钣金展开类型与计算方法教材.docx
《钣金展开类型与计算方法教材.docx》由会员分享,可在线阅读,更多相关《钣金展开类型与计算方法教材.docx(16页珍藏版)》请在冰豆网上搜索。
钣金展开类型与计算方法教材
工程规范作业指导书
1.工程人员接到图纸后:
1).查看图纸的工艺要求(看注意事项=NOTES).
2).检查产品图面料厚.材质与业务提供是否一致.
3).查看图面是否有折弯公差标注,如有在折弯图面标明.
4).查看图面上是否有配件(如:
螺柱=STANDOFF.螺母=NUT.外牙螺丝=FH&FHS.等等.)注意规格与型号如是特殊规格而需要自备查看仓库,如没有库存请示上级处理.-----采购
5).看图面是英制标注还是公制标注,如是英制标注(1:
1)用X命令炸开后放大25.4倍转为公制,复制一份进行展开.(原图不动.都以公制标准作业).
6).如产品毛边向外,镜像视图使毛边向内,折弯向下.
2.展开标准:
1.目的
为统一展开的计算方法,达到工作要求的快速准确。
2.展开计算原理
板料在弯曲过程中,外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力,也不受压力的过渡层——中性层。
中性层在弯曲过程中的长度和弯曲前一样,保持不变。
所以中性层是计算弯曲件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处。
当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层的位置逐渐向弯曲中心的内侧移动。
中性层到板料内侧的距离用α表示。
3.展开的基本公式(展开长度=料内+料内+展开系数)
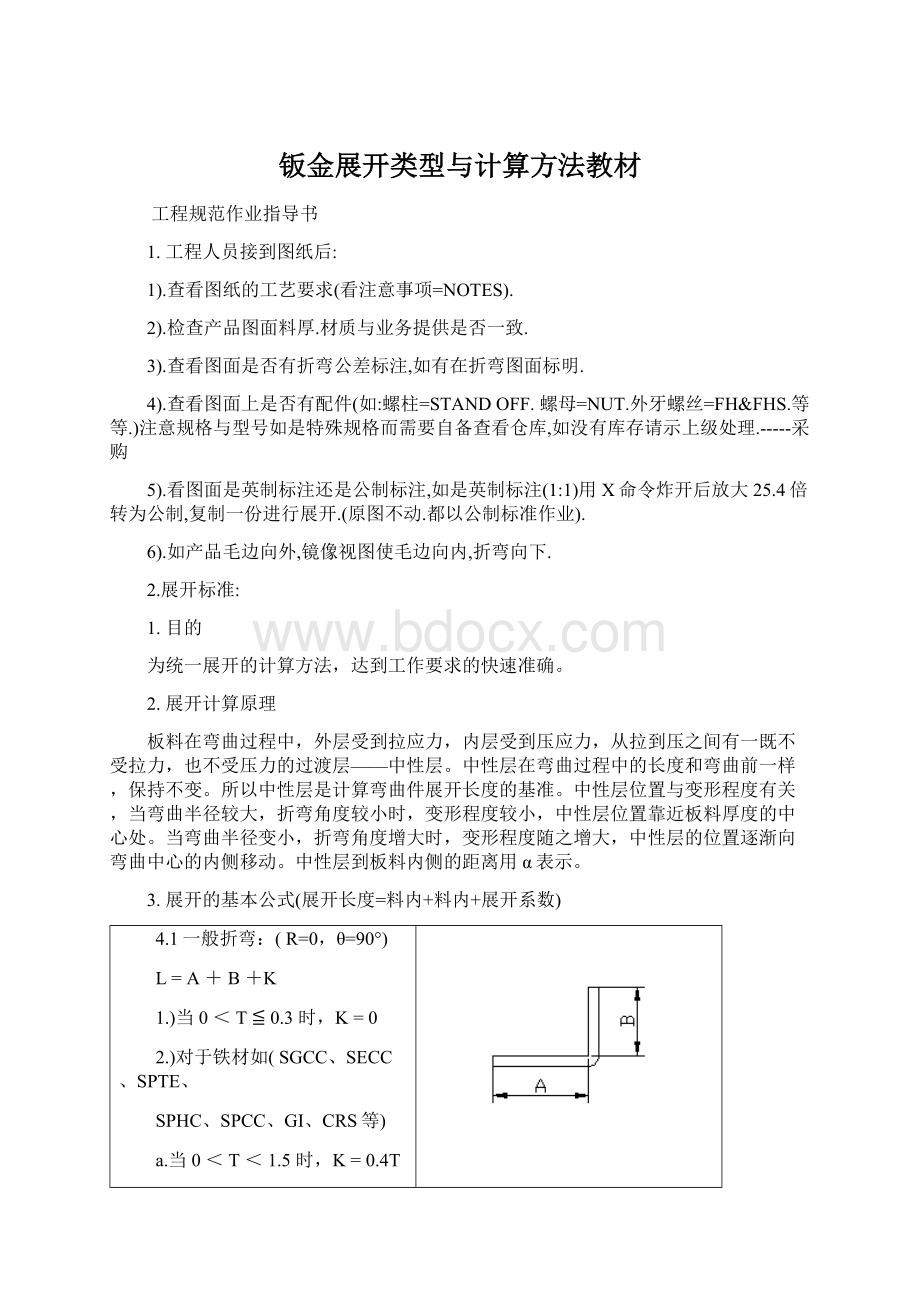
4.1一般折弯:
(R=0,θ=90°)
L=A+B+K
1.)当0<T≦0.3时,K=0
2.)对于铁材如(SGCC、SECC、SPTE、
SPHC、SPCC、GI、CRS等)
a.当0<T<1.5时,K=0.4T
b.当1.5≦T<2.5时,K=0.35T
c.当T≧2.5时,K=0.3T
3.)对于其他有色金属材料如AL、CU等
当T>0.3时,K=0.4T
4.)当R<3.0时,按R=0处理。
4.2一般折弯:
(R≠0,θ=90°)
L=A+B+K
K值取中性层弧长
1.当T<1.5时,α=0.5T
2.当T≧1.5时,α=0.4T
4.3一般折弯:
(R=0,θ≠90°)
L=A+B+K′
1.当T≦0.3时,K′=0
2.当T>0.3时,K′=(θ/90°)*K
3.K为90°时的展开系数
4.4一般折弯:
(R≠0,θ≠90°)
L=A+B+K
1.当T<1.5时,α=0.5T
2.当T≧1.5时,α=0.4T
3.K值取中性层弧长
4.当R<2.0T时,则按R=0来计算,A、
B依倒零角后的直边长度取值。
4.5Z形折弯1:
(直边断差)
1.当H≧5T,分两次成形时,按两个90°折弯计算。
2.当2.5T≦H<5T,一次成形时,按两个90°折弯计算。
3.当H<2.5T,一次成形时,
展开长度=展开前总长度+K。
(K=0.2)
4.6Z形折弯2:
(斜边断差)
1.当H≧5T,分两次成形时,按两个90°折弯计算。
2.当2.5T≦H<5T,一次成形时,按两个90°折弯计算。
3.当H<2.5T,一次成形时,
展开长度=展开前总长度+K。
(K=0.2)
4.7U形折弯
1.U形折弯加工,一般先折约30°~45°后,垫片反折压平。
2.展开长度L=A+B+K
K值取中性层弧长
3.当T<1.5时,α=0.5T
3.当T≧1.5时,α=0.4T
4.8反折成形
L=A+B+K
1.反折压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部。
2.反折压平一般分两部进行
a.V折30°~45°
b.反折压平
3.在展开图标示折弯线时,须如图示保留
4.9内R展开
1.以模具抽深成形时,因受到3个方向的拉力,在抽深高度超过材料的延展性时,易产生破裂。
2.在展开时,r≦1/2R
4.10外R展开
1.以模具抽深成形时,因同时受到3个不
同方向力量的拉挤,造成抽深高度过高,故在展开时须掏掉一部份材料。
2.外R展开约取原展开的2/3左右,若超
过4个料厚。
则展开R1≦2R。
3.若材料延展性高,则按实际成形高度做掏料的依据。
4.11反折向内
1.反折向内且外R≧3T时,按照R角展开。
反折尺寸L≧3T时,L1展开=2T,并L2的部份需≧3T
2.反折向内且外R<3T时,按照90°角展开。
并将L1掏掉。
3.使用折床成形时,受到压应力的影响较大,故L1展开=2T。
4.12反折向内
1.反折向外成形时,受到拉应力的影响较大,必须掏掉,L=4T。
范例1.0.8t
范例2.0.8t
范例3.0.8t
范例4.
3.排工序
1).下料图,标注产品长宽,及一些内部特征至X,Y轴的尺寸.放一侧视图在旁边,如下图:
2).加工图:
沙拉.抽牙,螺柱,螺母,螺钉等等加工表示方式:
3).折弯图标注:
1.一般折弯标注:
3.有角度折弯标注:
4.断差及反折折弯标注:
4).简易模具的标注:
5.模具制作:
1).断差模
1、断差所要求的主要尺寸在中间高度H,此部位尺寸可大不可小,一般为配合组装的缘故,高度H必须加大0.1~0.2mm。
2、展开按照一般方式展开。
3、展开尺寸比未展开之前多出之长度假设为L。
4、在模具设计时,都必须要有定位的地方,此定位可依实际情况选择,以孔做内定位或者以工件外形来做为外定位。
5、我们假设模具冲压时,受其压力的关系,两边的材料会平均的往压力方向缩短。
故在选择上下模定位的问题时,必须考虑这个因素。
我们展开时是向单一方向延展的,所以在定位部份必须在往回移动1/2L(步骤3)。
6.步骤6、模具形状确定后,再来就是模具外形。
因为我司小型油压机平台中心位置,为一50X50X10的方形槽做为固定下模的工具,故模具的宽度必须设定为49.9mm,高度部份上、下模各为50mm。
7.步骤7、若因其它原因可适当改变模具的高度及宽度。
2).桥式模
1、桥式模顾名思义其形状如一座拱桥,其重要尺寸为高度H。
2、取其形状为模具上下模部份设计。
3、模具形状确定后,再来就是模具外形。
因为我司小型油压机平台中心位置,为一50X50X10的方形槽做为固定下模的工具,故模具的宽度必须设定为49.9mm,高度部份上、下模各为50mm。
4、因两端无缺口,由作业人员以目测方式或外形定位来冲压。
5、若因其它原因可适当改变模具的高度及宽度。
3).四片模:
1、设计模具首要必须确定冲压的方向。
2、设计模具其次必须确认高度。
3、模具一般分为上下固定板(一般样品可不用)、母模、公模固定板、冲头(公模),通常上下固定板皆使用SPCC3.0t的材料,其它各模块就按照厂内现有之材料厚度来设定模板的高度,并使用螺柱(一般外径5.38的螺柱)来做为模具的铆合。
4、模具组装后冲压结果
5注意事项:
1).模具的外尺寸及铆柱孔需标注,有便于雷射找材料.如上图a,b.
下模,上模只需标注a1,b1,a2,b2即可.
2).下模一般取外面第二根线.上模一般取里面第二根线.(在线条很多的情况下.)
冲子一般是上模的尺寸a2,b2各减去0.05,装模比较方便.(抽直不变).
3).在压比较高的凸包时很容易破裂如:
MB板上的凸包.一般需打磨成下图型状比较容易压出,一般客户对凸包的型状要求不多,重要是高度尺寸.
4).四片模的回压:
1、当凸包高度过高及面积过大时,就必须回压。
其原则是模具设计时,必须比图纸要求高度高,除了一般四片模要求外,尚有回压冲子及回压垫片。
2、首先按一般模具方式冲压(压出的高度减去你要回压的高度等于实际高度)。
3、首次冲压完后,材料有变形属于正常情况,将模具去掉一块回压冲头下模里放入回压垫片,再冲压第二次即可。
正常回压以不超过一个料厚为主,一般情况可取料厚的百分之八十.凸包高度在超过10倍以上料厚可不回压.
注意事项:
a、若回压后仍然变形过大,表示回压高度不够,必须加高回压垫片及回压冲头。
b、若回压后凸包中间有凹下的情形,则表示回压太多,须减低回压垫片及回压冲头的高度。
5.图框的填写.
1.图号为1的位置填写此工程或此产品需要注意的内容.如:
产品是SPCC的料,客户需电镀.这样就要写.产品需电镀不可有刮伤生锈现象.
2.图号为2的位置填写此工程内容.如:
第一工程LASER下料,第二工程抽牙,沙拉.铆螺母,等等.
3.
图号为3的位置填写此工程加工内容.如此产品上有八个M3高5.0螺柱,还有四个6#32抽牙,二个沙拉.这样在A:
空格处填写.{M3螺柱.高度:
5.0.数量:
8个,方向:
正面向下/向上}.(注意:
不管加工特征是向上或向下.都用“正面”向上/向上.)后把A复制逐一放在需铆螺柱孔旁边.在B处填写,{6#32抽牙,数量:
4个,方向:
正面向下/向上.}后把B复制逐一放在需抽牙孔旁边.在C处填写{沙拉内径*外径.数量:
2个,方向:
正面向上/向下.}-----以上在第3项排工序—加工图里有图示.
4.图号为4的位置填写此产品的用量.如:
此产品在一套机箱里用量为5件.要做2套,那就要做10件.如做10套,那就要做50件.以此类推.
5.图号为5的位置填写编程者名字,如果是自己编程可不填.
6.图号为6的位置填写此产品名称(以客户名称为准.)
7.图号为7的位置填写此图的审核者姓名(如没有审核可不填).
8.图号为8的位置填写做此图者姓名.
9.图号为9的位置填写做此图的日期.
10.图号为10的位置填写此产品的下料程式.或修件程式(模具程式另算).
11.图号为11的位置填写该产品图纸的页次,如:
有5张图纸.按工序排分别为1/5,2/5,3/5,4/5,5/5.
12.图号为12的位置填写该产品的材质,厚度.如:
SECC/1.0SGCC/1.5.
6.程式编号及程式图档存储
1.程式编号:
程式的程号可以根据业务接单时的流水号来编写(这样可以跟业务编号统一查找图纸比较方便),如:
业务接单可以根据档天日期.如2007-08-21这天接到一套机种,共有10个部件.可能编写流水号为;A0821-1,A0821-2,A0821-3,A0821-4下一年开头字母B,C,D,E,F…)…以此类推.(以上如同意).下料程式:
0821-1,0821-2,0821-3,0821-4….修件.如:
0821-2这个产品有两次修件,程式:
0821-2A1,0821-2A2以此类推.模具程式,如0821-2这个产品开了一组模具共五件,程式:
0821-2A,0821-2B,0821-2C,0821-2D,0821-2E.以此类推.详见下图:
(NCT程式为电脑制定,不用编写).
2.程式及图档存储:
时到如建内部网.可以跟根26个字母编写所有客户,分三组.业务部一组(存放客户原图).工程两组,一组为工程完成后的图放置.另一组为LASER程式放置.
识图基础:
1、机械图样的概念
(1)工程图样:
工程技术上根据投影方法并遵照国家标准的规定绘制成的用于工程施工或产品制造等用途的图叫做工程图样,简称图样。
◆工程图样可分为:
机械图样、建筑图样、水利工程图样等。
(2)机械图样:
是专门研究绘制机械图样理论和方法。
是生产中最基本的技术文件;是设计、制造、检验、装配产品的依据;是进行科技交流的工程技术语言。
它的主要内容为一组用正投影法绘制成的机件视图,还有加工制造所需的尺寸和技术要求。
2、投影
(1)投影的基本概念
◆用灯光或日光照射物体,在地面或墙面上就会产生影子,这种现象就叫投影。
◆正投影:
当投射线互相平行,并与投影面垂直时,物体在投影面上所得的投影叫正投影。
2)三面视图:
指物体在正投影面所得主视图、在水平投影面所得的俯视图、在侧投影面所得左视图的总称。
◆主视图:
表示从物体的前方向后看的形状和长度、高度方向的尺寸以及左右、上下方向的位置。
◆俯视图:
表示从物体上方向下俯视的形状和长度、宽度方向的尺寸以及左右、前后方向的位置。
◆左视图:
表示从物体左方向右看的形状和宽度、高度方向的尺寸以及前后、上下方向的位置。
3、图纸视角
(1)视角定义图样的画法:
两种形式:
“第一视角”和“第三视角”
◆ISO国际标准规定:
在表达机件结构中,第一角和第三角投影法同等有效。
我国则侧重第一角画法(英国、德国等),我们公司则侧重第三角画法,(美国、日本及港资台资企业)
◆视角定义
第一视角:
是按人(观察者)--物(机件)--面(投影面)的相对位置,作正投影所得的图形的方法。
第三视角:
是按人--面--物的相对位置关系,作正投影所得的图形的方法。
(2)视角举例识别
◆第一视角:
◆第三视角:
(3)第三角投影的视图
◆第三角投影法的各投影面展开时,同第一角投影法相同,规定V面不动,将其它投影面旋转到与V面成一个平面。
◆展开后的顶视图位于前视图的上方,右视图位于前视图的右方。
后视图、底视图、和左视图。
(4)第一角与第三角视图名称及配置
(5)两种投影法的对比
◆相同之处
--两种投影法绘制的视图都是在三个互相垂直的投影面上用正投影得到的
--展开投影面,都规定V面不动,将H面,W面旋转到与V面成一个平面,所以第三角投影中各视图之间仍保持“长对正,高平齐,宽相等”的投影规律。
◆不同之处
--第一角投影是将物体放在观察者与投影面之间,即人→物→图
--第三角投影是将投影面放在观察者与物体之间,即人→图→物。
并可假想投影面是透明的,视图是观察者通过透明投影面看物体而得到的。
◆用第三角投影法得到的六个基本视图的名称是:
前视图、顶视图、右视图、
 升级会员
升级会员 