零件加工工艺卡片汇总.docx
《零件加工工艺卡片汇总.docx》由会员分享,可在线阅读,更多相关《零件加工工艺卡片汇总.docx(21页珍藏版)》请在冰豆网上搜索。
零件加工工艺卡片汇总
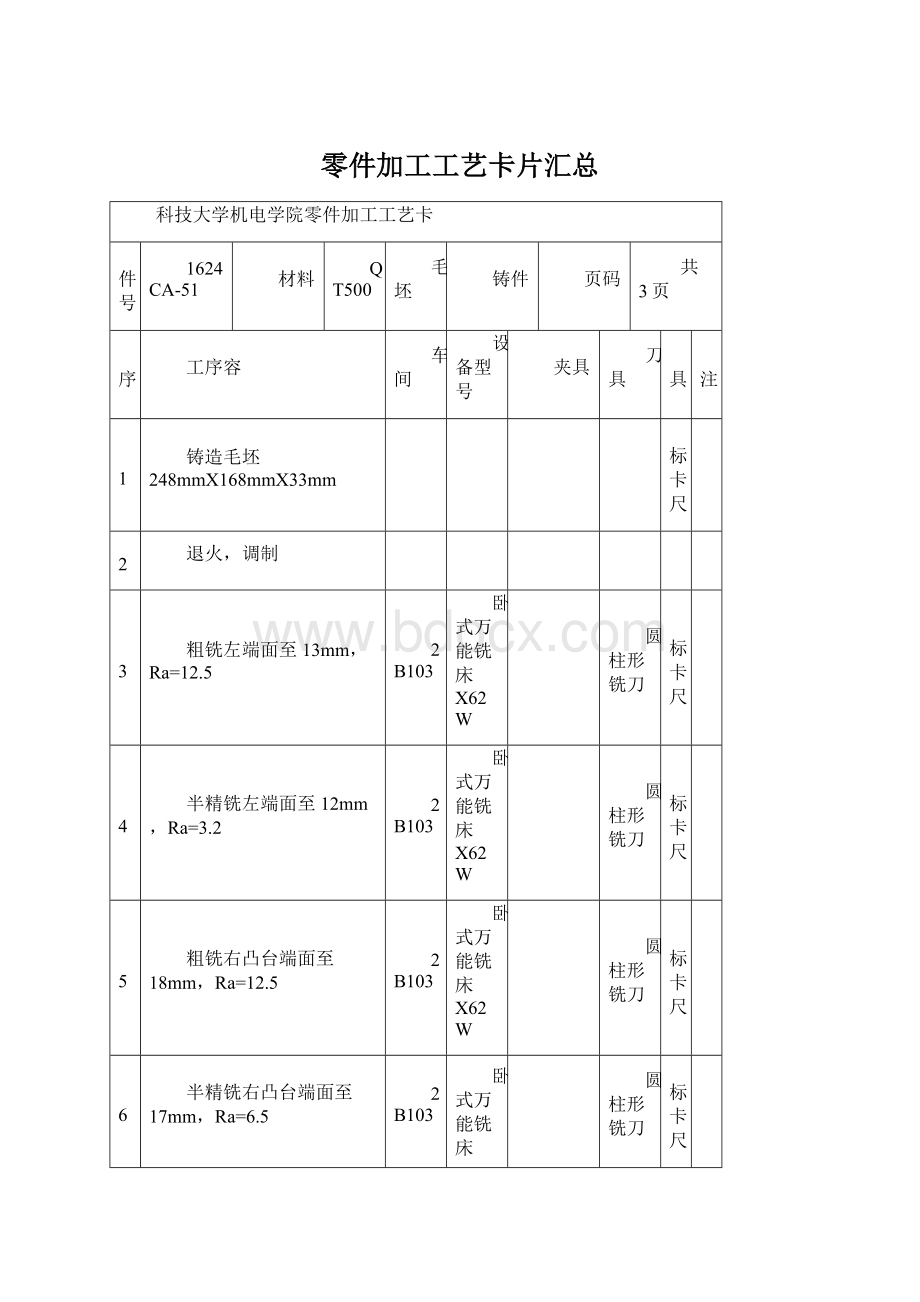
科技大学机电学院零件加工工艺卡
零件号
1624CA-51
材料
QT500
毛坯
铸件
页码
共3页
工序
工序容
车间
设备型号
夹具
刀具
量具
备注
01
铸造毛坯248mmX168mmX33mm
游标卡尺
02
退火,调制
03
粗铣左端面至13mm,Ra=12.5
2B103
卧式万能铣床X62W
圆柱形铣刀
游标卡尺
04
半精铣左端面至12mm,Ra=3.2
2B103
卧式万能铣床X62W
圆柱形铣刀
游标卡尺
05
粗铣右凸台端面至18mm,Ra=12.5
2B103
卧式万能铣床X62W
圆柱形铣刀
游标卡尺
06
半精铣右凸台端面至17mm,Ra=6.5
2B103
卧式万能铣床X62W
圆柱形铣刀
游标卡尺
07
粗铣左凸台端面至11mm,Ra=12.5
2B103
卧式万能铣床X62W
圆柱形铣刀
游标卡尺
08
半精铣左凸台端面至10mm,Ra=3.2
2B103
卧式万能铣床X62W
圆柱形铣刀
游标卡尺
09
粗镗孔φ100至φ98mm,Ra=12.5
2B103
数字显示卧式镗床TX611B
圆形镗刀
游标卡尺
10
半精镗孔φ100至φ100mm,Ra=6.3
2B103
数字显示卧式镗床TX611B
圆形镗刀
游标卡尺
11
粗镗凹圆φ60至59.4mm,Ra=12.5
2B103
数字显示卧式镗床TX611B
圆形镗刀
游标卡尺
12
半精镗凹圆φ60至60mm,Ra=6.3
2B103
数字显示卧式镗床TX611B
圆形镗刀
游标卡尺
13
粗镗φ110至φ108mm,Ra=12.5
2B103
数字显示卧式镗床TX611B
圆形镗刀
深度游标卡尺
14
半精镗孔φ110至φ109.3mm。
Ra=3.2
2B103
数字显示卧式镗床TX611B
圆形镗刀
深度游标卡尺
15
热处理表面淬火、低温回火
淬火机
16
精镗孔φ110至φ110,Ra=1.6
2B103
数字显示卧式镗床TX611B
圆形镗刀
深度游标卡尺
17
钻孔螺纹孔2-M8x1.25至6.75mm
2B103
立式钻床Z535
直柄麻花钻头
18
攻丝2-M8x1.25至8mm
2B103
立式钻床Z535
丝攻
19
钻孔螺纹孔3-M10x1.5至8.5mm
2B103
立式钻床Z535
直柄麻花钻头
20
攻丝3-M10x1.5至10mm
2B103
立式钻床Z535
丝攻
21
去毛刺
钳工台
平挫
22
清洗
23
终检
设计
日期
审核
日期
批准
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
1
页
车间
工序号
工序名称
材料牌号
2B103
1
铸造
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
248mmX168mmX33mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/min)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
铸造毛坯
2
退火,调制
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
2
页
车间
工序号
工序名称
材料牌号
2B103
2
铣削
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式万能铣床
X62W
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
粗铣左端面至13mm
卧式万能铣床X62W
300
0.075
0.2
2
1
2.70m
0.41m
2
半精铣左端面至12mm
卧式万能铣床X62W
1180
0.296
0.2
2
1
2.70m
0.41m
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
3
页
车间
工序号
工序名称
材料牌号
2B103
3
铣削
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式万能铣床
X62W
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
粗铣右凸台端面至18mm
卧式万能铣床X62W
475
0.119
0.23
2
1
1.55m
0.23m
2
半精铣右凸台端面至17mm
卧式万能铣床X62W
1180
0.296
0.23
1
1
1.55m
0.23m
3
倒角
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
5
页
车间
工序号
工序名称
材料牌号
2B103
5
镗削
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
数字显示卧式镗床
TX611B
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
粗镗孔φ100至φ98mm
数字显示卧式镗床TX611B
796
30
0.5
1
2
32s
4.8s
2
半精镗孔φ100至φ100mm
数字显示卧式镗床TX611B
929
35
0.3
1
2
45s
6.75s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
7
页
车间
工序号
工序名称
材料牌号
2B103
6
镗削
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
数字显示卧式镗床
TX611B
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
粗镗φ110至φ108mm
数字显示卧式镗床TX611B
796
30
0.5
1.5
1
18s
5.2s
2
半精镗孔φ110至φ109.3mm
数字显示卧式镗床TX611B
1062
40
0.3
0.75
1
22s
3.3s
3
热处理表面淬火、低温回火
淬火机
4
精镗孔φ110至φ110mm
数字显示卧式镗床TX611B
1592
60
0.2
0.25
1
22s
3.3s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
6
页
车间
工序号
工序名称
材料牌号
2B103
7
镗削
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
数字显示卧式镗床
TX611B
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
粗镗凹圆Φ60
数字显示卧式镗床TX611B
796
30
0.5
1
1
9.8s
1.5s
2
半精镗凹圆Φ60
数字显示卧式镗床TX611B
1062
40
0.3
0.75
1
12s
1.8s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
8
页
车间
工序号
工序名称
材料牌号
2B103
8
钻销
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
钻孔螺纹孔2-M8x1.25
立式钻床Z535
195
1.77
0.04
3.375
1
3.75s
0.56s
2
攻丝
丝锥
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
9
页
车间
工序号
工序名称
材料牌号
2B103
9
钻销
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
钻孔螺纹孔3-M10x1.5
立式钻床Z535
140
3.97
0.07
4.25
1
2.04s
0.31s
2
攻丝
丝锥
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
4
页
车间
工序号
工序名称
材料牌号
2B103
4
铣削
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式万能铣床
X62W
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
粗铣左凸台端面至11mm
375
94.25
0.23
2
1
1.54m
0.23m
2
半精铣左凸台端面至10mm
950
238.76
0.23
1
1
1.54m
0.23m
3
倒角
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
科技大学
机械加工工序卡片
产品型号
零件图号
1624CA-51
产品名称
零件名称
端盖
共
10
页
第
10
页
车间
工序号
工序名称
材料牌号
2B103
10
热处理
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
QT500
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工步号
工步容
工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动
辅助
1
去毛刺
钳工台、平挫
2
清洗
3
终检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 