压力容器焊接工艺卡.docx
《压力容器焊接工艺卡.docx》由会员分享,可在线阅读,更多相关《压力容器焊接工艺卡.docx(34页珍藏版)》请在冰豆网上搜索。
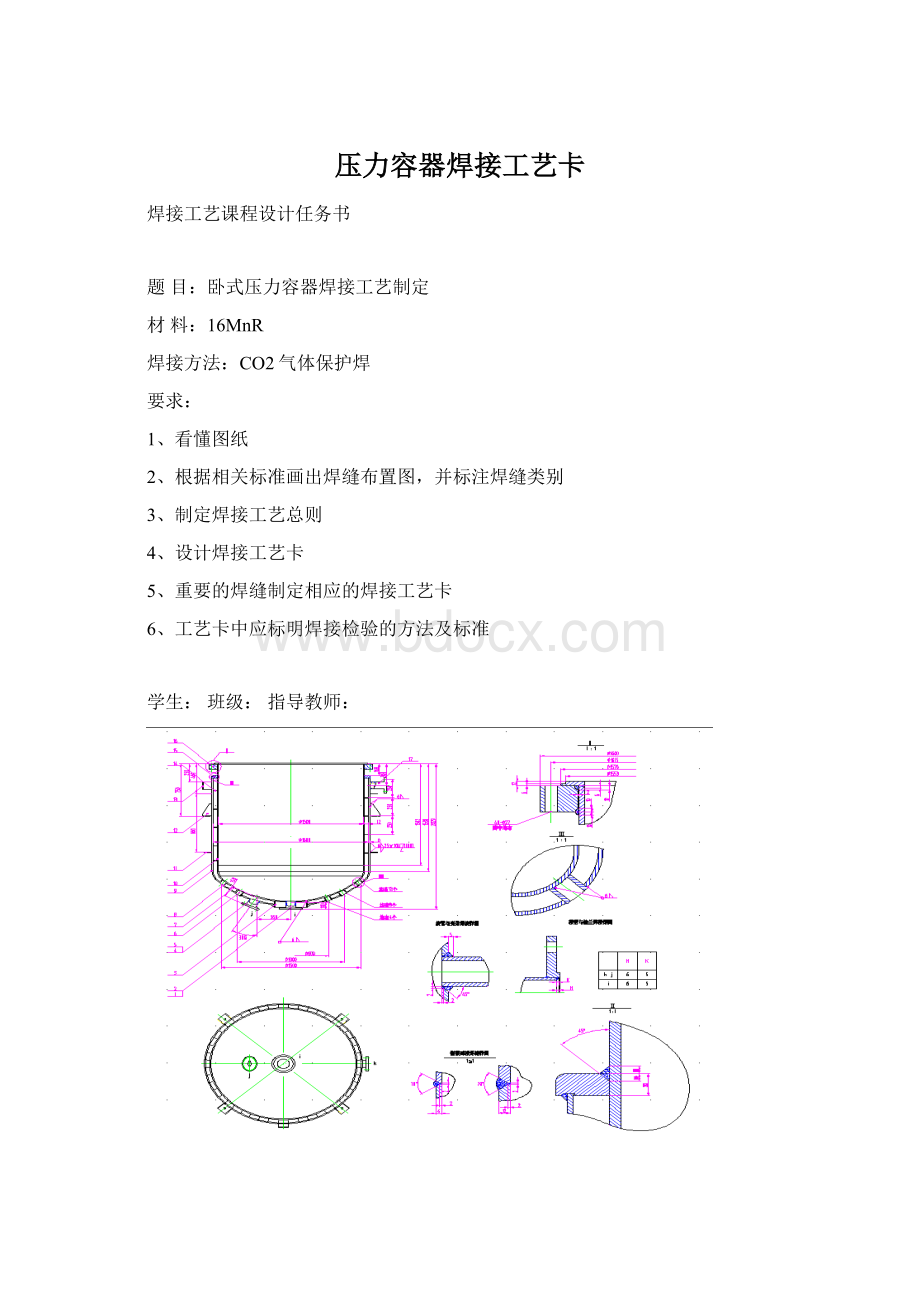
压力容器焊接工艺卡
焊接工艺课程设计任务书
题目:
卧式压力容器焊接工艺制定
材料:
16MnR
焊接方法:
CO2气体保护焊
要求:
1、看懂图纸
2、根据相关标准画出焊缝布置图,并标注焊缝类别
3、制定焊接工艺总则
4、设计焊接工艺卡
5、重要的焊缝制定相应的焊接工艺卡
6、工艺卡中应标明焊接检验的方法及标准
学生:
班级:
指导教师:
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
1
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
角接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
A1、A2
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ2.0
规格
δ
δ16
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ2.0
DCNP
260~300
28~30
25~35
CO2
18~20
焊接位置
平
施焊技术
焊接参数见上表
预热温度(℃)
/
层间温度(℃)
/
后热
/
焊后热处理(℃×h)
/
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
2
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
角接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
A3
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ2.0
规格
δ30
δ16
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ2.0
DCSP
260~300
28~30
25~35
CO2
18~20
焊接位置
平
施焊技术
焊接参数见上表
预热温度(℃)
层间温度(℃)
后热
焊后热处理(℃×h)
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
3
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
对接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
A4
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ1.6
规格
δ12
δ12
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ1.6
DCSP
120~140
25~27
40~45
CO2
18~20
2
GMAW
ER49-1
Φ1.6
DCSP
260~300
33~35
30~40
CO2
18~20
3
GMAW
ER49-1
Φ1.6
DCSP
260~300
35~37
20~30
CO2
18~20
焊接位置
平
施焊技术
焊接参数见上表
预热温度(℃)
/
层间温度(℃)
200
后热
/
焊后热处理(℃×h)
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
4
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
对接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
B1
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ1.2
规格
δ30
δ6
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ1.2
DCSP
130~140
26~27
30~50
CO2
18~20
2
GMAW
ER49-1
Φ1.2
DCSP
280~300
30~33
25~30
CO2
18~20
焊接位置
平
施焊技术
焊接参数见上表
预热温度(℃)
层间温度(℃)
200
后热
焊后热处理(℃×h)
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
5
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
对接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
B2
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ1.6
规格
δ12
δ12
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ1.6
DCSP
120~140
25~27
40~45
CO2
18~20
2
GMAW
ER49-1
Φ1.6
DCSP
260~300
33~35
30~40
CO2
18~20
3
GMAW
ER49-1
Φ1.6
DCSP
260~300
35~37
20~30
CO2
18~20
焊接位置
平
施焊技术
反面碳弧气刨清根,并打磨,然后采用气保焊。
焊接参数见上表
预热温度(℃)
层间温度(℃)
200
后热
焊后热处理(℃×h)
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
6
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
对接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接。
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
B3
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ1.2
规格
δ6
δ6
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ1.2
DCSP
130~140
26~27
30~50
CO2
18~20
2
GMAW
ER49-1
Φ1.2
DCSP
280~300
30~33
25~30
CO2
18~20
焊接位置
平
施焊技术
焊接参数见上表
预热温度(℃)
层间温度(℃)
200
后热
焊后热处理(℃×h)
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
7
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
对接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
C1
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ3.2
规格
δ
δ8
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ2.0
DCSP
280~300
28~30
16~22
CO2
18~20
2
GMAW
ER49-1
Φ2.0
DCSP
280~300
28~30
16~22
CO2
18~20
焊接位置
平
施焊技术
焊接参数见上表
预热温度(℃)
层间温度(℃)
后热
焊后热处理(℃×h)
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
8
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
角接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
C2、C7
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ2.0
规格
δ
δ6
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(mm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ2.0
DCSP
200~250
24~26
40~50
CO2
18~20
1
GMAW
ER49-1
Φ2.0
DCSP
200~250
24~26
40~50
CO2
18~20
焊接位置
平
施焊技术
反面碳弧气刨清根,并打磨,然后采用气保焊。
焊接参数见上表
预热温度(℃)
/
层间温度(℃)
200
后热
/
焊后热处理(℃×h)
/
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
9
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
角接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
C3、C4、C5、C6、C8
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ2.0
规格
δ
δ6
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(mm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ2.0
DCSP
200~250
24~26
40~50
CO2
18~20
1
GMAW
ER49-1
Φ2.0
DCSP
200~250
24~26
40~50
CO2
18~20
焊接位置
平
施焊技术
焊接参数见上表
预热温度(℃)
层间温度(℃)
200
后热
焊后热处理(℃×h)
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接工艺卡编号
10
1、容器施焊前的焊接工艺评定,应按JB4708进行。
2、清理:
对坡口及其周围进行严格的清理打磨,
除油除锈至见金属光泽。
3、装配定位焊:
采用半自动CO2气体保护焊焊
接头型式
角接
接。
4、焊接:
焊接采用CO2气体保护焊进行焊接,
焊接的过程中严格遵守焊接工艺卡中的焊接参
接头编号
C9、C10
数。
5、清渣并修磨焊缝,焊工进行自检后,打焊工钢
印号。
评定编号
6、按工艺总则中引用的标准对焊接接头进行射
焊工持证项目
电焊工一级(高级技师)
线、超声、磁粉和渗透检验。
焊接
材料
型号
规格(mm)
烘干温度(℃)
保温时间(h)
焊件材料及规格
母材
16MnR
与
16MnR
相焊
备注
ER49-1
Φ2.0
规格
δ
δ12
焊接工艺参数
层次
焊接
方法
焊材
规格
(mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(cm/min)
气体成分
气体流量
(L/min)
其它
1
GMAW
ER49-1
Φ2.0
DCSP
130~140
19~22
18~22
CO2
18~22
2
GMAW
ER49-1
Φ2.0
DCSP
150~160
20~23
18~22
CO2
15~25
3
GMAW
ER49-1
Φ2.0
DCSP
150~160
20~23
18~22
CO2
15~25
焊接位置
平
施焊技术
焊接参数见上表
预热温度(℃)
层间温度(℃)
200
后热
焊后热处理(℃×h)
检验要求
√外观检查%√射线探伤%√超声波%√渗透探伤%√磁粉探伤%
编制
日期
审核
日期
压力容器焊接工艺卡
接头简图
焊接工艺过程
焊接
 升级会员
升级会员 