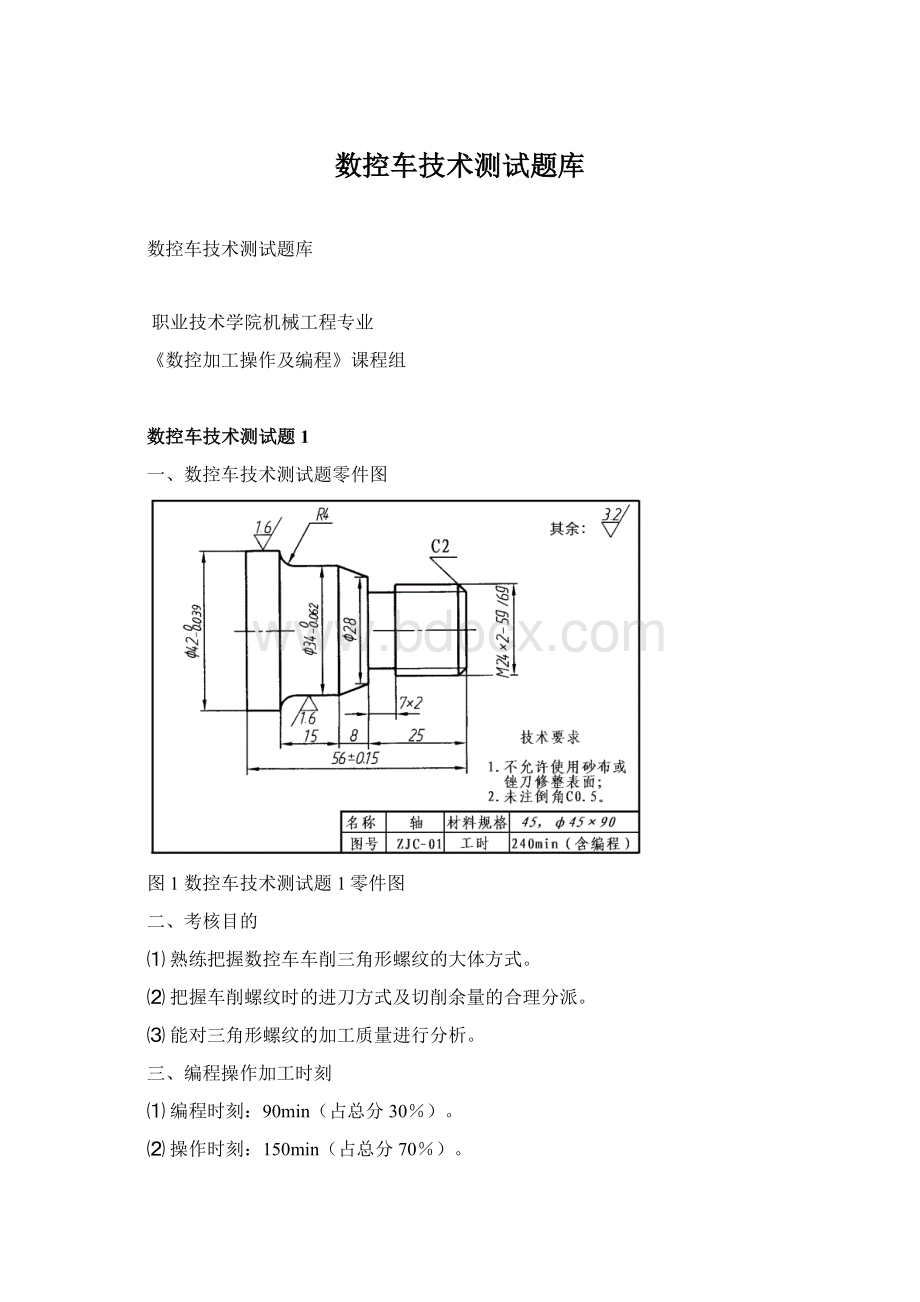
一、数控车技术测试题零件图
图1数控车技术测试题1零件图
二、考核目的
⑴熟练把握数控车车削三角形螺纹的大体方式。
⑵把握车削螺纹时的进刀方式及切削余量的合理分派。
⑶能对三角形螺纹的加工质量进行分析。
三、编程操作加工时刻
⑴编程时刻:
90min(占总分30%)。
⑵操作时刻:
150min(占总分70%)。
四、评分表
表1数控车技术测试题1评分表
检测项目
技术要求
配分
评分标准
检测结果
得分
外
圆
1
φ
8/4
超差扣4分、降级无分
2
φ
8/4
超差扣4分、降级无分
3
φ28
4
超差扣4分、降级无分
圆弧
4
R4
6/4
超差无分
螺纹
5
M24×2-5g/6g大径
5
超差、降级无分
6
M24×2-5g/6g中径
8
超差扣4分
7
M24×2-5g/6g两侧
8
降级无分
8
M24×2-5g/6g牙形角
5
不符无分
沟槽
9
7×2两侧
6/4
超差、降级无分
长度
10
56±两侧
5/2
超差、降级无分
11
25
5
超差无分
12
15
5
超差无分
13
8
5
超差无分
倒角
14
C2
5
不符无分
15
未注倒角
2
不符无分
其它
16
工件完整
工件必须完整,工件局部无缺陷(如夹伤、划痕等)
17
程序编制
有严重违反工艺规程的取消考试资格,其他问题酌情扣分
18
加工时间
100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试
19
安全操作规程
违反扣总分10分/次
总评分
100
总得分
零件名称
图号ZJC-01
加工日期年月日
加工开始时分
停工时间分钟
加工时间
检测
加工结束时分
停工原因
实际时间
评分
五、工、量、刃具预备通知单
表2数控车技术测试题1工、量、刃具预备通知单
序号
名称
规格
数量
备注
1
千分尺
0~25mm
1
2
千分尺
25~50mm
1
3
游标卡尺
0~150mm
1
4
螺纹千分尺
0~25mm
1
5
半径规
R1~
1
6
刀具
端面车刀
1
7
外圆车刀
2
8
螺纹车刀60°
1
9
切断车刀
1
宽4~5mm,长23mm
10
其它辅具
1.垫刀片若干、油石等
11
2.铜皮(厚0.2mm,宽25mm×长60mm)
12
3.其它车工常用辅具
13
材料
45钢φ45×90一段
14
数控车床
CK6136i
15
数控系统
华中数控世纪星、SINUMERIK802S或FANUC-OTD
数控车技术测试题2
一、数控车技术测试题2零件图
图2数控车技术测试题2零件图
二、考核目的
⑴能依照零件图的要求,合理选择进刀线路及切削用量。
⑵会编制单线及多线圆柱螺纹的加工程序。
⑶能操纵螺纹的尺寸精度和表面粗糙度。
三、编程操作加工时刻
⑴编程时刻:
90min(占总分30%)。
⑵操作时刻:
150min(占总分70%)。
四、评分表
表3数控车技术测试题2评分表
检测项目
技术要求
配分
评分标准
检测结果
得分
外
圆
1
φ
8/4
超差扣4分、降级无分
2
φ38锥面
6/4
超差扣分
3
φ30
6
超差扣分
圆弧
4
SR12±
8/4
超差、降级无分
5
R47
8/4
超差、降级无分
螺纹
6
M30×2-5g/6g大径
5
超差无分
7
M30×2-5g/6g中径
8
超差扣4分
8
M30×2-5g/6g两侧
8
降级无分
9
M30×2-5g/6g牙形角
5
不符无分
沟槽
10
5×2两侧
4/4
超差、降级无分
长度
11
55
3
超差无分
12
23
3
超差无分
13
15
3
超差无分
14
10
3
超差无分
倒角
15
C2
2
不符无分
16
未注倒角
2
不符无分
其它
17
工件完整
工件必须完整,工件局部无缺陷(如夹伤、划痕等)
18
程序编制
有严重违反工艺规程的取消考试资格,其他问题酌情扣分
19
加工时间
100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试
20
安全操作规程
违反扣总分10分/次
总评分
100
总得分
零件名称
图号ZJC-02
加工日期年月日
加工开始时分
停工时间分钟
加工时间
检测
加工结束时分
停工原因
实际时间
评分
五、工、量、刃具预备通知单
表4数控车技术测试题2工、量、刃具预备通知单
序号
名称
规格
数量
备注
1
千分尺
0~25mm
1
2
千分尺
25~50mm
1
3
游标卡尺
0~150mm
1
4
螺纹千分尺
25~50mm
1
5
半径规
R1~R6.5mm
1
6
R47mm
1
7
刀具
端面车刀
1
8
外圆车刀
2
9
螺纹车刀60°
1
10
切槽、切断车刀
1
宽4~5mm,长23mm
11
其它辅具
1.垫刀片若干、油石等
12
2.铜皮(厚0.2mm,宽25mm×长60mm)
13
3.其它车工常用辅具
14
材料
45钢φ45×95一段
15
数控车床
CK6136i
16
数控系统
华中数控世纪星、SINUMERIK802S或FANUC-OTD
数控车技术测试题3
一、数控车技术测试题3零件图
图3数控车技术测试题3零件图
二、考核目的
⑴能依照零件要求,合理选择进刀线路及切削用量。
⑵把握车削螺纹时的进刀方式及切削余量的合理分派。
⑶了解车削螺纹时半途对刀的方式。
三、编程操作加工时刻
⑴编程时刻:
90min(占总分30%)。
⑵操作时刻:
150min(占总分70%)。
四、评分表
表5数控车技术测试题3评分表
检测项目
技术要求
配分
评分标准
检测结果
得分
外
圆
1
φ
8/4
超差扣4分、降级无分
2
φ
8/4
超差扣4分、降级无分
3
φ
8/4
超差扣4分、降级无分
圆弧
4
R7
6/4
超差、降级无分
5
R5
6/4
超差、降级无分
螺纹
6
M28×2-5g/6g大径
5
超差无分
7
M28×2-5g/6g中径
8
超差扣4分
8
M28×2-5g/6g两侧
4
降级无分
9
M28×2-5g/6g牙形角
5
不符无分
沟槽
10
6×2两侧
2/2
超差、降级无分
长度
11
58±两侧
3/2
超差、降级无分
12
35
3
超差无分
13
24
3
超差无分
14
10
3
超差无分
倒角
15
C2
2
不符无分
16
未注倒角
2
不符无分
其它
17
工件完整
工件必须完整,工件局部无缺陷(如夹伤、划痕等)
18
程序编制
有严重违反工艺规程的取消考试资格,其他问题酌情扣分
19
加工时间
100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试
20
安全操作规程
违反扣总分10分/次
总评分
100
总得分
零件名称
图号ZJC-03
加工日期年月日
加工开始时分
停工时间分钟
加工时间
检测
加工结束时分
停工原因
实际时间
评分
五、工、量、刃具预备通知单
表6数控车技术测试题3工、量、刃具预备通知单
序号
名称
规格
数量
备注
1
千分尺
0~25mm
1
2
千分尺
25~50mm
1
3
游标卡尺
0~150mm
1
4
螺纹千分尺
25~50mm
1
5
半径规
R1~R6.5mm
1
6
刀具
端面车刀
1
7
外圆车刀
2
8
螺纹车刀60°
1
9
切槽、切断车刀
1
宽4~5mm,长23mm
10
其它辅具
1.垫刀片若干、油石等
11
2.铜皮(厚0.2mm,宽25mm×长60mm)
12
3.其它车工常用辅具
13
材料
45钢φ45×95一段
14
数控车床
CK6136i
15
数控系统
华中数控世纪星、SINUMERIK802S或FANUC-OTD
数控车技术测试题4
一、数控车技术测试题零件图
图4数控车技术测试题4零件图
二、考核目的
⑴能依照零件图要求,合理选择进刀线路及切削用量。
⑵能操纵螺纹加工的尺寸精度和表面粗糙度。
⑶把握零件尺寸公差的转变对程序编制的要求。
三、编程操作加工时刻
⑴编程时刻:
90min(占总分30%)。
⑵操作时刻:
150min(占总分70%)。
四、评分表
表7数控车技术测试题4评分表
检测项目
技术要求
配分
评分标准
检测结果
得分
外
圆
1
φ
10/4
超差扣4分、降级无分
2
φ
10/4
超差扣4分、降级无分
圆弧
3
SR12±
8/4
超差、降级无分
4
R14
8/4
超差、降级无分
螺纹
5
M30×2-5g/6g大径
5
超差无分
6
M30×2-5g/6g中径
8
超差扣4分
7
M30×2-5g/6g两侧
4
降级无分
8
M30×2-5g/6g牙形角
5
不符无分
沟槽
9
5×2两侧
4/2
超差、降级无分
长度
10
55
3
超差无分
11
23
3
超差无分
12
15
3
超差无分
13
10
3
超差无分
倒角
14
C1
2
不符无分
15
C2
2
不符无分
16
未注倒角
2
不符无分
其它
17
工件完整
工件必须完整,工件局部无缺陷(如夹伤、划痕等)
18
程序编制
有严重违反工艺规程的取消考试资格,其他问题酌情扣分
19
加工时间
100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试
20
安全操作规程
违反扣总分10分/次
总评分
100
总得分
零件名称
图号ZJC-04
加工日期年月日
五、工、量、刃具预备通知单
表8数控车技术测试题2工、量、刃具预备通知单
序号
名称
规格
数量
备注
1
千分尺
0~25mm
1
2
千分尺
25~50mm
1
3
游标卡尺
0~150mm
1
4
螺纹千分尺
25~50mm
1
5
半径规
R7~R14.5mm
1
6
刀具
端面车刀
1
7
外圆车刀
2
8
螺纹车刀60°
1
9
切槽、切断车刀
1
宽4~5mm,长23mm
10
其它辅具
1.垫刀片若干、油石等
11
2.铜皮(厚0.2mm,宽25mm×长60mm)
12
3.其它车工常用辅具
13
材料
45钢φ45×100一段
14
数控车床
CK6136i
15
数控系统
华中数控世纪星、SINUMERIK802S或FANUC-OTD
数控车技术测试题5
一、数控车技术测试题零件图
图5数控车技术测试题5零件图
二、考核目的
⑴能依照零件图正确编制圆弧的加工程序,并学会必要的尺寸计算。
⑵能用合理的方式操纵圆弧的尺寸精度。
三、编程操作加工时刻
⑴编程时刻:
90min(占总分30%)。
⑵操作时刻:
150min(占总分70%)。
四、评分表
表9数控车技术测试题5评分表
检测项目
技术要求
配分
评分标准
检测结果
得分
外
圆
1
φ
5/4
超差扣3分、降级无分
2
φ
5/4
超差扣3分、降级无分
3
φ
4/4
超差、降级无分
圆弧
4
R8
5/4
超差、降级无分
5
R5
5/4
超差、降级无分
6
R4
5/4
超差、降级无分
螺纹
7
M30×2-5g/6g大径
3
超差无分
8
M30×2-5g/6g中径
7
超差扣4分
9
M30×2-5g/6g两侧
6
降级无分
10
M30×2-5g/6g牙形角
5
不符无分
沟槽
11
4×2两侧
3/2
超差、降级无分
长度
12
57±两侧
3/2
超差无分
13
20
3
超差无分
14
19
3
超差无分
15
14
3
超差无分
16
12
3
超差无分
倒角
17
C2
2
不符无分
18
未注倒角
2
不符无分
其它
19
工件完整
工件必须完整,工件局部无缺陷(如夹伤、划痕等)
20
程序编制
有严重违反工艺规程的取消考试资格,其他问题酌情扣分
21
加工时间
100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试
22
安全操作规程
违反扣总分10分/次
总评分
100
总得分
零件名称
图号ZJC-05
加工日期年月日
加工开始时分
停工时间分钟
加工时间
检测
加工结束时分
停工原因
实际时间
评分
五、工、量、刃具预备通知单
表10数控车技术测试题5工、量、刃具预备通知单
序号
名称
规格
数量
备注
1
千分尺
0~25mm
1
2
千分尺
25~50mm
1
3
游标卡尺
0~150mm
1
4
螺纹千分尺
25~50mm
1
5
半径规
R7~R14.5mm
1
6
刀具
端面车刀
1
7
外圆车刀
2
8
螺纹车刀60°
1
9
切槽、切断车刀
1
宽4~5mm,长23mm
10
其它辅具
1.垫刀片若干、油石等
11
2.铜皮(厚0.2mm,宽25mm×长60mm)
12
3.其它车工常用辅具
数控车技术测试题6
一、数控车技术测试题零件图
图6数控车技术测试题6零件图
二、考核目的
(1)把握一样轴类零件的程序编制。
(2)能合理采纳必然的加工技术来保证加工精度。
(3)培育学生综合应用的能力。
三、编程操作加工时刻
⑴编程时刻:
90min(占总分30%)。
⑵操作时刻:
150min(占总分70%)。
四、评分表
表11数控车技术测试题6评分表
检测项目
技术要求
配分
评分标准
检测结果
得分
外
圆
1
φ
6/4
超差扣3分、降级无分
2
φ
6/4
超差扣3分、降级无分
3
φ
4/2
超差、降级无分
4
φ
4/2
超差、降级无分
5
φ
4/2
超差、降级无分
圆弧
6
R7
4/2
超差、降级无分
7
R5
4/2
超差、降级无分
8
R4
4/2
超差、降级无分
螺纹
9
M28×2-5g/6g大径
2
超差无分
10
M28×2-5g/6g中径
6
超差扣4分
11
M28×2-5g/6g两侧
4
降级无分
12
M28×2-5g/6g牙形角
3
不符无分
沟槽
13
6×2两侧
2/2
超差、降级无分
长度
14
55两侧
3/2
超差无分
15
60
3
超差无分
16
35
3
超差无分
17
24
3
超差无分
18
20
3
超差无分
19
12
3
超差无分
倒角
20
C2
2
不符无分
21
C1
2
不符无分
22
未注倒角
1
不符无分
其它
23
工件完整
工件必须完整,工件局部无缺陷(如夹伤、划痕等)
24
程序编制
有严重违反工艺规程的取消考试资格,其他问题酌情扣分
25
加工时间
100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试
26
安全操作规程
违反扣总分10分/次
总评分
100
总得分
零件名称
图号ZJC-06
加工日期年月日
加工开始时分
停工时间分钟
加工时间
检测
加工结束时分
停工原因
实际时间
评分
五、工、量、刃具预备通知单
表12数控车技术测试题6工、量、刃具预备通知单
序号
名称
规格
数量
备注
1
千分尺
0~25mm
1
2
千分尺
25~50mm
1
3
游标卡尺
0~150mm
1
4
螺纹千分尺
25~50mm
1
5
半径规
R1~R6.5mm
1
6
刀具
端面车刀
1
7
外圆车刀
2
8
螺纹车刀60°
1
9
切槽车刀
1
宽4~5mm,长23mm
10
其它辅具
1.垫刀片若干、油石等
11
2.铜皮(厚0.2mm,宽25mm×长60mm)
12
3.其它车工常用辅具
13
材料
45钢φ45×100一段
14
数控车床
CK6136i
15
数控系统
华中数控世纪星、SINUMERIK802S或FANUC-OTD
数控车技术测试题7
一、数控车技术测试题零件图
图7数控车技术测试题7零件图
二、考核目的
(1)能依照零件图的要求正确编制外圆沟槽的加工程序。
(2)能用合理的切削方式保证加工精度。
(3)把握切槽的方式。
三、编程操作加工时刻
⑴编程时刻:
90min(占总分30%)。
⑵操作时刻:
150min(占总分70%)。
四、评分表
表13数控车技术测试题7评分表
检测项目
技术要求
配分
评分标准
检测结果
得分
外
圆
1
φ
5/4
超差扣3分、降级无分
2
φ
5/4
超差扣3分、降级无分
3
φ
5/4
超差扣3分、降级无分
圆弧
4
R3
5/4
超差、降级无分
螺纹
5
M30×2-5g/6g大径
2
超差无分
6
M30×2-5g/6g中径
6
超差无分
7
M30×2-5g/6g两侧
4
降级无分
8
M30×2-5g/6g牙形角
2
不符无分
沟槽
9
6×2两侧
2/2
超差、降级无分
10
2-10两侧
4/4
超差、降级无分
11
2-5
4
超差无分
12
2-φ
4/4
超差、降级无分
长度
13
98±
2/2
超差、降级无分
14
35±
4
超差无分
15
28
4
超差无分
16
20
4
超差无分
中心孔
17
2
不符无分
倒角
18
2-2×45°
4
不符无分
19
1×45°
2
不符无分
20
未注倒角
2
不符无分
其它
21
工件完整
工件必须完整,工件局部无缺陷(如夹伤、划痕等)
22
程序编制
有严重违反工艺规程的取消考试资格,其他问题酌情扣分
23
加工时间
100min后尚未开始加工则终止考试,超过定额时间5min扣1分,超过10min扣5分,超过15min扣10分,超过20min扣20分,超过25min扣30分,超过30min则停止考试
24
安全操作规程
违反扣总分10分/次
 升级会员
升级会员 