数控机床操作实践复习资料.docx
《数控机床操作实践复习资料.docx》由会员分享,可在线阅读,更多相关《数控机床操作实践复习资料.docx(13页珍藏版)》请在冰豆网上搜索。
数控机床操作实践复习资料
高等教育自学考试
《数控机床操作(实践)》复习资料
课程代码:
05790
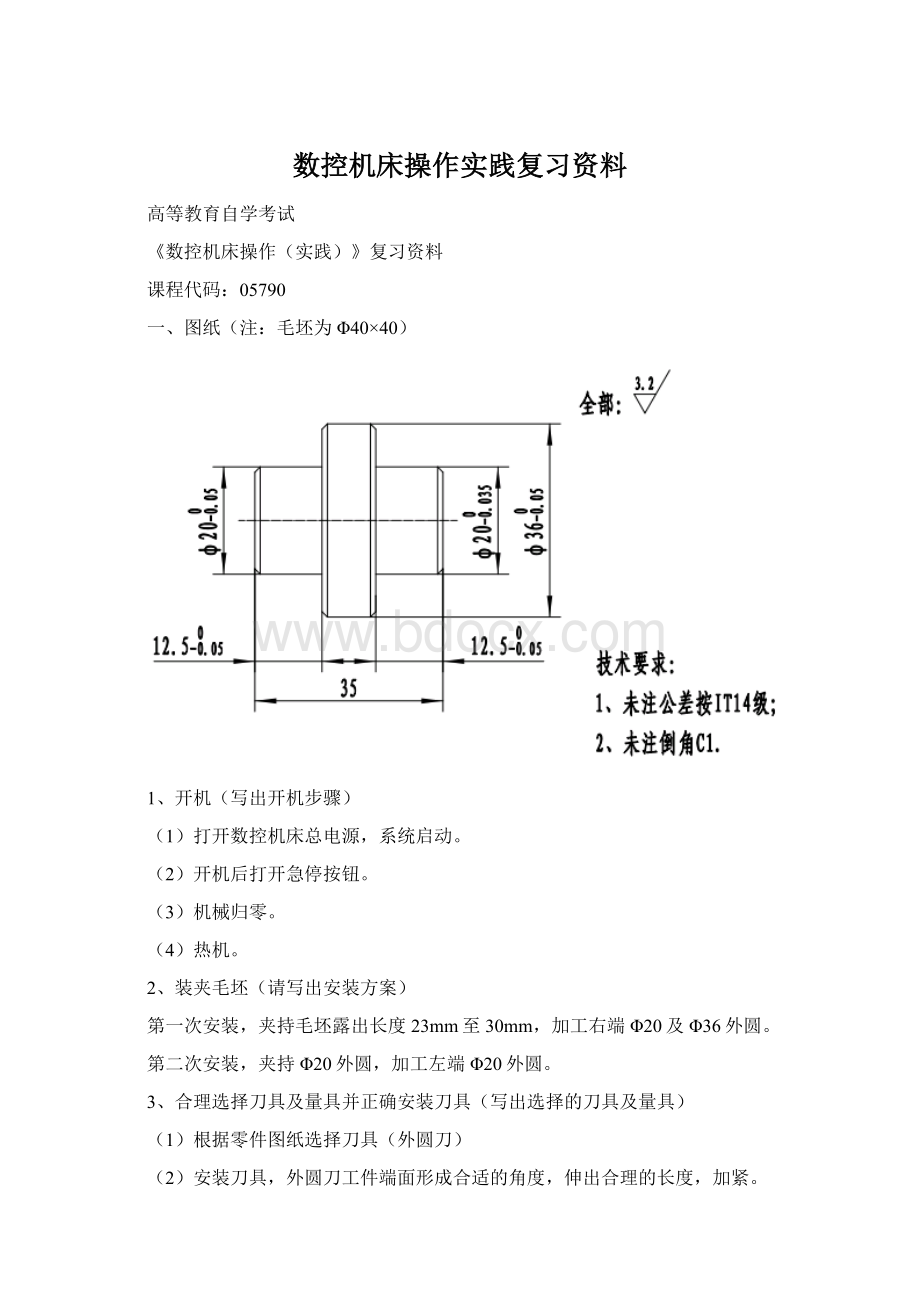
一、图纸(注:
毛坯为Φ40×40)
1、开机(写出开机步骤)
(1)打开数控机床总电源,系统启动。
(2)开机后打开急停按钮。
(3)机械归零。
(4)热机。
2、装夹毛坯(请写出安装方案)
第一次安装,夹持毛坯露出长度23mm至30mm,加工右端Φ20及Φ36外圆。
第二次安装,夹持Φ20外圆,加工左端Φ20外圆。
3、合理选择刀具及量具并正确安装刀具(写出选择的刀具及量具)
(1)根据零件图纸选择刀具(外圆刀)
(2)安装刀具,外圆刀工件端面形成合适的角度,伸出合理的长度,加紧。
(3)根据加工零件图纸的尺寸要求选择Φ0至Φ25,Φ25至Φ50外径千分尺,游标卡尺,深度尺。
4、通过试切法建立工件坐标系(写出建立过程)
第一端
(1)选择需要加工的刀具(外圆刀)
(2)主轴正转,手轮方式将外圆刀靠近毛坯,与工件端面适切,z轴方向不动,x轴方向原位退出,在坐标系中输入z0。
(3)将外圆刀在毛坯的外圆适切合理深度,x轴方向不动,z轴原位退出,测量外轮廓大小,将所测量的x值输入坐标系。
第二端
(1)外圆刀与工件端面接触并且切削端面保证总长。
(2)在坐标系中输入z0。
5、编制数控加工程序
FANUC系统参考程序:
右端
左端
O0001
T0202
G90G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U1R1.5
G71P1Q2U0.8Z0.1F0.15
N1G0X18
G1G42Z0
X20Z-1
Z-12.5
X34
X36Z-13.5
Z-23
G1X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G50S2000
G96S180M03
G0X41
Z2
G70P1Q2F0.12
G0X100
Z100
M30
O0001
T0202
G90G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U1R1.5
G71P1Q2U0.8Z0.1F0.15
N1G0X18
G1G42Z0
X20Z-1
Z-12.5
X34
X36Z-13.5
G1X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G50S2000
G96S180M03
G0X41
Z2
G70P1Q2F0.12
G0X100
Z100
M30
华中系统参考程序
右端
左端
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5PR1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X1000F2000
G96S180M3
G0X42
Z2
N1G0G42X18
G1Z0F0.1
X20Z-1
Z-12.5
X34
X36Z-13.5
Z-23
G1X42
N2G1G40X42
G0X100
Z100
M30
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5PR1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X1000F2000
G96S180M3
G0X42
Z2
N1G0G42X18
G1Z0F0.1
X20Z-1
Z-12.5
X34
X36Z-13.5
G1X42
N2G1G40X42
G0X100
Z100
M30
二、图纸(注:
毛坯为Φ40×40)
1、开机(写出开机步骤)
(1)打开数控机床总电源,系统启动。
(2)开机后打开急停按钮。
(3)机械归零。
(4)热机。
2、装夹毛坯(请写出安装方案)
第一次安装,夹持毛坯露出长度26mm至30mm,加工Φ30外圆及Φ20槽。
第二次安装,夹持Φ30外圆,加工Φ36外圆。
3、合理选择刀具及量具并正确安装刀具(写出选择的刀具及量具)
(1)根据零件图纸选择刀具(外圆刀,外槽刀)
(2)安装刀具,外圆刀工件端面形成合适的角度,伸出合理的长度,加紧。
(3)安装刀具,外槽刀的左侧贴平刀架左端,伸出合理长度,加紧。
(4)根据零件的尺寸要求选择Φ0至Φ25,Φ25至Φ50外径千分尺,游标卡尺,深度尺。
4、通过试切法建立工件坐标系(写出建立过程)
第一端
(1)选择需要加工的刀具(外圆刀,外槽刀)
(2)主轴正转,手轮方式将外圆刀靠近毛培,与工件端面适切,z轴方向不动,x轴方向原位退出,在坐标系中输入z0。
(3)将外圆刀在毛坯的外圆适切合理深度,x轴方向不动,z轴原位退出,测量外轮廓大小,将所测量的x值输入坐标系。
(4)将外槽刀左刀刃与工件端面接触,输入z0,将外槽刀前切削刃与工件表面接触,输入x测量值。
第二端
(1)外圆刀与工件端面接触并且切削端面保证总长。
(2)在坐标系中输入z0。
5、编制数控加工程序
FANUC系统参考程序:
右端
左端
O0001
T0202
G90G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U1R1.5
G71P1Q2U0.8Z0.1F0.15
N1G0X28
G1G42Z0
X30Z-1
Z-19
X28Z-20
Z-25
X34
X36Z-26
G1X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G50S2000
G96S180M03
G0X41
Z2
G70P1Q2F0.12
G0X100
Z100
M05
M00
T0303
G90G99G97G40G00X100Z100
M03S800
G0X38
Z2
Z-25
G1X20F0.1
G0X38
Z-24
G1X20F0.1
Z-25
G0X100
Z100
M30
O0001
T0202
G90G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U1R1.5
G71P1Q2U0.8Z0.1F0.15
N1G0X34
G1G42Z0
X36Z-1
Z-10
G1X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G50S2000
G96S180M03
G0X41
Z2
G70P1Q2F0.12
G0X100
Z100
M30
华中系统参考程序:
右端
左端
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5PR1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X1000F2000
G96S180M3
G0X42
Z2
N1G0G42X28
G1Z0F0.1
X30Z-1
Z-19
X28Z-20
Z-25
X34
X36Z-26
G1X42
N2G1G40X42
G0X100
Z100
M05
M00
T0303
G95G97
M03S800
G0X38
Z2
Z-25
G1X20F0.1
G0X38
Z-24
G1X20F0.1
Z-25
G0X100
Z100
M30
M30
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5PR1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X1000F2000
G96S180M3
G0X42
Z2
N1G0G42X34
G1Z0F0.1
X36Z-1
Z-10
G1X42
N2G1G40X42
G0X100
Z100
M30
三、图纸(注:
毛坯为Φ40×40)
1、开机(写出开机步骤)
(1)打开数控机床总电源,系统启动。
(2)开机后打开急停按钮。
(3)机械归零。
(4)热机。
2、装夹毛坯(请写出安装方案)
第一次安装,夹持毛坯露出26mm至30mm长度,加工Φ20与Φ28两个外圆台阶。
第二次安装,夹持Φ20外圆,加工Φ36外圆。
3、合理选择刀具及量具并正确安装刀具(写出选择的刀具及量具)
(1)根据零件图纸选择刀具(外圆刀)
(2)安装刀具,外圆刀工件端面形成合适的角度,伸出合理的长度,加紧。
(3)根据加工零件图纸的尺寸要求选择Φ0至Φ25,Φ25至Φ50外径千分尺,游标卡尺,深度尺。
4、通过试切法建立工件坐标系(写出建立过程)
第一端
(1)选择需要加工的刀具(外圆刀)
(2)主轴正转,手轮方式将外圆刀靠近毛坯,与工件端面适切,z轴方向不动,x轴方向原位退出,在坐标系中输入z0。
(3)将外圆刀在毛坯的外圆适切合理深度,x轴方向不动,z轴原位退出,测量外轮廓大小,将所测量的x值输入坐标系。
第二端
(1)外圆刀与工件端面接触并且切削端面保证总长。
(2)在坐标系中输入z0。
5、编制数控加工程序
FANUC系统参考程序:
右端
左端
O0001
T0202
G90G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U1R1.5
G71P1Q2U0.8Z0.1F0.15
N1G0X18
G1G42Z0
X20Z-1
Z-15
X26
X28Z-16
Z-25
X34
X36Z-26
G1X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G50S2000
G96S180M03
G0X41
Z2
G70P1Q2F0.12
G0X100
Z100
M30
O0001
T0202
G90G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U1R1.5
G71P1Q2U0.8Z0.1F0.15
N1G0X34
G1G42Z0
X36Z-1
Z-10
G1X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G50S2000
G96S180M03
G0X41
Z2
G70P1Q2F0.12
G0X100
Z100
M30
华中系统参考程序:
右端
左端
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5PR1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X1000F2000
G96S180M3
G0X42
Z2
N1G0G42X18
G1Z0F0.1
X20Z-1
Z-15
X26
X28Z-16
Z-25
X34
X36Z-26
G1X42
N2G1G40X42
G0X100
Z100
M30
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5PR1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X1000F2000
G96S180M3
G0X42
Z2
N1G0G42X34
G1Z0F0.1
X36Z-1
Z-10
G1X42
N2G1G40X42
G0X100
Z100
M30
 升级会员
升级会员 