机械制造基础复习知识点.docx
《机械制造基础复习知识点.docx》由会员分享,可在线阅读,更多相关《机械制造基础复习知识点.docx(13页珍藏版)》请在冰豆网上搜索。
机械制造基础复习知识点
工序一个(或一组)工人在一台机床(或一个工作地点)对一个(或同时对几个)工件进了加工所连续完成得那一部分工艺过程。
生产过程与工艺过程
(1)生产过程:
机械产品得生产过程就是将原材料转变为成品得全过程。
它包括:
原材料得运输与保管、
生产准备工作、毛坯制造、零件得冷热加工处理、部件与产品得装配、检验、油漆与包装等。
(2)工艺过程:
在生产过程中能够改变生产对象得形状、尺寸、相对位置与性质等,使其成为成品或半成品得过程,称为工艺过程。
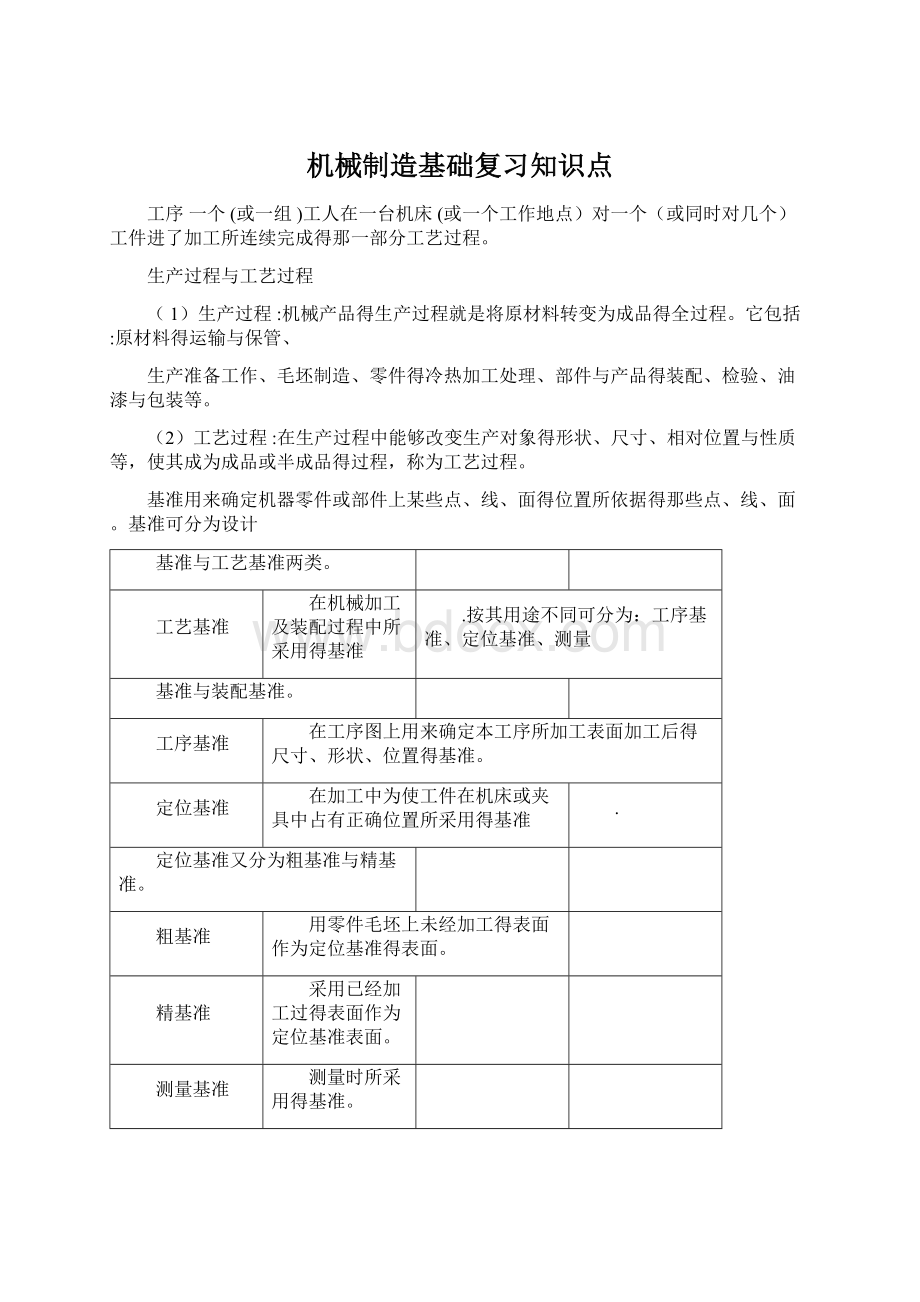
基准用来确定机器零件或部件上某些点、线、面得位置所依据得那些点、线、面。
基准可分为设计
基准与工艺基准两类。
工艺基准
在机械加工及装配过程中所采用得基准
.按其用途不同可分为:
工序基准、定位基准、测量
基准与装配基准。
工序基准
在工序图上用来确定本工序所加工表面加工后得尺寸、形状、位置得基准。
定位基准
在加工中为使工件在机床或夹具中占有正确位置所采用得基准
.
定位基准又分为粗基准与精基准。
粗基准
用零件毛坯上未经加工得表面作为定位基准得表面。
精基准
采用已经加工过得表面作为定位基准表面。
测量基准
测量时所采用得基准。
装配基准
装配时用来确定零件或部件在产品中得相对位置所采用得基准。
粗基准得选择:
(1)若工件必须首先保证某重要表面得加工余量均匀
则应选该表面为组基准。
(2)在没有要求保证重要表面加工余量均匀得情况下,若零件上每个表面都要加工则应以加工余量最小得表面作为粗基准。
(3)若零件有得表面不需要加工时,则应以不加工表面中与加工表面位置精度要求较高得表面为组基准。
(4)选作粗基准得表面,应尽可能平整与光洁,以便定位可靠.
(5)粗基准一般只能使用一次
应尽量避免重复使用。
精基准得选择:
(1)基准重合
(2)基准统一(3)自为基准
(4)互为基准
(5)保证工件得夹紧稳定
可靠。
加工经济精度
在正常得加工条件下(采用符合质量标准得设备、工艺装备与标准技术等级得工人
不延
长加工时间)所能保证得加工精度。
工序集中
在每道工序中所安排得加工内容多
则一个零件得加工只集中在少数几道工序里完成
这时工
艺路线短,工序少.
工序分散
在每道工序里安排得加工内容少,
则一个零件得加工分散在很多工序里完成,
这时工艺路线
长,工序多。
加工余量
指加工表面达到所需得精度与表面质量面应切除得金属层厚度。
影响加工余量得因素(p
244)
加工误差
加工后得零件在尺寸、形状或位置方面与理想零件得差值称为加工误差。
加工误差从性质上可分为
系统误差与随机误差两大类.
系统误差
在相同工艺条件下,加工一批零件时所产生得大小与方向不变或按加工顺序作有规律性变
化得误差。
前者为常值系统误差
后者为变值系统误差。
随机误差
在相同工艺条件下,加工一批零件时产生大小与方向不同且无变化规律得加工误差。
工艺系统得原始误差
原始误差得概念:
凡就是能直接引起加工误差得因素,都称为原始误差
.通常,将工艺系统得误差称之为
原始误差,因为零件得机械加工就是在由“机床-—夹具——刀具-—工件”所组成得工艺系统中完成得,
工艺系统各组成部分得种种误差,都会不同程度得引起加工误差.
机床、夹具与刀具得误差,就是在无切削负荷得情况下检验得,故将它们划分为工艺系统静误差受力变形、热变形与刀具磨损,就是在有负荷情况下产生得,故将它们划分为工艺系统动误差。
;工艺系统
机床误差
1主轴回转误差
主轴回转误差就是指主轴实际回转轴线相对于主轴平均回转轴线得最大偏离值。
2.导轨误差‘
机床导轨误差将直接影响机床成形运动之间得相互位置关系。
因此
形状误差与位置误差得主要因索之一.
它就是产生工件
机床直线导轨得误差项目包括:
①导轨在水平面内与垂直面内得直线度误差(弯
曲);②前后两导轨得平行度误差(扭曲);③导轨对主轴回转轴线在水平面内与垂直面内得平行度或垂直度误差.
3.传动链误差
机床传动链误差就是指机床内联传动链始末两端传动无件之间相对运动得误差.
它就是螺纹加工、螺旋面加工与范成法加工齿轮等工件时,影响其加工精度得主要因索.
注:
车端面时,指横向导轨得误差.
工艺系统得刚度
减少受力得措施(p290)
误差得敏感方向就是指通过刀刃而垂直工件表面得方向(法线方向)上,工艺系统得原始误差对工件加工误差影响最大,这个方向就就是误差敏感方向.
机械加工精度包括:
尺寸精度,形状精度,位置精度.
加工表面质量主要内容包括两部分:
1)表面得几何形状特征;表面得几何形状特征又可分为两部分:
表面粗糙度与波度。
2)表面得物理力学性能;表面层加工硬化,表面层残余应力与表面层金相组织变化.
加工硬化产生得原因及影响因素
机械加工时,加工表面层受到力与热得作用
在塑性变形与加工温度得综合影响下产生不同程度得硬化。
适度得表层硬化可使零件表面得耐磨性提高
且可阻碍表面疲劳裂纹得产生与扩展
.但硬度过大,则金相
组织出现过大变形,影响耐磨性能
甚至出现较大得脆性裂纹面降低疲劳强度。
影响切削加工表面硬化得主要因素有刀具得几何参数、切削用量、冷却润滑条件、工件材料等
.一般地
说,塑性变形越大,则硬化越严重;切削温度升高,则弱化作用加强。
影响磨削加工表面硬化得主要因素有磨削用量、粒度、冷却条件、工件材料等。
磨削时塑性交形大,则
强化倾向大;磨削温度升高
使表层金属软化,甚至产生相交;磨削液得急冷作用,也可能产生表面淬火
硬化现象。
残余应力产生得原因及影响因索
已加工表面层内出现得残余应力就是切削力引起得塑性变形
磨(切)削热引起得塑性变形及相变得体积
变化等因素综合作用得结果。
残余应力会引起工件得变形,
影响塑性材料得屈服强度极限,
致使脆性材料产生裂影响零件得疲劳强度,
降低零件得抗腐蚀性等.表层压应力有利于零件疲劳强度得提
影响切削加工表面残余应力得主要因素有刀具几何参数、切削用量、工件材料等
.
组成磨削加工表面残余应力得主要成分就是磨削热变应力、
相变应力与塑变应力。
其中热得影响比较大。
在磨削加工中,要特别注意防止表面烧伤。
磨削烧伤可分为回火烧伤、二次淬火烧伤与退火烧伤
.减轻烧伤得工艺措施主要有正确选用砂轮
;合理选
择磨削用量;改善冷却条件;采用低应力磨削工艺等。
机床夹具得组成
(1)
定位元件:
与工件定位基准接触得元件,用来确定工件在夹具中得位置。
(2)
夹紧装置:
压紧工件得装置,就是由多个元件组合而成。
(3)
夹具体:
基本骨架,连接所有夹具元件。
(4)
连接元件:
连接机床与夹具得元件,用来确定夹具在机床中得位置。
(5)
对刀、导引元件:
用来确定夹具与刀具相对位置得元件
(6)
其它元件:
起辅助作用.
定位
完全定位得定义:
不完全定位得定义
欠定位得定义
过定位得定义
定位元件得基本要求:
足够得精度;足够得强度与刚度
;耐磨性好,合理选用材料与热处理,小元件采用T
7A、T8A、T10A淬火,大元
件采用20、20Cr渗碳淬火,HRC58-64;工艺性好:
能防屑防尘、让开工件定位面边沿得加工毛刺
.
夹紧装置得组成及作用夹紧力得确定
(p49—51)
1、五类尺寸
(1)夹具外形轮廓尺寸(A类):
夹具得长宽高;有活动部分时
应包括可动部分处于极限时得空间所占得位
置.
(2)工件与定位元件间得联系尺寸(
B类)
:
定位面与限位面之间得配合尺寸与定位元件之间得尺寸;
(3)夹具与刀具得联系尺寸
(C类)
:
刀具(导向部分)与对刀、导引元件得配合尺寸与对刀、导引元件在
夹具上得位置尺寸;
(4)夹具与机床联系部分得联系尺寸(D类):
车床上标出夹具与主轴端,铣刨床上夹具定位键;通常就是以夹具上定位元件作为相互位置得基准。
(5)夹具内部得配合尺寸(
E类)
:
定位元件与夹具体、衬套、钻套等配合。
四类技术要求
(1)定位元件之间得相互位置要求:
互位置要求;
多个定位元件之间得相互位置要求或多件装夹时相同定位元件之间得相
(2)定位元件与连接元件与(或)夹具体底面得相互位置要求:
定位心轴轴线对底面得平行度
(3)导引元件与(或)夹具体底面得相互位置要求:
钻套轴线对夹具体底面得垂直度;
;
(4)导引元件与定位元件间得相互位置要求
:
如钻套轴线对心轴轴线得对称度。
工件内压力引起得变形
内应力就是指在没有外力作用下或去除外力后
仍残存在工件内部得应力。
它对加工精度与表面质量均
有较大得影响,团此学习时应注意以下几点
:
①内应力产生得主要原因与过程
②内应力对加工精度影响
得规律;③减少内应力得工艺措施。
内应力就是由于金属内部发生了不均匀得体积变化而产生得。
其主要原因就是
①工件各部分受热不均
或冷却速度不同,造成收缩不均匀而产生内应力,例如
.铸造毛坯,②工件受力发生局部塑性变形或塑性变
形不匀,而产生内应力,例如
锻造毛坯、冷校直及切削加工等;③材料得金相组织转变得体积变化产生
内应力,例如,热处理及磨削加工。
要判明工件加工后因内应力重新分布引起得工件变形趋势
需因先判断工件表面存在得就是何种性质得
内应力——拉应力还就是压应力
.判断得淮则就是:
若工件表面层体积欲缩小而受里层得限制时,则工件
残面层产生得就是拉应力;反之为压应力。
消除内应力得措施有:
①进行时效处理
(如高温时效、低温时效、热冲击时效、振动时效等
);②合理安
排工艺过程(如以热校直代替冷校直
粗精加工分开等),③改善零件结构,如使壁厚均匀等。
三大变形区得特点:
第—变形区得变形为发生在剪切滑移面内得切滑移变形;
第二变形区得变形为发生在切屑底层得挤压、摩擦变形;
第三变形区得变形为发生在靠近切削刃钝圆及后刀面处得挤压、摩擦变形与部分金属得弹性恢复。
什么就是积屑瘤?
积屑瘤形成得条件就是?
如何抑制积屑瘤?
在切削速度不高又不能形成连续带状切屑得情况下,加工-般钢料或其它塑性材料时,刀具前角很小或
为负值时,工件、切屑得—部分金属冷焊在刀具得刀尖与前刀面上代替刀具进行切削得硬块称积屑瘤。
积屑瘤得形成与切削速度、工件材料及产生粘结现象得条件有关,所以控制积屑瘤得生长可以用如下措
施:
(1)降低切削速度、使切削温度降低,粘结现象不易发生.
(2)采用高速切削,使切削温度高于积屑瘤存在得相应温度。
(3)采用润滑性能好得切削液,可减少摩擦,控制粘结。
(4)增加刀具前角.以减小刀屑接触区得压力。
(5)提高工件材料硬度,可减少加工硬化倾向。
切削加工中常用得切削液有哪几类!
它在切削中得主要作用就是什么?
切削加工中最常用得切削液有非水溶性与水溶性两大类:
(1)非水溶性切削液.主要就是切削油,其中有各种矿物油(如机械油、轻柴油、煤油等)、动植物油(如
豆油、猪油等)及加入油性、极压添加剂配制得混合油.它主要起润滑作用.
(2)水溶性切削液、水溶性切削液主要有水溶液与乳化液。
该类切削液有良好得冷却性能,清洗作用也很好。
作用
(1)润滑作用:
(2)冷却作用.(3)具有良好得清洗碎屑得作用及防锈作用保护机床、刀具、工件等不受周围介质得腐蚀。
分析产生磨削烧伤得原因及其解决办法
磨削烧伤就是因为磨削时:
产生得磨削热使磨削表面局部瞬时高温加热,使金属材料达到相变或氧化温
度后产得。
磨削深度愈大、砂轮速度愈高、工件速度愈低时,工件表面得温度愈高;砂轮磨损大,山
现糊塞时,易产生磨削烧伤.解决磨削烧伤可采取减少磨削热与加快磨削热传出得措施,在磨削用量方面
可采取减小磨削深度,并适当增大工件速度得办法;可采用较软得砂轮或把冷却液渗透到磨削区降温得
办法.
切削力得来源
所以切削力得来源即为作用在前刀面上得弹、塑性变形抗力与摩擦力以及作用在后刀面上得弹、塑性变
形抗力与摩擦力.如下图所示
定位误差得组成:
基准不重合误差、、
)与基准位移(位置)误差()
基准不重合误差()就是指工序基准相对于定位基准在加工尺寸方向上得最大
变动量,即工序基准与定位基准之间得联系尺寸得公差。
基准位移(位置)误差()就是指定位基准在加工尺寸方向上得最大变动量,即
定位基准相对于刀基准(对刀时所采用得基准)在加工尺寸方向上得最大变动
量。
V型块定位误差分析
V形块定位误差分析得通用公式:
(1)分析方法
当定位基准与工序基准重合时,
当定位基准与工序基准不重合时,,此时基准不重合位差得大小为
(2)得分析方法
在水平方向上,定位基准始终在V形块中心平面上,故不存在基准位移误差,
即。
在竖直方向上,定位基准得位置发生变化产生基准位移误差,即,此时基
准位移误差得大小为:
式中:
为
V
形块得夹角
.
(3)当,时,⋯⋯⋯⋯⋯⋯、
(4)当,时,
(5)当,时
,式中符号得判断方法如下
:
当工序基准与定位接触点在定位基准得同侧时,取“
-”,即,
反之,
取“+",即。
当V型块得夹角分别为60°,90°,120°,工序基准分别为工件得下
母线,轴线,上母线时。
定位误差得计算结果如下表所示:
注:
此表就是指在竖直方向计算得定位误差。
++++++++++++++++++++++++++
++++++
 升级会员
升级会员 