机加工实训报告封面模式.docx
《机加工实训报告封面模式.docx》由会员分享,可在线阅读,更多相关《机加工实训报告封面模式.docx(7页珍藏版)》请在冰豆网上搜索。
机加工实训报告封面模式
机械制造工艺学实训报告
传动轴加工工艺规程制定
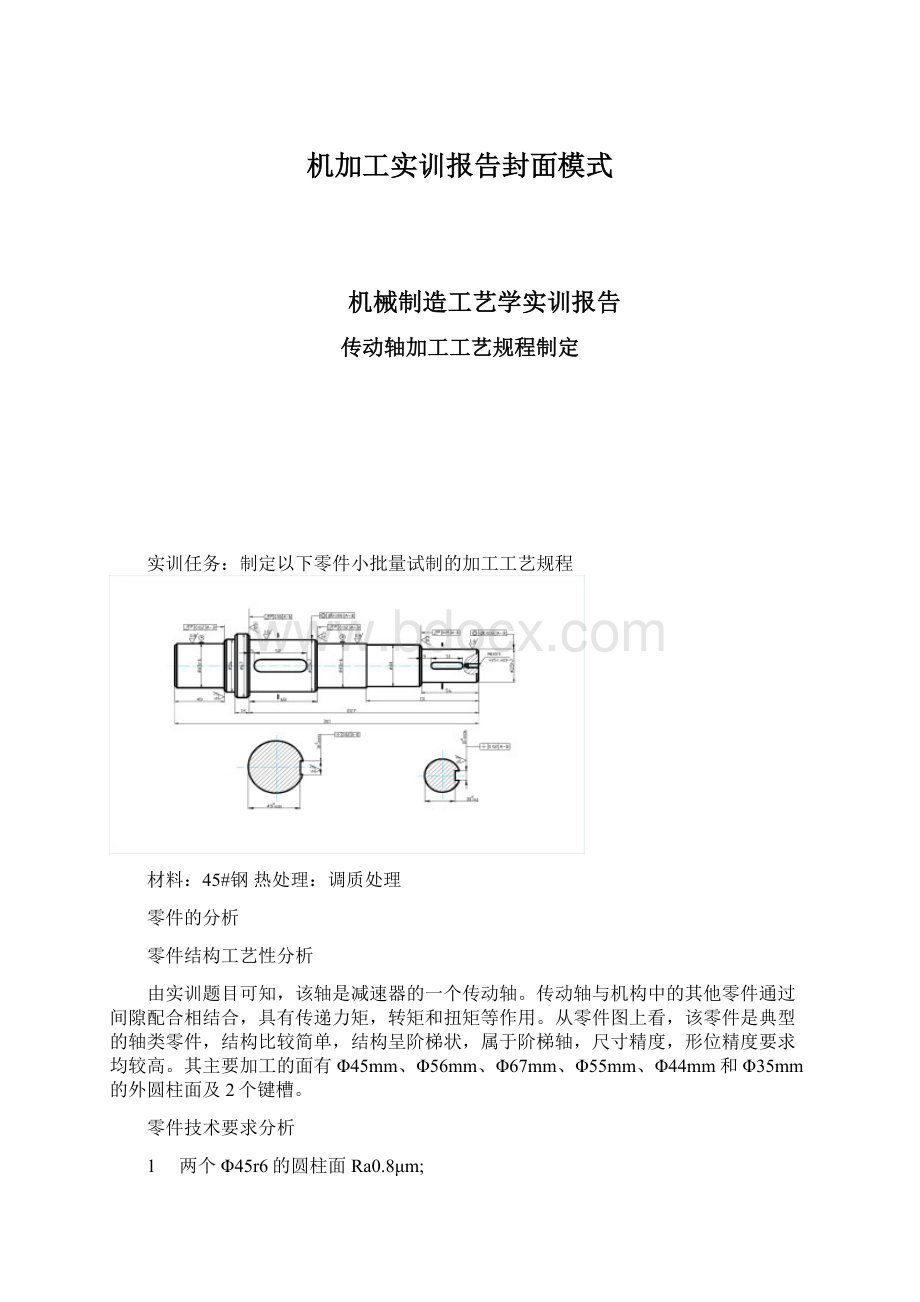
实训任务:
制定以下零件小批量试制的加工工艺规程
材料:
45#钢热处理:
调质处理
零件的分析
零件结构工艺性分析
由实训题目可知,该轴是减速器的一个传动轴。
传动轴与机构中的其他零件通过间隙配合相结合,具有传递力矩,转矩和扭矩等作用。
从零件图上看,该零件是典型的轴类零件,结构比较简单,结构呈阶梯状,属于阶梯轴,尺寸精度,形位精度要求均较高。
其主要加工的面有Φ45mm、Φ56mm、Φ67mm、Φ55mm、Φ44mm和Φ35mm的外圆柱面及2个键槽。
零件技术要求分析
1 两个Φ45r6的圆柱面Ra0.8μm;
Φ55k7的圆柱面和Φ35h7的圆柱面Ra均为1.6μm且Φ55k7外圆轴线和Φ35h7外圆轴线均与基准轴线同轴
2 Φ56左端面、Φ67右端面、Φ55右端面和Φ44右端面的Ra均为6.3μm;其中Φ56左端面和Φ55右端面均对Φ55k7和Φ55k7的轴线端面圆跳动公差为0.02mm。
Φ67右端面和Φ44右端面均对Φ55k7和Φ55k7的轴线端面圆跳动公差为0.05mm。
3 键槽16和10:
IT9;侧面Ra6.3μm;
4 材料40钢,热处理:
调质处理。
毛坯的选择
轴类零件最常用的毛坯是棒料和锻件,只有某些大型或结构复杂的轴(如曲轴),在质量允许下采用锻件。
由于毛坯经过加热,锻造后能使金属内部的纤维组织表面均与分布,可获得较高的抗拉,抗弯及抗扭强度,所以除光轴外直径相差不大的阶梯轴可使用热轧棒料或冷轧棒料,一般比较重要的轴大部分都采用锻件,这样既可以改善力学性能,又能节约材料,减少机械加工量。
根据生产规模的大小,毛坯的锻造方式有自由锻和模锻。
自由锻多用于中小批量生产。
模锻适用于大批量生产,而且毛坯制造精度高,加工余量小,生产效率高,可以锻造形状复杂的毛坯。
故综合考虑本设计实际情况,选用冷轧圆钢作为毛坯。
毛坯形状及尺寸的确定
分析零件图可知,轴为阶梯轴,没有斜度,传动轴的外圆直径相差不大(最小端为35mm,最大端为67mm),故选用棒料。
从生产类型来看为小批量试制生产,因此综合考虑选用Φ72mm的,长度为306mm的冷轧圆钢作为毛坯。
定位基准的选择
1)粗基准的选择:
按照粗基准的选择原则,应选择次要加工表面为粗基准。
又考虑到台阶轴的工艺特点,所以选择外圆端面为粗基准面。
(2)精基准的选择:
按照基准重合原则及加工要求,以Φ55k7外圆轴线和Φ35h7外圆轴线为基准,加工内孔时的定位基准为Φ35h7外圆中心。
零件表面加工方法的选择
当零件的加工质量要求较高时,往往不可能用一道工序来满足要求,而要用几道工序逐步达到所要求的加工质量和合理地使用设备、人力 。
零件的加工过程通常按工序性质不同,可以分为粗加工,半精加工,精加工三个阶段。
(1)粗加工阶段:
其任务是切除毛坯上大部分余量,使毛坯在形状和尺寸上接近零件成品,主要目标是提高生产率,去除内孔,端面以及外圆表面的大部分余量,并为后续工序提供精基准。
此零件即加工
Φ45mm、Φ56mm、Φ67mm、Φ55mm、Φ44mm和Φ35mm的外圆柱面。
(2)半精加工阶段:
其任务是使主要表面达到一定的精加工余量,为主要表面的精加工做好准备。
此零件即加工Φ45mm、Φ56mm、Φ67mm、Φ55mm、Φ44mm和Φ35mm的外圆柱面、孔等。
(3)精加工阶段:
其任务就是保证各主要表面达到规定的尺寸精度,留一定的精加工余量,为主要表面的精加工做好准备,并可完成一些次要表面的加工。
如精度和表面粗糙度要求,主要目标是全面保证加工质量。
基面先行原则
该零件进行加工时,要将端面先加工,再以左端面、外圆柱面为基准来加工,因为左端面和Φ45mm外圆柱面为后续精基准表面加工而设定的,才能使定位基准更准确,从而保证各位置精度的要求,然后再把其余部分加工出来。
先粗后精
即要先安排粗加工工序,再安排精加工工序,粗车将在较短时间内将工件表面上的大部分余量切掉,一方面提高金属切削效率,另一方面满足精车的余量均匀性要求,若粗车后留余量的均匀性满足不了精加工的要求时,则要安排半精车,以此为精车做准备。
先面后孔
对该零件应该先加工圆柱表面,后加工孔,这样安排加工顺序,一方面是利用加工过的平面定位,稳定可靠,另一方面是在加工过的平面上加工孔,比较容易,并能提高孔的加工精度。
工序划分的确定
工序集中与工序分散:
工序集中是指将工件的加工集中在少数几道工序内完成每道工序加工内容较多,工序集中使总工序数减少,这样就减少了安装次数,可以使装夹时间减少,减少夹具数目,并且利于采用高生产率的机床。
工序分散是将工件的加工分散在较多的工序中进行,每道工序的内容很少,最少时每道工序只包括一简单工步,工序分散可使每个工序使用的设备,刀具等比较简单,机床调整工作简化,对操作工人的技术水平也要求低些。
综上所述,考虑到工件是小批量试制生产的情况,则采用工序分散。
另外根据零件图可以看出,由于两支承轴颈和轴颈配合的精度要求较高,最终加工方法为磨削。
磨外圆前要进行粗车半精车,并完成其他次要表面的加工。
键槽的加工,虽然精度要求不高,但表面粗糙度要求较高,要粗、精铣来达到要求。
辅助工序安排去毛刺,倒棱角,清洗,除锈,退磁,检验等。
工艺路线的拟定
根据以上分析,该零件的加工路线为:
下料→车左端面、中心孔,调头车另一端面、中心孔→粗车外圆、车槽和倒角→调质→俢研中心孔→半精车各外圆→铣键槽→粗、精、磨3个主要表面外圆→手工去毛刺→检验。
工序余量和尺寸的确定
由《机械加工余量手册》查得:
(1)调质后半精车余量取2.3mm.
(2)半精车后Φ45+0.05+0.034mm、Φ55+0.002-0.028mm、Φ35+0-0.025mm 3段外圆留磨削余量0.3mm,半精车公差取-0.210~-0.320。
根据倒推法,可得半精车工序该3尺寸的相应工序尺寸分别为Φ45.3-0.210-0.320mm、Φ55.3-0.210-0.320mm、Φ35.3-0.210-0.320mm 。
粗磨后留余量0.1mm,若粗磨公差取
-0.1~0,则相应粗磨工序尺寸分别为:
Φ45.10-0.10mm、Φ55.10-0.10mm、Φ35.10-0.10mm精磨工序尺寸即为设计尺寸,Φ45+0.05+0.034mm、Φ55+0.002-0.028mm、Φ35+0-0.025mm
(3)在Φ55+0.002-0.028mm和Φ35+0-0.025mm 外圆半精车后铣键槽的深度尺寸的确定,因后续还需要磨削,490-0.20mm和300-0.2mm的保证涉及多尺寸同时保证必须经过工艺尺寸链计算才能确定。
具体计算如下:
(4)根据加工过程建立尺寸链如图所示:
首先是160-0.043mm的键槽
判断组成环的性质
尺寸490-0.20mm是磨削加工后最后得到的,故为封闭环;R27.5+0.01-0.014和A为增环,R27.65-0.105-0.16mm为减环。
由尺寸链计算
A=49-27.5+27.65=49.15mm
ES(A)=0-0.01-0.16=-0.17mm
EI(A)=-0.2-0.105+0.014=-0.291mm
故A=49.15-0.17-0.291mm
下面是100-0.136mm的键槽
判断组成环的性质
尺寸300-0.2mm是磨削加工后最后得到的,故为封闭环;R17.50-0.0125mm和A为增环,R17.65-0.105-0.16mm为减环。
由尺寸链计算
A=30-17.5+17.65=30.15mm
ES(A)=0-0.16=-0.16mm
EI(A)=-0.2+0.0125-0.105=-0.2925mm
故A=30.15-0.16-0.2925mm
综合以上各项可得传动轴的工艺过程如表1所示。
工序号
工种
工序内容
加工简图
设备
1
下料
Φ75X307
2
车
三爪自定心卡盘夹持工件,车端面见平,钻中心孔。
用尾架顶住,粗车三个台阶,直径、长度均留2mm
车床
调头,三爪定心卡盘夹持工件另一端,车端面保证总长301,钻中心孔。
用尾架顶尖顶住,粗车另外的台阶。
直径、长度均留余量2mm
车床
3
热
调质处理
4
钳
修研两端定位孔
车床
5
车
双顶尖装夹,半精车三个台阶留余量0.5mm,倒角7个
车床
调头,双顶尖装夹,半精车余下车到图样规定的尺寸,倒角
车床
6
钳
划两个键槽及两个止动垫圈加工线
7
铣
铣两个键槽及止动垫圈槽。
键槽深度比图样规定尺寸多铣0.25mm,作为磨削的余量
键槽铣床或立铣
8
钳
钻孔
镗床
9
磨
磨外圆,并用砂轮端面靠磨台肩。
调头,磨外圆,靠磨台肩
外圆磨床
10
检
检验
 升级会员
升级会员 