工时定额计算手册总结.docx
《工时定额计算手册总结.docx》由会员分享,可在线阅读,更多相关《工时定额计算手册总结.docx(252页珍藏版)》请在冰豆网上搜索。
工时定额计算手册总结
工时定额计算
手册
一.普通车床
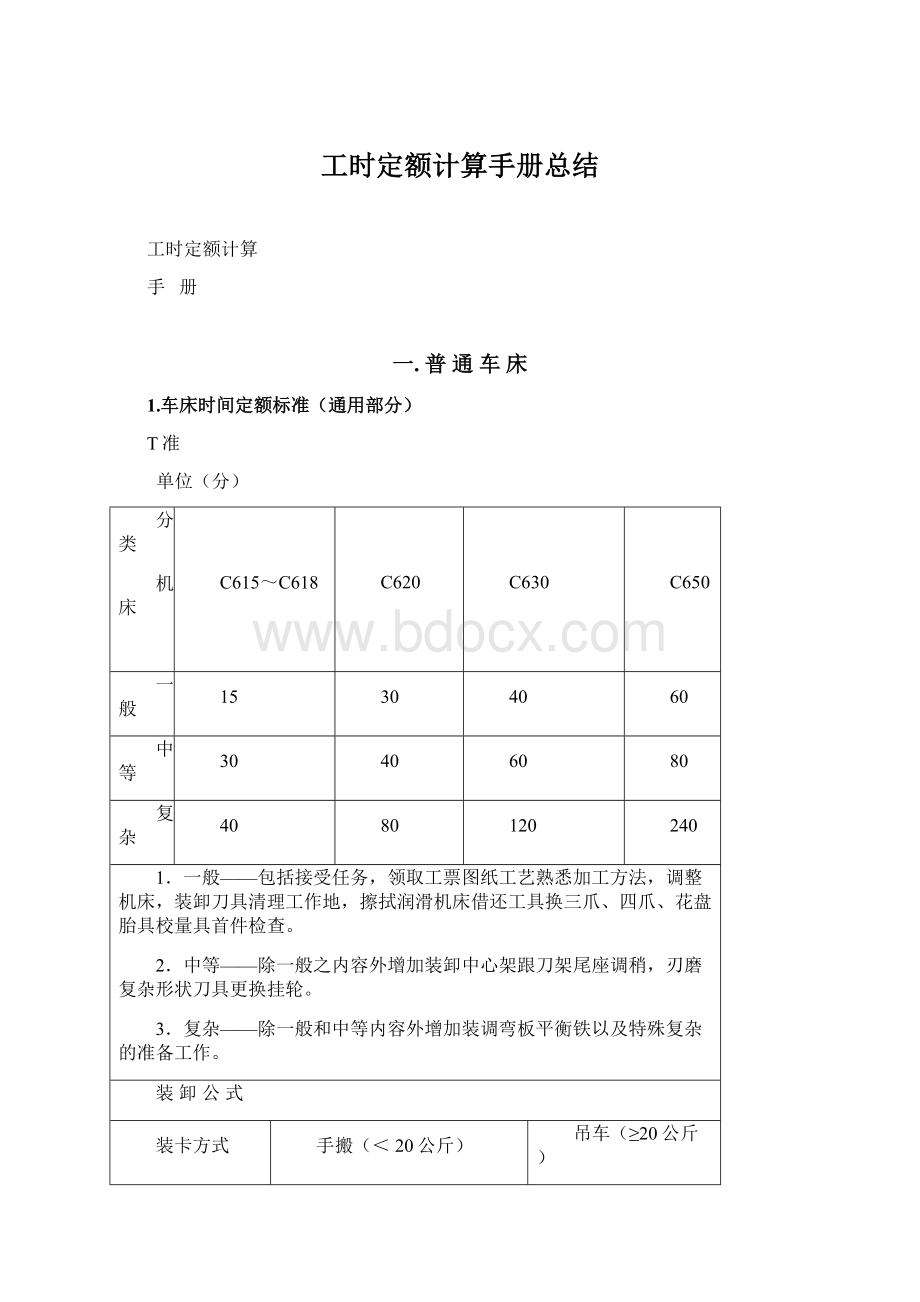
1.车床时间定额标准(通用部分)
T准
单位(分)
分类
机床
C615~C618
C620
C630
C650
一般
15
30
40
60
中等
30
40
60
80
复杂
40
80
120
240
1.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查。
2.中等——除一般之内容外增加装卸中心架跟刀架尾座调稍,刃磨复杂形状刀具更换挂轮。
3.复杂——除一般和中等内容外增加装调弯板平衡铁以及特殊复杂的准备工作。
装卸公式
装卡方式
手搬(<20公斤)
吊车(≥20公斤)
三爪
0.3·K
(0.3+0.6)·K
三爪顶尖
0.3·K
(0.22+0.4)·K
三爪中心架
(0.2+0.4)·K
(0.3+0.9)·K
三爪*顶尖
(0.2+0.8)·K
(0.3+1)·K
两头顶尖(梅花)
(0.2+0.2)·K
(0.3+0.7)·K
四爪(专用胎具)
(0.3+0.6)·K·
(0.3+1.4)·K·
四爪顶尖
(0.3+0.7)·K·
(0.22+1.5)·K·
四爪中心架
(0.3+0.9)·K·
(0.3+1.8)·K·
四爪*顶尖
(0.3+1.1)·K·
(0.3+2)·K·
芯轴顶尖(花键)
(0.4+0.4)·K
(0.4+0.7)·K
内外涨胎
(0.3+0.4)·K
(0.4+1.3)·K
定心模具
(0.2+1.2)·K
(0.3+1.4)·K
弯板
(0.2+2.5)·K·
(0.4+3)·K·
花盘
(0.2+3.5)·K·
(0.3+4)·K·
1.*架——中心架或跟刀架。
机床
C615~C620
C630
C650
K
1
1.5
2.5
有基面一般找正
毛坯
有基面复杂找正
有形位公差
K1
1
1.3
2
3
钻中心孔
D
1.5
2
2.5
3
4
5
6
8
10
无保护体
0.3
0.3
0.35
0.4
0.47
0.56
0.65
0.72
0.9
有保护体
0.5
0.5
0.58
0.6
0.65
0.72
0.81
0.9
1.1
(续)
倒角
·K
K=1(外角系数)
K=1.4(内角系数)
D
T不
H
1.5
2
3
4
10
外角
0.05
0.07
0.11
0.16
内角
0.07
0.1
0.15
0.22
50
外角
0.11
0.13
0.18
0.22
内角
0.15
0.18
0.25
0.31
100
外角
0.19
0.21
0.26
0.31
内角
倒R角
·K
K=1(外角系数)
K=1.4(内角系数)
H
T不
D
1
2
2
4
10
外角
0.08
0.1
0.12
0.13
内角
0.11
0.14
0.16
0.19
50
外角
0.1
0.15
0.21
0.27
内角
0.13
0.22
0.3
0.38
100
外角
0.11
0.22
0.34
0.45
内角
0.16
0.31
0.47
0.63
三角皮带轮槽
槽型(参考尺寸)
说明:
:
1.Z——槽数。
2.本公式系按铸
铁料制定
O型(10×10)
Z
A型(13×13)
Z
B型(17×17)
Z
(续)
C型(22×22)
Z
说明:
1.Z——槽数。
2.本公式系按铸
铁料制定
D型(32×30)
Z
E型(38×36)
Z
F型(40×40)
Z
60°55°标准螺纹
·k
S
0.5
0.75
1~1.25
1.5
1.75~2
2.5
3
3.5
4~4.5
5
5.5
6
6
3.9
2.7
2.4
2.1
1
2.7
2.4
2.5
4.7
4.2
4.3
6
5.1
4.5
4.1
3.2
3.4
2.4
1.3
2.1
1.1
1
1.1
w
20~40
16~18
12~14
9~11
8
7
6
5
4
4
K
内螺纹高速加工
1.3
外螺纹低速加工
3
内螺纹低速加工
3.9
说明
1.本公式为外螺纹高速加工计算公式。
2.S为公制螺距,W为英制螺纹,与为S和W的替换值。
3.左旋螺纹用内螺纹低速加工系数。
梯形扣
··
=1.2(左旋系数)
=1.5(内螺纹系数)
方
型
扣
··
=1.2(左旋系数)
=1.5(内螺纹系数)
蜗
杆
·K
单头K=1三头K=2.4
二头K=1.55四头K=3.7
(续)
攻
套扣
+0.2
(12)
元球
+2.3
(包括砂布砂光)
手
轮
元
弧
本公式系按铸铁制订,并包括砂布砂光。
R——以手轮最大R代入。
凹
R
外元R槽K=1端面槽K=3
R——H深度
内
孔
密
封
槽
。
端
面
密
封
槽
·K·Z
Z——槽数
-K——多槽系数
2~5槽K=0.6
5槽以上K=0.5
端
面
T
型
槽
B
b
t
10
16
13~20
12
20
17~29
14
24
21~29
18
30
27~36
22
36
32~44
材料系数
材料名称
钢
铸铁
钢、铝
调质钢
高炭合金
系数
1
0.8
0.6
1.2
1.3
(续)
说明
1.本标准按单件小批编制。
2.除注明以铸铁材料编制之公式外均以钢材制订。
3.本标准适用于C615~C650之间规格的车床。
4.S为螺距、W为英制螺纹。
5.公式中没有K的均不考虑系数。
2.C615~C618时间定额标准
单位:
分
车
外
元
·k
=(刚性系数,L≥10d时用,否则=1)
L、d——为影响刚性的长度与直径尺寸。
K
综合
1
1.64
2
3.3
单刀
0.5
0.64
1
1.3
车
孔
·k
=(L≥3d时用)
K
综合
1
1.8
3
3.7
单刀
0.5
0.8
1.2
1.5
端
面
·k
K
综合
1
1.35
1.5
2.2
单刀
0.5
0.8
1.2
1.5
外
锥
·k
K
综合
1
1.65
2.45
3.5
单刀
0.5
0.65
0.8
0.925
锥
孔
·k
K
综合
1
1.65
2.45
3.5
单刀
0.5
0.65
0.8
0.925
钻
孔
=50(回屑时间L<15时取用)
铰
(扩)
孔
滚
花
(续)
节距
0.5
1
1.5
1
1.3
1.7
切
槽
B<8
B≥8
1.B——槽宽
2.t——槽深
3.(内孔系数)。
4.(有形位公差系数)。
5.(髙滚钢刀系数,限小直径另件选用)。
切
断
(实心件取0)
(高速钢刀系数,限小件选用)
说
明
1.D——直径(锥体大端直径)。
2.d——孔径(锥体大端直径)。
3.L——加工长度。
4.K——光洁度系数。
5.G——重量(公斤)。
6.S——螺距。
7.M——模数。
8.R——半径。
3.C620时间定额标准
单位:
分
车
外
元
·k
=(刚性系数,L≥10d时用,否则=1)
L、d——为影响刚性的长度与直径尺寸。
K
综合
1
1.73
2.05
3.4
单刀
0.5
0.73
1.05
1.4
车
孔
·k
=(L≥3d时用)
K
综合
1
1.9
3.1
3.9
单刀
0.5
1.9
1.2
1.7
端
面
·k
K
综合
1
1.74
2
2.2
单刀
0.5
0.74
1
1.2
外
锥
·k
K
综合
1
1.65
2.45
3.5
单刀
0.5
0.65
0.8
0.925
锥
孔
·k
K
综合
1
2.3
3.25
K
单刀
0.5
0.65
3.8
钻
孔
=50(回屑时间L>15时取用)
铰
(扩)
孔
滚
花
(续)
节距
0.5
1
1.5
1
1.3
1.7
切
槽
B<8
B≥8
1.B——槽宽
2.t——槽深
3.(内孔系数)。
4.(有形位公差系数)。
5.(髙滚钢刀系数,限小直径另件选用)。
切
断
(实心件取0)
(高速钢刀系数,限小件选用)
说
明
1.D——直径(锥体大端直径)。
2.d——孔径(锥体大端直径)。
3.L——加工长度。
4.K——光洁度系数。
5.G——重量(公斤)。
6.S——螺距。
7.M——模数。
8.R——半径。
4.C630时间定额标准
单位:
分
车
外
元
·k
=(刚性系数,L≥10d时用,否则=1)
L、d——为影响刚性的长度与直径尺寸。
K
综合
1
1.75
2.1
3.5
单刀
0.5
0.75
1.1
1.4
车
孔
·k
=(L≥3d时用)
K
综合
1
2
3.4
4
单刀
0.5
1
1.4
1.6
端
面
·k
K
综合
1
1.74
1.95
2.2
单刀
0.5
0.74
0.95
1.2
外
锥
·k
K
综合
1
1.65
2.45
3.5
单刀
0.5
0.65
0.8
0.925
锥
孔
·k
K
综合
1
2.3
3.25
3.5
单刀
0.5
0.65
0.8
0.925
钻
孔
=50(回屑时间L>40时取用)
铰
(扩)
孔
滚
花
(续)
节距
0.5
1
1.5
1
1.3
1.7
切
槽
B<8
B≥8
1.B——槽宽
2.t——槽深
3.(内孔系数)。
4.(有形位公差系数)。
切
断
(实心件取0)
说
明
1.D——直径(锥体大端直径)。
2.d——孔径(锥体大端直径)。
3.L——加工长度。
4.K——光洁度系数。
5.G——重量(公斤)。
6.S——螺距。
7.M——模数。
8.R——半径。
5.C650时间定额标准
单位:
分
车
外
元
·k
=(刚性系数,L≥10d时用,否则=1)
L、d——为影响刚性的长度与直径尺寸。
K
综合
1
1.85
2.4
4
单刀
0.5
0.85
1.4
1.6
车
孔
·k
=(L≥3d时用)
K
综合
1
2
3.4
4
单刀
0.5
1
1.4
1.6
端
面
·k
K
综合
1
1.7
2.4
3
单刀
0.5
0.7
1.4
2
外
锥
·k
K
综合
1
1.63
2.46
3.91
单刀
0.5
0.63
1.03
1.14
锥
孔
·k
K
综合
1
2.92
4.48
4.78
单刀
0.5
0.63
1.03
1.41
钻
孔
=50(回屑时间L>40时取用)
铰
(扩)
孔
滚
花
(续)
节距
0.5
1
1.6
1
1.3
1.7
切
槽
B<8
B≥8
1.B——槽宽
2.t——槽深
3.(内孔系数)。
4.(有形位公差系数)。
切
断
(实心件取0)
说
明
1.D——直径(锥体大端直径)。
2.d——孔径(锥体大端直径)。
3.L——加工长度。
4.K——光洁度系数。
5.G——重量(公斤)。
6.S——螺距。
7.M——模数。
8.R——半径。
二.镗床
1.镗床时间定额标准
机床
T准
单位:
分
准
终
时
间
类别
T68
T611
T612
一般
30
35
40
中等
50
60
70
复杂
80
90
100
说1.一般——三个以内加工工步校正简单。
2.中等——五个以内加工工步校正要求高。
明3.复杂——六个以上加工工步精密校正。
倒
角
内角
外角
D
50
100
200
300
400
H
1
内
0.125
0.23
0.44
0.65
0.92
外
0.178
0.33
0.63
0.92
1.31
2
内
0.19
0.3
0.52
0.74
0.96
外
0.27
0.43
0.74
1.15
1.36
3
内
0.26
0.37
0.6
0.83
1.06
外
0.36
0.53
0.85
1.18
1.5
装
卸
公
式
工
作
台
或
弯
板
装
卡
手搬
<20
(公斤)
简单
中等
)×1.58
复杂
)×2.38
吊车
≥20
(公斤)
简单
中等
)×1.48
复杂
)×2.17
说
明
1.简单——一面找正。
2.中等——二面以上找正。
3.复杂——百分表找正。
硬质合金盘刀抄平面
棍刀铣槽
(续)
K
1
1.3
K
1
1.2
1.4
平旋盘抄平面
钻孔
L——为走刀长度
(回屑时间,L<40时,取0)
K
1
1.4
1.79
3.1
短
刀
杆
镗
孔
D<8
D≥8
K
1
1.58
1.88
3.2
穿镗杆镗孔
K
1
1.4
1.79
3.1
铰(扩)孔
镗外元
K
1
1.3
2.01
刮
平
面
镗
内
沟
槽
B<5
B<8
(续)
B<15
1.B——槽宽
2.t——槽深
3.D——孔径
4.——精度系数
B精度等级
五级以下
1
五级和四级
1.3
三级和二级
1.5
材料系数
材料名称
铸铁
中碳
低碳
铸钢
铜
系数
1
1.25
1.25
1.6
0.75
说
明
1.本标准适用于T68、T611、T612及近似规格之镗床。
2.本标准按单件小批制定,其他批量可酌情以批量系数调整。
3.本标准系按铸铁材料加工编制,其他材料以材料系数调整。
4.K——光洁度系数。
5.——回屑时间公式。
6.——倒内外角系数。
7.——精度系数。
三.立式机床
1.立式机床时间定额标准
单位:
分
准终
时间
简单
36
1.简单——三个以内视图,三件以内工量具。
2.中等——五个以内视图,五件以内工量具。
3.复杂——六个以上视图,六件以上工量具。
中等
42
复杂
60
装
卸
公
式
对应
系数
K
四爪卡紧
压板紧固
简单
中等
复杂
简单
中等
复杂
1
1.41
1.5
1.5
1.56
1.86
简单——划针粗找一个面。
中等——划针粗找二个以上面。
复杂——用千分表。
R
系数
K
1
1
1.77
1.77
倒
角
H
D
2
4
6
8
10
500
0.34
0.5
0.6
0.8
0.9
100
0.5
0.8
1
1.3
1.6
1500
0.6
1
1.5
1.9
2.3
公式:
V
形
槽
—K=1
直
槽
系数
T形槽按本式乘系数2.1
K
1
1
1.21
300
1.17
1.5
1.83
400
1.22
1.66
2.1
材料
系数
材料
碳钢
铸铁
合金钢
K
1
0.8
1.25
说
明
1.符号说明:
L——各工步加工部分长。
B——平斜面及槽宽。
H——垂面及倒角高。
t——槽深。
G——工件重量。
2.适用设备:
B665类型牛头刨。
六.磨床
1.平面磨时间定额标准
单位:
分
准终时间:
20
附
加
部
分
1.调换冷却液40
2.更换砂轮180
3.换虎钳胎、夹具
装卸公式
在磁盘上或平面胎上不校正,简单校正
在虎钳上或斜面胎上简单校正
在弯板胎上简单校正
高精度严整形
计算公式
常用金属材料
碳钢、铸铁及粉末冶金等材料
无形位公差
单件加工单面
多件加工单面
有形位公差
单件加工单面
多件加工单面
特殊材料:
轴承钢、弹簧钢(20CrMnTi、GCr15等)
无形位
公差
多件加工单面
(续)
有严形位公差
多件加工单面
一切可磨金属材料
高精度严整形
单件加工双面整磨
本公式适用高精度(一级精度)有严格的要求需要反复多次(垫纸拉表漏无等方法检测校正)磨削才能完成的工件。
如薄阀片、量具体等。
说明
1.F=BL,在中为轮廓尺寸,在中为磨削尺寸。
是精细(空磨)时间。
式中为多件加工的调整系数。
计算出的时间为单件时间。
单件时间乘以件数等于多件时间。
4.h为工艺规定的单面工序间余量,n为每盘码放件数。
5.本标准中各适用于平面磨床所能达到的任何一种光洁度。
切入
进给
度公差≤0.005或一级精度要求
靠
磨
度公差>0.005或不超二级精度
度公差≤0.005或一级精度要求
说
明
中的D、L为外轮廓尺寸。
公式中的D、L为孔德加工直径与加工长度尺寸。
中的h为工艺规定的直径方向工序间余量,H为肩(端面)高。
4.若需里孔与端面一次磨成时需另增加30分钟换碗形砂轮时间。
七.铣床
1.铣床时间定额标准
(一)
单位:
分
准终时间
机床
时间
类别
X62W~X63W
X52~X53
Y63K
一般
15
30
40
中等
30
40
60
复杂
40
80
120
一般:
包括接受任务,领取工票,熟悉图纸工艺熟悉加工方法,点收另件、领还工量具
折装分度头、虎钳刀具螺丝压板、V型铁、平分盘、胎具、校准量具、尺寸换算、首件检查等。
中等:
除包括一般内容外增加洗四方、六方对双刀、折装小立铣头、平凡盘挂轮花键滚床装卸尾架及中心架等。
复杂:
除包括一般和中等内容外,增加卧铣花键找中心及调整双刀尺寸,铣凸轮及螺旋槽挂轮、装卸复杂胎具,拆装大立铣头等。
装卸公式
=KG+b(注:
G为工件重量)
基面情况
装卡方法
找正方法
手动(G≤25Kg)
吊车(G>25Kg)
K
b
K
b
已加工
已加工
虎钳
目测
划针
0.0
 升级会员
升级会员 