高塔车间工艺操作规程完整.docx
《高塔车间工艺操作规程完整.docx》由会员分享,可在线阅读,更多相关《高塔车间工艺操作规程完整.docx(17页珍藏版)》请在冰豆网上搜索。
高塔车间工艺操作规程完整
三得利肥业
(高塔车间)
工
艺
操
作
流
程
2012年11月25日
配料岗位操作规程
1、岗位任务:
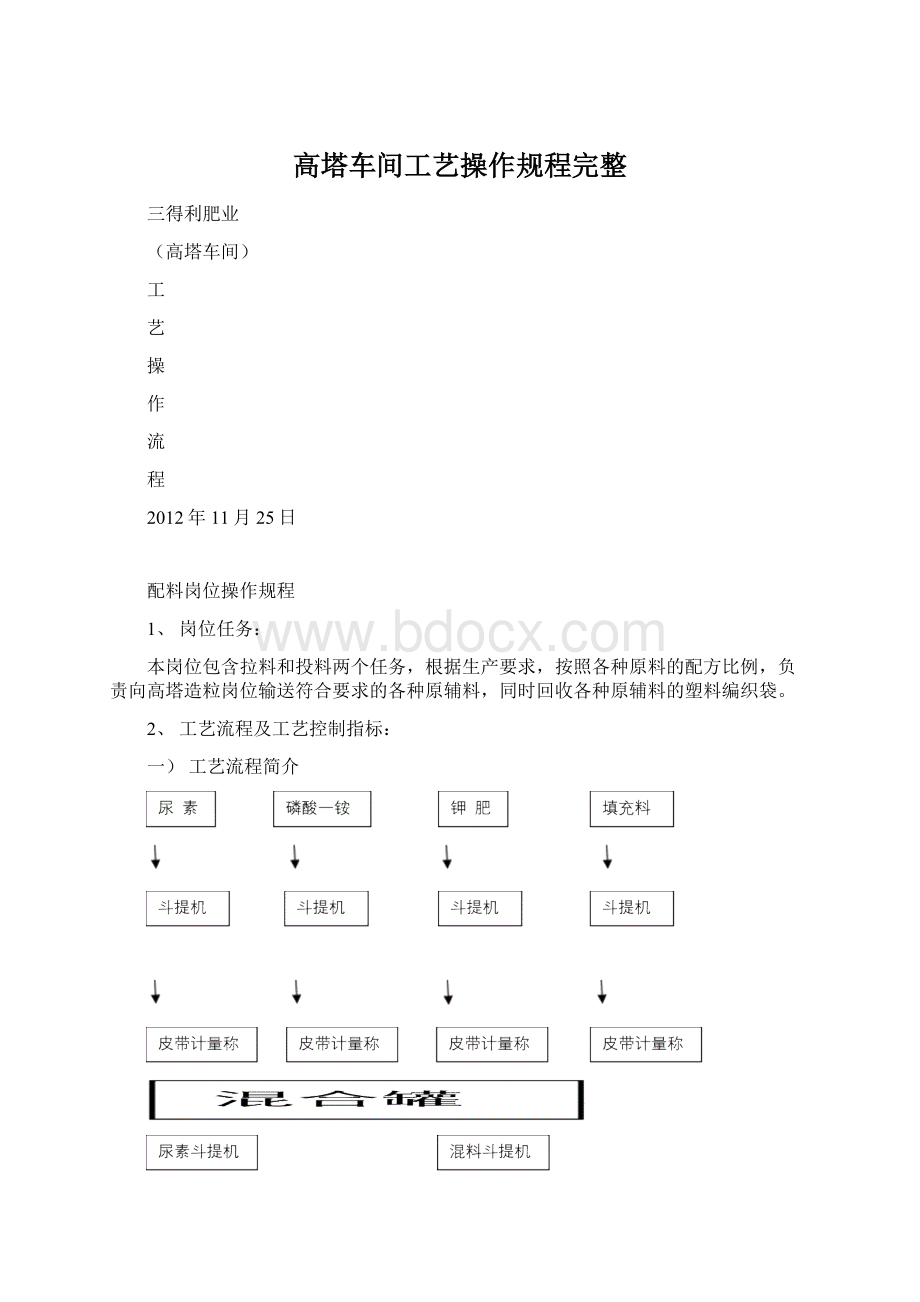
本岗位包含拉料和投料两个任务,根据生产要求,按照各种原料的配方比例,负责向高塔造粒岗位输送符合要求的各种原辅料,同时回收各种原辅料的塑料编织袋。
2、工艺流程及工艺控制指标:
一)工艺流程简介
二)工艺控制指标:
(1)实物重量与秤体显示重量的误差:
≤1%
(2)粉尘回收率:
≥90%
3、管理围:
二)管理区域:
本岗位管辖围包括自动化配料系统到原料皮带机的全部设备、电器、建、筑构物等。
二)主要设备一览表:
序号
设备名称
详细规格及型号
单位
数量
备注
1
斗提机
6m;TH68;电机22kw
台
6
2
筛分斗提机
7m;TH68;电机22kw
台
1
3
立式粉碎机
900×800;电机30kw;
台
2
4
皮带计量秤
电机1.1kw;
台
7
5
尿素提升机
54m;电机3kw;
台
1
6
粉料提升机
48m;电机45kw;
台
1
7
尿素皮带运输机
900×12000;电机4kw
套
1
8
粉料皮带运输机
900×28000;电机4kw
套
1
4、开停车操作:
一)开车前的准备
1、接到开车指令后,首先检查皮带秤、斗提机、破碎机、皮带输送机等主要零部件是否完好,有无障碍物。
紧固螺栓是否松动,所有润滑部位润滑是否良好。
检查完好后,试开皮带机,检查其是否有跑偏、卡阻等不正常现象,直至运转正常。
2、调整好各料斗的下料高度,使皮带秤秤体运行良好。
3、在原料倒入前测量各配料秤的皮重值,并记录好。
4、按照车间主任的通知输入总投料量,接到通知后按顺序开启皮带秤。
二)开车
1、经检查设备完好后,与造粒等后续岗位联系,准备开车。
2、开车时,先开3#钾肥秤和5#、6#尿素秤,后启动返料皮带,预计过5分钟后待塔顶通知正常后开启其它秤(4#磷肥秤和填充料秤)。
三)停车
接到停车指令后,停止进料,按顺序依次停填充料秤、磷肥秤、钾肥秤、尿素秤,再停斗提机、破碎机,最后停皮带机,停车后保养机器设备,同时清扫环境卫生。
如遇事故或设备故障需紧急停车(包括停电),停止投料并与后续工序联系,待事故处理完毕再按程序投料开车。
四)正常操作要点:
A、拉料岗位操作要点:
1、所拉原料与现用配方单一致;
2、按配料通知单及时与仓储部原料保管签字核对,确定原料位置;
3、拉取原料时应遵照从上到下、从到外的原则,严禁从下掏空堆垛;
4、露天原料停止使用后及时盖好篷布;
5、原料供应及时准确,不断料、不堆料,在原料用完半小时前通知班组长或车间主任计算配方;
6、运料途中注意安全,不得刮破、撞坏公司任何物品;
7、各种原料分开倾倒,不能交错,严禁碾包;
8、工作时严肃认真,安全操作,不得嬉戏打闹;
9、严格进行交接班,认真清理本班所分配地面区域卫生、设备卫生和原料现场卫生,保证干净、整洁、无杂物;
10、交班时向下班拉料组长或班长指明现用原料及配方。
B、配料岗位操作要点
1、与各岗位保持密切联系,严格按配方要求,按配比加入物料;不合格的原辅料(如水分超标,颜色差异大等)严禁投料。
2、时刻保持各皮带秤秤体传感器处的清洁,不得有任何的卡死,否则严重影响计量准确度,对产品质量带来重大隐患;
3、运行时应随时对秤体进行吹扫,但注意不得接触重力传感部位(皮带、称重架等);
4、观察秤体运行,保证皮带不跑偏,如有跑偏应及时调整,调整紧度后应重新测皮重;
5、每次较长时间停机时应将料斗中的物料放完,秤体上的物料放完,且清扫干净,将传感器的保护螺钉拧好,保护传感器,关闭系统电源。
6、当满足以下任何一个条件时,应对系统进行侧皮重操作:
①长时间停机(超过一天)后的第一次开机;
②对皮带进行过紧度调整;
③该秤体上一次测皮重时间已超过24小时;
④通过实物重量与秤体显示重量对比误差大于5%时;
⑤对秤体进行过检修操作。
7、当满足以下任何一个条件时,应对系统进行标定操作:
①长时间停机(超过三天)后的第一次开机;
②通过实物重量与秤体显示重量对比误差大于5%且重新侧皮重后仍没有解决的;
③该秤体上一次标定时间已超过5天的;
④对秤体进行过任何机械传动部分、仪表信号部分检修的。
造粒岗位操作规程
1、岗位任务:
完成尿素熔浆和其它原料的均匀混合及造粒操作,制备符合粒度和水分要求的复颗粒,精细化操作,提高混合物料成粒率。
2、工艺流程及工艺控制指标:
一)工艺流程简介
二)工艺控制指标:
(1)尿素熔融器温度:
110-125℃
(2)混合罐温度:
100-110℃
3、管理围:
二)管理区域:
本岗位管辖围包括造粒系统的全部设备、电器、建、筑构物等。
二)主要设备一览表:
序号
设备名称
详细规格及型号
单位
数量
备注
1
尿素熔融罐
1800×2000;电机22kw
个
2
2
混合罐
1500×1800;电机22kw;
个
1
3
过滤罐
400×800
个
1
自制
4
复合融体造粒控制系统
CD-JT312KL
套
1
5
造粒机
12t/h;立体电机4台3kw;
台
1
4、开停车操作:
一)开车前的准备
1、接到开车指令后,首先检查各设备主要零部件是否完好,有无障碍物。
紧固螺栓是否松动,所有润滑部位润滑是否良好。
检查完好后,试开皮带机,检查其是否有跑偏、卡阻等不正常现象,直至运转正常。
2、达到用汽条件。
3、系统检查完毕达到投料生产条件,各阀门处于正确的开、闭状态。
4、准备好所需的工具、防毒防尘面具及原始记录表。
二)开车程序
1、经检查设备完好后,与后续岗位联系,准备开车。
2、开启尿素融熔器、混合槽后疏水器傍路阀,开启保温夹套疏水器傍路阀。
3、开启抽风机。
4、缓慢开启各蒸汽进汽阀门,待疏水器傍路有大量蒸汽排出后关闭路阀。
5、待尿素浸没搅拌叶片时启动搅拌器,调节蒸汽压力和需要量确保槽物料温度在工艺要求。
6、将融熔尿素与磷、钾肥及填充料加入混合槽,启动搅拌器,调节蒸汽压力,确保物料温度在工艺要求。
7、开蒸汽阀预热造粒机喷头并启动造粒机。
8、待混合槽物料接近溢流口时关闭喷头预热蒸汽。
9、物料溢流入造料机后调节喷头、外转速至产品粒子大小均匀无粉,运行中观察物料不粘塔壁。
三)停车程序
A:
临时停车(不放净系统物料的停车,如临时处理事故等的停车)
1、通知停止进料;关小混合槽进汽阀门,用蒸汽将各物料槽温度保持在工艺要求。
2、待物料从混合槽溢流完后,把喷头提起来开启蒸汽将造粒机喷头吹扫清洗干净。
3、临时停机期间严密临近混合槽温度,正常保温不得超过四小时。
保温中有异常时立即放槽。
B:
计划停车(放净系统物料的停车)
1、待混合槽物料放完后打开混合槽底部放料阀将槽物料全部造粒,通知塔底接返料。
2、待物料槽物料放完后关闭加热蒸汽阀。
3、开蒸汽冲洗底部放料管。
4、开蒸汽将造粒机喷头冲洗干净。
关闭各物料管保温蒸汽阀、吹扫蒸汽阀,停抽风机。
四)正常操作要点:
1、生产中密切注视蒸汽压力变化,蒸汽阀门严禁猛开猛关,各设备不得超压、超温运行。
2、混合槽抽风系统必须良好,每班检查、清理一次风管。
3、为确保产品养分准确,应同时开停配料称。
4、融熔槽、混合槽搅拌变频器转速尽可能提高以保证物料融熔和混合良好;混合中粉料必须被卷入液相下。
5、必须立即清除槽物料表面的结块或“灰包粉团”,严禁进入造粒机。
6、造粒机喷头外转速尽量调高,产品粒度用转速调节,确保喷洒出料粒度均匀、不粘塔壁。
7、为防止在物料量少而堵塞造粒机(在喷头的1/3以下),开启吹扫蒸汽阀带少量蒸汽造粒。
8、发现喷头喷洒不良时,及时关闭进料阀,开蒸汽吹扫喷头。
同时用蒸汽加热另一台造粒机喷头以备更换之用。
若喷头吹扫良好,可继续生产,否则应快速切换喷头。
换下的喷头应及时用热水清洗干净,交班时必须确保一喷头干净待用。
9、若非紧急情况,放槽物料需全部通过造粒机以防塔底粘结,放料完后清洗混合槽或试快开阀是否关严的水通过放料管上小球阀接临时管放入下水道,严禁将水直接放入塔。
10、如物料溢出沾在地上,待稍干后及时清理(时间过一会变得坚硬异常)、敲碎装带返回原料破碎后回用。
11、操作中注意安全,劳保用品穿戴齐全。
观察混合槽时必须戴上防毒面具;严禁直接接触高温物料;严禁设备运转时接触转动部件。
冷却岗位操作规程
1、岗位任务:
将造粒岗位输送来的经过造粒的复进行冷却,将合乎要求的成品复输运到筛分岗位筛分后进包膜岗位进行防结块处理,不合乎要求的粗物料送破碎机重新破碎。
同时对冷却机尾气进行除尘回收。
2、工艺流程及工艺控制指标:
1、
工艺流程简图
高塔出来物料物料经皮带运输机送入冷却机中冷却,出冷却机的物料经过筛分机筛分,小于1mm的细料经返料皮带送入造粒机重新造粒,大于4.75mm的物料,去破碎机,经破碎后进返料皮带;粒度合格的物料由皮带运输机送至包膜机进行防结块包膜后,再由斗提机送至成品贮斗。
冷却机的尾气经旋风除尘器送入重力沉降室收尘后排放,收集的粉尘经回料皮带返回造粒系统。
二)工艺控制指标:
1、成品水分:
≤2%
2、成品粒度:
2—4.75mm≥70%
3、冷却机出口物料温度:
≤45℃
4、除尘室粉尘回收率:
≥90%(每天回收)
3、管理围
一)管辖围:
冷却、除尘系统所辖设备、管道、阀门、仪表、电器及周围建、构筑物等。
二)主要设备
冷却岗位设备一览表
序号
设备名称
规格型号及主要参数
数量
备注
1
皮带运输机
900×14000
电机:
3kw
2台
2
冷却机
φ2000×22000
电机:
30kw
减速机:
Φ650
1台
3
冷却引风机
φ800×12000风管
电机45kw;
2台
4
旋风除尘器
1800×3200
1台
5
重力收尘室
4000×3000×7000
1套
4、开停车操作:
一)开车前准备
1、检查各运转设备是否灵活,有无卡阻现象。
2、检查所有设备主要零部件是否完好,紧固螺栓是否松动,润滑是否良好。
3、检查电气系统状况是否正常。
4、检查各下料口是否畅通,设备有无异物。
5、检查除尘系统管道是否畅通,是否有积料,有无漏气之处。
以上检查,发现情况应及时处理,一切正常后待令。
6、准备好岗位工、器具及岗位原始记录。
二)开车
1、接到开车指令后,依次启动旋风除尘器、冷却风机。
2、依次启动以下设备:
返料皮带运输机、滚筒筛,冷却机。
3、所有设备运转正常后,通知造粒岗位,配料岗位投料进行正常操作。
三)停车
1、接到停车指令后,配料岗位停止投料。
待系统物料排净后,依次停止以下设备:
冷却机、滚筒筛、返料皮带机、引风机。
2、事故停车应及时通知造粒岗位停止造粒,配料岗位停止投料。
待事故处理完毕后,按程序开车。
3、停车后,应做好各设备的维护保养及环境卫生工作,同时彻底检查设备、管道是否积料。
四)正常操作要点:
1、加强巡回检查,经常检查各设备电机、电流、轴承温升是否正常。
发现异常,查明原因,迅速处理。
2、随时检查各设备进出料口及除尘系统管道是于否畅通。
3、随时观察物料的粒度变化。
如有异常及时通知造粒岗位调整操作。
4、经常检查滚筒筛有无阻塞、积料和筛网破损现象。
5、保持系统进出料连续稳定,如有异常应及时调整操作条件,保持工艺指标在控制围。
6、随时检查成品物料的外观质量,发现异常应迅速查明原因,及时处理。
筛分岗位操作规程
1、岗位任务:
将经过高塔造粒后经冷却机冷却的物料进行筛分,合格的物料送后续包膜岗位进行防结块包膜处理,不合格的物料经返料皮带返回粉料系统至尿素斗提机,重新熔融。
2、工艺流程及工艺控制指标:
一)流程简述
二)工艺控制指标:
1、出滚筒筛分机物料的粒度:
1mm~4.75mm
3、管理围
一)管理区域:
筛分岗位所属设备、电器、工器具、建、构筑物等。
二)主要设备一览表:
序号
设备名称
规格型号及主要参数
数量
备注
1
滚筒筛
Φ2000×6000
电机功率45kw
1
2
斗提机
TH68;6m
1
3
返料皮带机
电机功率4kw
1
4、程序:
一)开车前准备与检查:
1、检查电器、设备是否正常。
2、检查斗提机和返料皮带机的电机、减速机、皮带、托辊、滚筒等主要零部件是否完好,有无障碍物。
紧固螺栓是否松动,所有润滑部位润滑是否良好。
检查完好后,试开斗提机,检查料斗是否有跑偏、卡阻等不正常现象,直至运转正常。
3、检查滚筒筛有无阻塞、积料和筛网破损现象,发现故障及时处理。
4、准备好本岗位用具、工具、原始记录等。
二)开车:
1、接到开车指令后,启动各皮带运输机机及返料皮带机;
2、待斗提机运转正常后启动滚筒筛;
三)停车:
1、接到停车指令,按顺序停滚筒筛、返料皮带机、斗提机。
2、若本岗位设备故障,事故停车应及时通知造粒岗位停送物料。
待事故处理完毕后,按程序开车。
3、停车期间应做好本岗位设备的维护保养和卫生清扫工作。
四)正常作业要点:
1、检查斗提机是否跑偏。
滚筒筛是否堵塞。
确保设备完好,杜绝因本岗位设备故障,造成全系统停车。
2、检查滚筒筛有无阻塞、积料和筛网破损现象,发现故障及时处理。
五)不正常现象及处理方法:
不正常现象
原因分析
处理方法
1、皮带跑偏
①皮带两边周长不等
②皮带、滚筒积料
③皮带前后滚筒不平行
①调节紧装置
②清理积料
③调整滚筒平等度
2、斗提机跑偏
①料斗带接头不正
②底轮和头轮传动轴的安装不正
①调整料斗带接头
②调整底轮和头轮传动轴的安装在同一垂直平面且保持水平
3、成品中夹带较多细粉
①滚筒筛筛网堵塞
②产品成粒率太低,振动筛负荷过重
①清理堵塞
②调整造粒操作条件,提高成粒率
4、成品中出现大粒子
滚筒筛筛网局部破损
停车修补或更换筛网
包膜岗位操作规程
1、岗位任务:
将经过筛分后的合格的复颗粒进行包膜、扑粉防结块处理,经过处理的复颗粒送成品包装岗位进行包装。
2、工艺流程及工艺控制指标:
一)工艺流程简述:
包膜油来自油槽,油槽用蒸汽夹套加热,控制其温度,达到一定的流动性,经搅拌溶解后经计量后由泵打入包膜机,通过喷油泵使其雾化后均匀喷在颗粒表面,然后再进行扑粉处理。
二)工艺控制指标:
1、液体防结块剂(包膜油)用量:
1.5kg/吨肥;
2、固体防结块剂(扑粉)用量:
3kg/吨肥;
3、成品温度:
≤40℃
3、管理围
一)管理区域:
包膜岗位所属设备、电器、工器具、建、构筑物等。
二)主要设备一览表:
序号
设备名称
规格型号及主要参数
数量
备注
1
包膜机
电机功率11kw
1
2
扑粉机
Φ1800×7000
电机功率1.5kw
1
4、开停车操作:
一)开车前准备与检查:
1、检查电器、设备是否正常。
2、检查各皮带机润滑是否良好。
3、准备好包膜油、扑粉等材料。
4、准备好本岗位用具、工具、原始记录等。
二)开车:
1、接到开车指令后,向油槽中加入包膜油,开启蒸汽加热,使其达到一定的流动性。
2、待上段工序出料后,开启喷油泵,按规定的比例均匀的喷出包膜油。
3、将经过包膜处理后的物料按规定的量进行扑粉处理。
4、交班前将本班生产的成品全部处理完,作好原始记录。
三)停车:
1、接到停车指令,停止加包膜油和扑粉,先停止蒸汽加热,然后按顺序依次停喷油泵、斗提机、皮带运输机。
2、若本岗位设备故障,应及时抢修或更换备用设备。
3、停车期间应做好本岗位设备的维护保养和卫生清扫工作。
四)正常操作要点:
1、包膜油在添加过程中要注意避免杂物、包装物进入油槽,导致堵泵故障,添加结束后用空压气将油管吹扫干净,避免阻塞油管。
2、根据产品温度的变化,包膜油的用量要随着调整,当产品温度的温度高时,包膜油的加入量要适当的增加。
3、包膜油在喷洒过程,要注意空压气的调节,确保雾化效果。
4、加强工作责任心,精细化操作,确保包膜质量合格。
。
包装岗位操作规程
1、岗位任务:
按质按量地将本班生产的复包装入库,并计量。
2、工艺流程及工艺控制指标:
一)工艺流程简述:
从成品贮斗底部放料口放料并称量,包装袋折边后,经缝包机缝口,传送至成品皮带机,码包后用叉车送至成品库堆存、码垛。
二)工艺控制指标:
1、包装质量:
49.8±0.2kg/包;39.8±0.2kg/包;24.9±0.1kg/包;
2、缝包尾线长度:
5±1cm
3、码垛高度:
10包/层
4、无脏包破包
5、严禁二次封口
3、管理围
管理区域:
成品包装岗位所属设备、电器、工器具、建、构筑物等。
4、开停车操作:
一)开车前准备与检查:
1、检查电器、设备是否正常。
2、检查皮带机、缝包机润滑是否良好。
3、准备好包装袋、缝包线等。
4、准备好本岗位用具、工具、合格证、原始记录等。
5、试运行皮带机、缝包机、发现情况及时处理。
二)开车:
1、接到开车指令后,启动成品皮带机。
2、待成品贮斗物料有一定贮量后开始放包→称量→扎袋→折边→缝口操作。
3、将包装好的成品用叉车推至成品库,并码放整齐。
4、交班前将本班生产的成品全部包装完,作好原始记录。
三)停车:
1、接到停车指令,待成品包装完毕后,停皮带机、缝包机。
2、若本岗位设备故障,应及时抢修或更换备用设备。
3、停车期间应做好本岗位设备的维护保养和卫生清扫工作。
四)正常操作要点:
1、检查成品皮带机是否跑偏,缝包机是否完好。
下料口是否堵塞。
确保设备完好,杜绝因本岗位设备故障,造成全系统停车。
2、随时抽查包装质量及封口是否符合要求,并校核电子计量称,确保称量误差在误差围。
质检每班抽查一次,车间主任,班组长每小时抽查一次。
3、确保每包成品中有齐全的标识。
4、包装袋应捆扎紧,外袋缝合应正确牢固,严禁二次封口。
5、发现成品外观或颜色不合格时一律不允许装包。
6、成品出料少时应暂时停止包装,避免包装误差。
7、加强工作责任心,精心操作,确保包装质量合格率在100%。
五)不正常现象及处理方法:
不正常现象
原因分析
处理方法
1、皮带跑偏
①胶带两边周长不等
②胶带、滚筒积料
③胶带前后滚筒不平行
①调节紧装置
②清理积料
③调整滚筒平等度
2、缝包断线
①线路穿错
②线质量差
③缝线拉得太紧
①按要求重穿
②换缝包线
③调整至松紧适度
3、包装重量超差
①电子计量称误差
②包装人员责任心不强
①校核电子计量称
②加强专检、互检、自检人员责任心
编制:
审核:
批准:
 升级会员
升级会员 