桥式起重机检验记录内容和技术要求.docx
《桥式起重机检验记录内容和技术要求.docx》由会员分享,可在线阅读,更多相关《桥式起重机检验记录内容和技术要求.docx(19页珍藏版)》请在冰豆网上搜索。
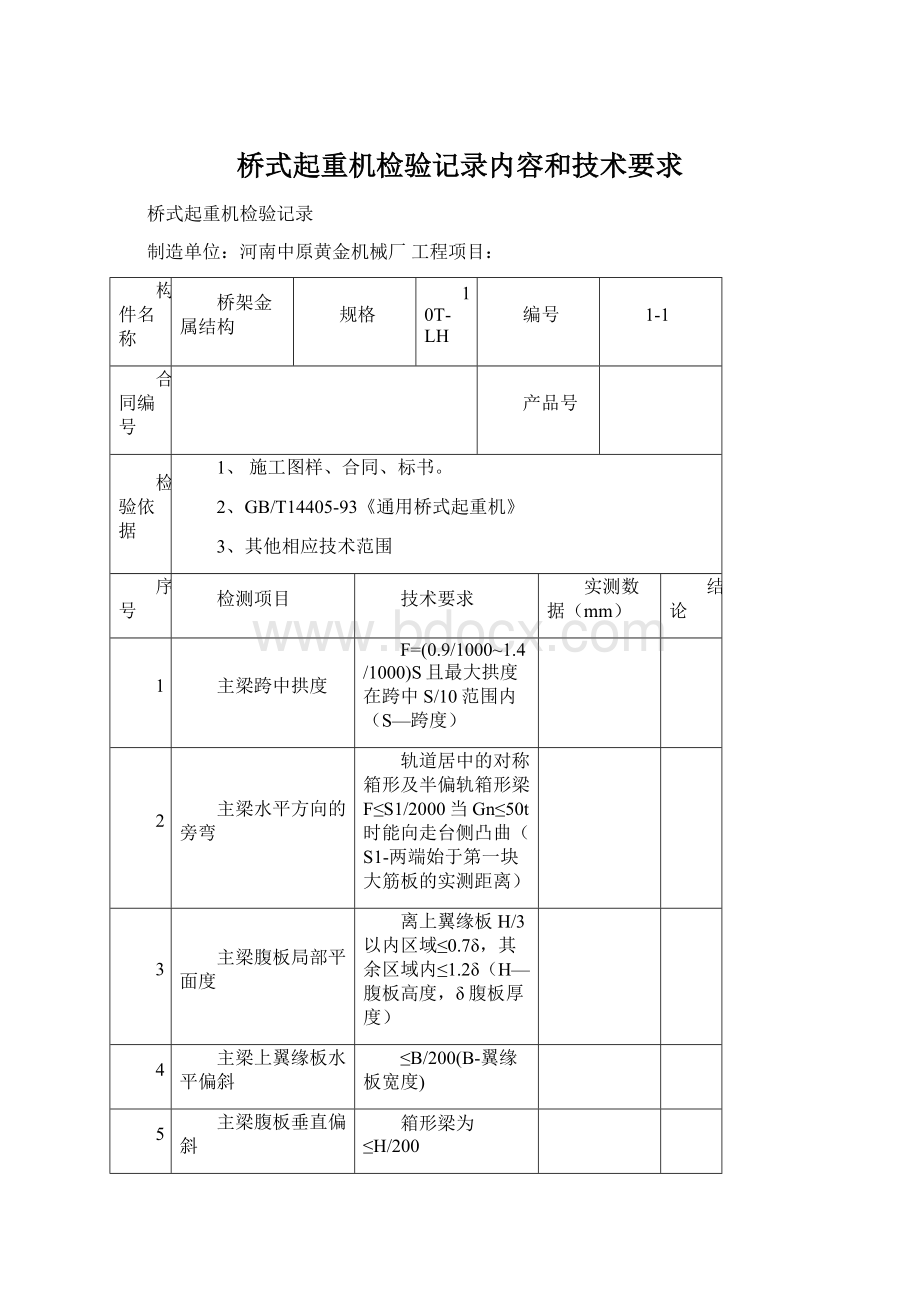
桥式起重机检验记录内容和技术要求
桥式起重机检验记录
制造单位:
河南中原黄金机械厂工程项目:
构件名称
桥架金属结构
规格
10T-LH
编号
1-1
合同编号
产品号
检验依据
1、施工图样、合同、标书。
2、GB/T14405-93《通用桥式起重机》
3、其他相应技术范围
序号
检测项目
技术要求
实测数据(mm)
结论
1
主梁跨中拱度
F=(0.9/1000~1.4/1000)S且最大拱度在跨中S/10范围内(S—跨度)
2
主梁水平方向的旁弯
轨道居中的对称箱形及半偏轨箱形梁F≤S1/2000当Gn≤50t时能向走台侧凸曲(S1-两端始于第一块大筋板的实测距离)
3
主梁腹板局部平面度
离上翼缘板H/3以内区域≤0.7δ,其余区域内≤1.2δ(H—腹板高度,δ腹板厚度)
4
主梁上翼缘板水平偏斜
≤B/200(B-翼缘板宽度)
5
主梁腹板垂直偏斜
箱形梁为≤H/200
单腹板和桁架梁为≤H/300(H-腹板高度)
6
桁架梁杆件的直线度
≤0.0015a(a-杆件长度)
7
桥架对角线偏差(主、端梁焊接连接的桥架)
≤5
8
小车轨道接头处高低差
≤1
9
小车轨道接头处的头部间隙
≤2
10
小车轨道接头处的侧向错位
≤1
11
轨道安装接缝与筋板错位(正轨及半偏轨箱形梁)
应放在筋板上其偏差<6
12
两端轨道路轨最短长度
<1.5
13
小车轨道中心线对承轨梁腹板中心线的位置便移(偏轨箱形、单腹板及桁架梁)
当δ<12时:
≤6
当δ≥12时:
≤δ/2
(δ—腹板厚度)
14
小车轨距的极限偏差
对称正轨箱形及半偏轨箱形梁,
跨端处为±2,
跨中处:
当S≤19.5m时:
+5
+1
当S>19.5m时:
+7
+1
其他梁:
≤±3
15
同一截面上两根轨道之间的高低差(与小车运行方向相垂直的截面)
K≤2m时:
≤3mm
2m<K≤6m时:
≤0.0015K
K>6m时:
≤10mm
16
两根小车轨道顶部形成的局部平面度公差
≤0.001Wc或≤0.001K(取Wc与K的较小者)Wc--小车基距K--小车轨距
17
小车轨道侧向直线度
在轨道全长范围内
S≤10m时:
≤6mm
S>10m时:
≤6mm+0.2(S-10)且最大不超过10mm,每2m长度内≤1mm(S-跨度)
18
主梁上翼缘板平面度
δ≤10时:
≤3mm
δ>10时:
≤4mm
(δ--翼缘板厚度)
19
小车轨道与翼缘板之间间隙(筋板处)
18Kg/m以下轨道:
≤1mm
24Kg/m轨道:
≤1.5mm
24Kg/m以上轨道:
≤2mm
连查10处允许超差2处
但超差值不得超过允许值的一半
20
端梁弯板90°偏差
对直角尺的间隙≤1.5mm
21
主梁跨距差
±8
22
端梁腹板垂直偏斜
内偏1后,±H1/200H1--端梁高度
23
各种线管
弯曲半径5-6D不园度≤0.1D
D--管子半径
24
外观质量
板面规整、美观、不得有0.5以上凸凹痕迹及焊疤、隔渣、飞边、焊渣、飞溅物等
备注:
检验结论:
施工人员
检验人员
项目负责人
施工日期
检验日期
日期
桥式起重机检验记录
制造单位:
河南中原黄金机械厂工程项目:
构件名称
小车架金属结构
规格
10T-LH
编号
1-2
合同编号
产品号
检验依据
1、施工图样、合同、标书。
2、GB/T14405-93《通用桥式起重机》
3、其他相应技术范围
序号
检测项目
技术要求
实测数据(mm)
结论
1
小车架跨度偏差
±2mm
2
主动侧与被动侧跨距差
≤4mm
3
小车架对角线
≤3mm
4
弯板同位差
≤2mm
5
四组弯板共同水平差
Gn≤51时:
≤2mm
Gn>51时:
≤3mm
6
端梁弯板90°偏差
对直角尺的间隙≤1.5mm
7
上平面的平面度(不包括走台平面)
1m内≤3mm
8
外观质量
板面规整、美观、不得有0.5以上凸凹痕迹及焊疤、割渣、飞边、焊渣、飞溅物等
9
各梁腹板的垂直偏差
H/200(H--腹板高度)
10
主要的扭曲
≤2mm
11
12
13
14
15
16
17
18
备注:
检验结论:
施工人员
检验人员
项目负责人
施工日期
检验日期
日期
桥式起重机检验记录
制造单位:
河南中原黄金机械厂工程项目:
构件名称
主梁金属结构
规格
10T-LH
编号
1-3
合同编号
产品号
检验依据
1、施工图样、合同、标书。
2、GB/T14405-93《通用桥式起重机》
3、其他相应技术范围
序号
检测项目
技术要求
实测数据(mm)
结论
1
上拱度
符合工艺要求(按工艺)两根梁隔板上各端面的拱度差
2
水面旁弯
符合工艺要求(按工艺)两根梁弯曲方向要相反
3
腹板垂直偏斜
≤(0.9/200)H
(H--主梁高度)
4
上翼缘板水平偏斜
≤(0.9/200)B
(B--上翼缘板宽度)
5
腹板波浪
1m长度内离上翼缘板1/3H以上区域内≤0.6δ,其余区域≤1δ
(H--腹板高度,δ--腹板厚度)
6
上下翼缘板波浪
δ≤10mm时:
≤2.5mm
δ>10mm时:
≤3.5mm
(δ--翼缘板厚度)
7
隔板位置距离偏差
±10mm
8
主梁两叉口高度差
+4
+2
9
上(下)翼缘板接板焊接与腹板接板焊接错开距离
>200mm
10
主梁长度偏差
+25
+10
11
上翼缘板对接焊缝与主梁中心偏差
2000以上,不足2000要用时必须加补强板(板宽150,长小于隔板间距30,厚等于“翼缘板厚度”或少于1~3)
12
翼缘板局部不平度
≤3
13
板面平整
不得有0.5以上凸凹伤痕
备注:
检验结论:
施工人员
检验人员
项目负责人
施工日期
检验日期
日期
桥式起重机检验记录
制造单位:
河南中原黄金机械厂工程项目:
构件名称
端梁金属结构
规格
10T-LH
编号
1-4
合同编号
产品号
检验依据
1、施工图样、合同、标书。
2、GB/T14405-93《通用桥式起重机》
3、其他相应技术范围
序号
检测项目
技术要求
实测数据(mm)
结论
1
上拱度
K/1500
(K--两个弯板中心线距离)
2
水平旁弯
4~7,要向桥架内弯
3
弯板水平平面至端梁上翼缘板平面高度偏差
单个高度+0
-2
相对差≤2
4
腹板波浪度
≤1δ(δ--板厚)
5
翼缘板(上、下)倾斜
≤B/250(B--翼缘板宽度)
在筋板处测量
6
腹板垂直倾斜
≤H/200(H--端梁高度)
7
两块弯板水平高低差
≤1mm
8
弯板面不平度
≤1mm,不许有内外八字现象
9
两弯板孔中心距离差
±3mm
10
两弯板孔中心对端梁的纵向中心偏差
≤4mm
11
任一端弯板孔之对角线偏差
≤4mm
12
弯板垂直的垂直偏斜
≤1.5mm
13
端梁扭曲以两组弯板水平面为准
≤2.5mm
14
端梁对角线偏差
≤3mm
备注:
检验结论:
施工人员
检验人员
项目负责人
施工日期
检验日期
日期
桥式起重机检验记录
制造单位:
河南中原黄金机械厂工程项目:
构件名称
结构件焊接检测
规格
10T-LH
编号
1-5
合同编号
产品号
检验依据
1、施工图样、合同、标书。
2、GB/T14405-93《通用桥式起重机》
3、其他相应技术范围
序号
检测项目
技术要求
实测数据(mm)
结论
1
主梁下翼缘板对接焊缝
1.外观检查合格GB6147,JB/ZQ4000.3-86中CS级。
2.X射线探伤不低于GB3323-82中规定的二级,超声波探伤时不低于JB1152-81中规定的一级质量要求。
2
主梁腹板对接焊缝
3
主梁上翼缘板对接焊缝
1.外观检查:
符合GB6147、JB/ZQ40003-86中CK级。
2.用焊缝尺检查焊缝。
4
左主梁角焊缝
5
右主梁角焊缝
6
左端梁角焊缝
7
右端梁角焊缝
8
左端梁弯板处焊接
9
右端梁弯板处焊接
10
左主梁与端梁连接焊缝
11
右主梁与端梁连接焊缝
12
主梁筋板焊缝
13
传动侧量角焊缝
1.外观检查:
符合GB6147、JB/ZQ40003-86中CK级。
2.用焊缝尺检查焊缝。
14
减速机侧量角焊缝
15
中间梁角焊缝
16
主动侧弯板处焊缝
17
被动侧弯板处焊缝
18
各梁之间的连接焊缝
19
固定滑轮托板焊缝
备注:
检验结论:
施工人员
检验人员
项目负责人
施工日期
检验日期
日期
桥式起重机检验记录
制造单位:
河南中原黄金机械厂工程项目:
构件名称
大车装配检测
规格
10T-LH
编号
1-6
合同编号
产品号
检验依据
1、施工图样、合同、标书。
2、GB/T14405-93《通用桥式起重机》
3、其他相应技术范围
序号
检测项目
技术要求
实测数据(mm)
结论
1
跨度的极限偏差
焊接连接端梁及角形轴承箱车轮结构:
±5mm且每对车轮的相对差:
≤5mm
分离式端梁并镗孔直接装车轮结构:
S≤10m时±2mm
S>10m时±[2+0.1(S-10)]
S--起重机跨度
2
车轮垂直倾斜
≦H/400
(H为测量长度,车轮只许向外倾斜)
3
车轮水平倾斜
≦H/1000
H为测量长度
4
同一端梁上车轮的同位差
≤2mm(三个或三个以上车轮≤3mm)
在同一平衡梁上≤1mm
5
车轮支撑点高度差
≤0.0015W,W--大车基距
6
主动侧与被动侧跨距差
|L1--L2|≤5mm
7
车轮基准端面上的圆跳动
左端主动轮
φ≤250mm:
≤0.1mm
Φ>250~500mm:
≤0.1mm
Φ>500mm~800mm:
≤0.12mm
Φ>800mm~1250mm:
≤0.2mm
右端主动轮
左端被动轮
右端被动轮
8
制动轮径向圆跳动
左端
φ≤250mm:
≤0.1mm
Φ>250~500mm:
≤0.12mm
Φ>500mm~800mm:
≤0.15mm
右端
9
传动链中各部件的连接同一轴线的偏斜角偏差
不应大于所用联轴器允许的安装误差值
10
用手转动制动轮,使最后一根轴(车轮轴或卷筒轴)转一周的灵活性
不得有卡住等不正常现象
11
空运转实验
启动电机,反、正转各5分钟以上,运转无异常,电机绝缘电阻≥0.5MΩ
13
14
15
16
17
18
19
20
备注:
检验结论:
施工人员
检验人员
项目负责人
施工日期
检验日期
日期
桥式起重机检验记录
制造单位:
河南中原黄金机械厂工程项目:
构件名称
小车装配检测
规格
10T-LH
编号
1-7
合同编号
产品号
检验依据
1、施工图样、合同、标书。
2、GB/T14405-93《通用桥式起重机》
3、其他相应技术范围
序号
检测项目
技术要求
实测数据
结论
1
由小车车轮量出的轨距的极限偏差
≤±2mm
2
车轮水平偏差
焊接连接角形轴承箱装车轮结构:
M1时:
|P1-P2|=L/800
M2~M5时:
|P1-P2|=L/1000
M6~M7时:
|P1-P2|=L/1200
同一轨道上的所有车轮间≤L/800
3
空载小车各车轮与轨道接触点形成的平面度
≤0.00067Wc(或K)
取Wc或K二者中较小值。
Wc--基距,K--轨距。
4
车轮垂直偏斜
左端主动轮
采用角形轴承箱时≤L/400,
镗孔直接装车轮时:
-0.0005≤tga≤0.0025
L--测量长度
右端主动轮
左端被动轮
右端被动轮
5
车轮端面圆跳动
左端主动轮
φ≤250mm:
≤0.1mm
Φ>250~500mm:
≤0.12mm
Φ>500mm~800mm:
≤0.15mm
Φ>800mm~900mm:
≤0.2mm
右端主动轮
左端被动轮
右端被动轮
6
制动轮径向圆跳动
主起升
φ≤250mm:
≤0.1mm
Φ>250~500mm:
≤0.12mm
Φ>500mm~800mm:
≤0.15mm
付起升
行走
7
各种管线
弯曲半径为5~6D,
不圆度≤0.1D
D--管子直径
8
空运转试验
分别开动各机构做正、反运转各5分钟以上运转无异常
备注:
检验结论:
施工人员
检验人员
项目负责人
施工日期
检验日期
日期
桥式起重机检验记录
制造单位:
河南中原黄金机械厂工程项目:
构件名称
油漆检验
规格
10T-LH
编号
1-8
合同编号
产品号
检验依据
1、施工图样、合同、标书。
2、GB/T14405-93《通用桥式起重机》
3、其他相应技术范围
序号
检测项目
技术要求
实测数据
结论
1
油漆漆膜厚度
每层漆膜厚度:
25~35μm
漆膜总厚度:
75~105μm
(GB/T14405-93.4.10.2)
2
漆膜附着力
应符合GB9286-88中Ⅰ级质量要求。
3
涂装前钢材表面除锈等级
应符合GB8923标准:
预处理除锈达到Sa2.1/2级
手工除锈达到ST2
4
涂一次性防锈漆
符合工艺要求
5
外露的加工件表面涂
6
第一次面漆
符合工艺要求
7
最后一道面漆
8
油漆外观质量
油漆干燥时间必须符合工艺要求;面漆均匀、光亮、完整、色泽一致,不得有粗糙不平、漏漆、错漆、皱纹、针孔及严重流挂等缺陷。
9
10
11
备注:
检验结论:
施工人员
检验人员
项目负责人
施工日期
检验日期
日期
 升级会员
升级会员 