投标货物分项报价明细表.docx
《投标货物分项报价明细表.docx》由会员分享,可在线阅读,更多相关《投标货物分项报价明细表.docx(26页珍藏版)》请在冰豆网上搜索。
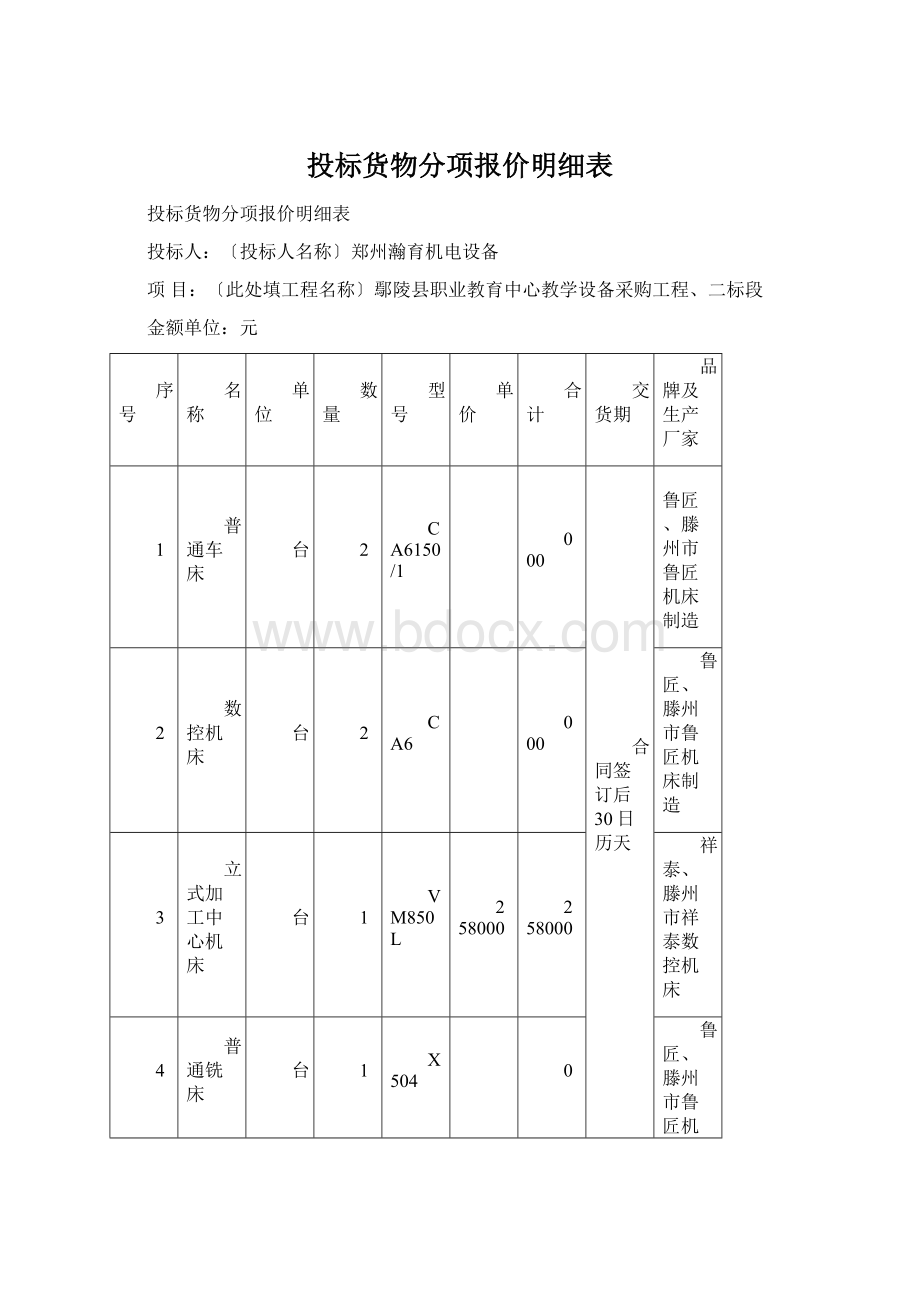
投标货物分项报价明细表
投标货物分项报价明细表
投标人:
〔投标人名称〕郑州瀚育机电设备
项目:
〔此处填工程名称〕鄢陵县职业教育中心教学设备采购工程、二标段
金额单位:
元
序号
名称
单位
数量
型号
单价
合计
交货期
品牌及生产厂家
1
普通车床
台
2
CA6150/1
000
合同签订后30日历天
鲁匠、滕州市鲁匠机床制造
2
数控机床
台
2
CA6
000
鲁匠、滕州市鲁匠机床制造
3
立式加工中心机床
台
1
VM850L
258000
258000
祥泰、滕州市祥泰数控机床
4
普通铣床
台
1
X504
0
鲁匠、滕州市鲁匠机床制造
投标人〔盖单位公章〕:
郑州瀚育机电设备
法定代表人或其委托代理人:
(签字)
时间:
2021年6月27日
(三)投标货物技术规格偏离表
序号
名称
招标文件技术参数
投标技术参数
偏离
说明
1
普通车床
工程
单位
规格
床身上最大回转直径
mm
≥Φ500
刀架上最大工件回转直径
≥Φ250
最大工件长度
mm
1000≤L≤2000
床身导轨宽度及淬火硬度
mm
400HRC52
刀杆截面尺寸
mm
25×25
主
轴
主轴通孔直径和轴头形式
mm
≥Φ52A6
主轴前端孔锥度
mm
莫式圆锥6号
转速范围
正转
r/min
11—1600(24)
反转
r/min
14—1580(12)
主电机功率
KW
≥
快速电机功率
KW
≥
刀架快移速度
纵向
m/min
≥4
横向
m/min
≥2
纵向给量级数和范围
mm/r
横向进给量和纵向给量的比率
1/2
机床Z轴丝杠螺距
mm
12〔公制〕
螺纹
车削
公制螺纹〔44种〕
mm
≥1—192
英制螺纹〔21种〕
≥2—24
模数螺纹〔39种〕
mm
≥—48
径节螺纹〔37种〕
Dp
≥196
尾座
尾座套筒的直径
mm
≥75
套筒行程
mm
≥150
尾座主轴锥孔锥度
莫式5号
刀架
刀架形式
立式四工位
刀架转盘回转角度
mm
±90
刀架横向行程
Mm
≥320
小刀架移动行程
Mm
≥140
冷却泵电机功率
W
125
该车床具有低频力矩大、输出平稳、稳速精度高等特点。
工程
单位
规格
床身上最大回转直径
mm
Φ500
刀架上最大工件回转直径
Φ250
最大工件长度
mm
1000≤L≤2000
床身导轨宽度及淬火硬度
mm
400HRC52
刀杆截面尺寸
mm
25×25
主轴
主轴通孔直径和轴头形式
mm
Φ52A6
主轴前端孔锥度
mm
莫式圆锥6号
转速范围
正转
r/min
11—1600(24)
反转
r/min
14—1580(12)
主电机功率
KW
快速电机功率
KW
刀架快移速度
纵向
m/min
4
横向
m/min
2
纵向给量级数和范围
mm/r
横向进给量和纵向给量的比率
1/2
机床Z轴丝杠螺距
mm
12〔公制〕
螺纹
车削
公制螺纹〔44种〕
mm
1—192
英制螺纹〔21种〕
2—24
模数螺纹〔39种〕
mm
—48
径节螺纹〔37种〕
Dp
196
尾座
尾座套筒的直径
mm
75
套筒行程
mm
150
尾座主轴锥孔锥度
莫式5号
刀架
刀架形式
立式四工位
刀架转盘回转角度
mm
±90
刀架横向行程
Mm
320
小刀架移动行程
Mm
140
冷却泵电机功率
W
125
无偏离
无
2
数控车床
工程
单位
规格
床身上最大回转直径
Mm
≥Φ500
最大切削长度
Mm
≥850
最大切削直径
mm
≥Φ500
滑板上最大回转直径
Mm
≥Φ300
主轴端部形式及代号
A28
主轴孔直径
Mm
≥Φ70
转速级数
电动三档,档內无极
主轴转速范围
r/min
15-220;71-710;215-2200
主电机功率
KW
卡盘直径
Mm
≥10
X轴快移速度
m/min
≥6
Z轴快移速度
m/min
≥12
X轴行程
Mm
≥250
Z轴行程
Mm
≥850
尾座套筒直径
Mm
≥Φ75
尾座套筒行程
Mm
≥150
尾座主轴锥孔锥度
莫式
5#
标准刀架形式
立式4工位
刀架转位时间〔每工时〕
S
刀架转位重复定位精度
"
±2
刀具
尺寸
外圆刀
Mm
25×25
镗刀杆直径
Mm
Φ25
机床重量
总重
Kg
≥2800
机床外形
长×宽×高
Mm
≥2770×1700×1735
数控系统:
FANUC0i-TF(5)或华中世纪星
该数控车床是一种高精度、高效率的自动化机床。
工程
单位
规格
床身上最大回转直径
Mm
Φ500
最大切削长度
Mm
850
最大切削直径
mm
Φ500
滑板上最大回转直径
Mm
Φ300
主轴端部形式及代号
A28
主轴孔直径
Mm
Φ70
转速级数
电动三档,档內无极
主轴转速范围
r/min
15-220;71-710;215-2200
主电机功率
KW
卡盘直径
Mm
10
X轴快移速度
m/min
6
Z轴快移速度
m/min
12
X轴行程
Mm
250
Z轴行程
Mm
850
尾座套筒直径
Mm
Φ75
尾座套筒行程
Mm
150
尾座主轴锥孔锥度
莫式
5#
标准刀架形式
立式4工位
刀架转位时间〔每工时〕
S
刀架转位重复定位精度
"
±2
刀具
尺寸
外圆刀
Mm
25×25
镗刀杆直径
Mm
Φ25
机床重量
总重
Kg
2800
机床外形
长×宽×高
Mm
2770×1700×1735
数控系统:
华中世纪星
无偏离
无
3
立式加工中心机床
名称
规格
单位
工作台
工作台尺寸
≥1000×500
Mm
允许最大载重
≥600
Kg
T形槽尺寸
≥18×5
Mm×个
工作台最大行程—X轴
≥850
Mm
滑座最大行程—Y轴
≥500
mm
主轴最大行程—Z轴
≥540
Mm
工作台面距离
最大
≥660
Mm
最小
≥120
mm
主轴中心到Z轴导轨面距离
≥570
Mm
主轴
锥孔〔7:
24〕
Bt40
转数范围
50—8000
R/min
最大输出扭矩
主轴电机功率
Kw
传动方式
同步齿形带
刀柄型号
Was403bt40
拉钉型号
Was40340bt—Ì
拉刀机构
45度四瓣拉爪
进给
快速移动
X轴
≥32
m/min
Y轴
≥32
Z轴
≥30
三轴拖动电机功率〔X/Y/Z〕
≥
Kw
三轴拖动电机扭矩〔X/Y/Z〕
≥11/20/20
Nm
进给速度
1—20000
Mm/min
刀库
刀库形式
机械手
刀库容量
≥24
把
换刀时间
S
最大刀盘直径
满刀
≥Φ80
Mm
相邻空刀
≥Φ125
Mm
选刀方式
双向就近选刀
最大刀具长度
220
250
Mm
最大刀具重量
7
Kg
精度检测标准
JISB6336—4:
2000
定位精度
X轴
≤
≤
Mm
Y轴
≤
≤
Mm
Z轴
≤
≤
Mm
重复定位精度
X轴
≤
≤
Mm
Y轴
≤
≤
Mm
Z轴
≤
≤
Mm
机床轮廓尺寸〔长×宽×高〕
2786×2200×2622
Mm
电气总容量
18
Kva
数控系统:
FANUC0i-TF(5)或华中世纪星
该立式加工中心机床件装夹、定位方便,刃具运动轨迹易观察,调试程序检查测量方便,构造简单,占地面积较小。
名称
规格
单位
工作台
工作台尺寸
1000×500
Mm
允许最大载重
600
Kg
T形槽尺寸
18×5
Mm×个
工作台最大行程—X轴
850
Mm
滑座最大行程—Y轴
500
mm
主轴最大行程—Z轴
540
Mm
工作台面距离
最大
660
Mm
最小
120
mm
主轴中心到Z轴导轨面距离
570
Mm
主轴
锥孔〔7:
24〕
Bt40
转数范围
50—8000
R/min
最大输出扭矩
主轴电机功率
Kw
传动方式
同步齿形带
刀柄型号
Was403bt40
拉钉型号
Was40340bt—Ì
拉刀机构
45度四瓣拉爪
进给
快速移动
X轴
32
m/min
Y轴
32
Z轴
30
三轴拖动电机功率〔X/Y/Z〕
Kw
三轴拖动电机扭矩〔X/Y/Z〕
11/20/20
Nm
进给速度
1—20000
Mm/min
刀库
刀库形式
机械手
刀库容量
24
把
换刀时间
S
最大刀盘直径
满刀
Φ80
Mm
相邻空刀
Φ125
Mm
选刀方式
双向就近选刀
最大刀具长度
220
250
Mm
最大刀具重量
7
Kg
精度检测标准
JISB6336—4:
2000
定位精度
X轴
Mm
Y轴
Mm
Z轴
Mm
重复定位精度
X轴
Mm
Y轴
Mm
Z轴
Mm
机床轮廓尺寸〔长×宽×高〕
2786×2200×2622
Mm
电气总容量
18
Kva
数控系统:
华中世纪星
无偏离
无
4
普通铣床
名称
单位
规格
工作台尺寸
mm
≥1700×400
T型槽个数/宽度/间距
Mm
≥3—18—90
工作台最大承重
Kg
≥800
X向〔工作台纵向〕手动/机动
Mm
≥900/880
Y向〔滑座横向〕手动/机动
Mm
≥315/300
Z向〔升降台垂〕手动/机动
Mm
≥385/365
切削进给速度
Mm/min
——1180,Z:
8—394
快速移动速度
Mm/min
X:
2300,Y:
2300,Z:
770
主轴转速范围
r/mm
30—1500
主轴转速级数
级〔stpes〕
18
主轴轴向移动距离
Mm
≥85
主轴最大回转角度
±45
主轴端面至工作台距离
Mm
≥30/500
主轴电机功率
kw
11
该铣床工艺性能更广,功率更大,刚性更强。
名称
单位
规格
工作台尺寸
mm
1700×400
T型槽个数/宽度/间距
Mm
3—18—90
工作台最大承重
Kg
800
X向〔工作台纵向〕手动/机动
Mm
900/880
Y向〔滑座横向〕手动/机动
Mm
315/300
Z向〔升降台垂〕手动/机动
Mm
385/365
切削进给速度
Mm/min
——1180,Z:
8—394
快速移动速度
Mm/min
X:
2300,Y:
2300,Z:
770
主轴转速范围
r/mm
30—1500
主轴转速级数
级〔stpes〕
18
主轴轴向移动距离
Mm
85
主轴最大回转角度
±45
主轴端面至工作台距离
Mm
30/500
主轴电机功率
kw
11
无偏离
无
投标人〔盖章〕:
郑州瀚育机电设备
法定代表人或授权委托人〔签字或盖章〕:
2021年6月27日
效劳承诺
售后效劳内容及售后效劳机构
为创造名牌,提高企业知名度,树立企业形象,鄢陵县职业教育中心教学设备采购工程二标段的投标活动中,我公司本着“一切追求高质量,用户满意为宗旨〞的精神,以“最优惠的价格、最周到的效劳、最可靠的产品质量〞的原那么向您郑重承诺:
1、假设我方中标,我方所提供的所有设备是技术先进、配置合理、质量可靠,进货渠道正常,运行平安可靠、高效、并且符合国家、行业或企业生产标准以及该产品出厂标准的全新原装正品。
提供设备的供货配置清单、使用说明书等相关资料。
2、假设我方中标,我方将按照招标文件和投标文件的相关规定,与采购人签订合同。
3、我方承诺:
为采购方供给的产品均为投标文件中承诺的产品质量、数量和技术规格的合格产品,支持当场验货。
4、安装调试:
假设中标,设备到达安装现场后,我方派将技术人员到工程现场负责进展安装、调试,使用方提供安装、调试便利。
5、验收方式:
供货完毕,具备验收条件后,由采购人按照政府采购合同及本招标文件的规定验收合格后,报第三方质量检测验收。
6、效劳方式:
货物在安装调试阶段,我方派有经历的技术人员到现场负责安装和调试,并向采购单位操作人员提供现场技术培训〔培训内容包含:
产品根本情况介绍,产品硬件的安装和日常维护管理,相关软件的详细讲解与安装,常见问题的处理等〕。
7、责任:
我司技术效劳人员具备了极强的责任感,将维护客户利益、保证我司信誉放在首位,并以优质的效劳来满足客户的需要。
8、质保期:
质保期为一年,如有特殊规定按照特殊规定执行;质保期内提供免费上门效劳,7天*24小时全年无休。
质保期内,我公司为采购人提供以下技术支持和效劳:
8.1、咨询。
我公司为采购人提供技术援助,解答采购人在使用中遇到的问题,及时为采购人提出解决问题的建议和方法。
8.2、现场响应。
质保期内我公司在接到用户故障报告后立即响应,3小时内到达现场,24小时内解决故障并恢复设备正常运行,如不能及时解决我公司提供备用设备,使采购人能够正常使用。
8.3、除定期的或邮件回访外,提供每四个月定期对所供设备系统进展检测,消除故障隐患,以保障设备的正常运行。
、技术升级:
在质保期内,如果制造商的产品技术升级,我公司会及时通知采购人,如果采购人有相应要求,我公司和制造商对采购人购置的产品进展免费升级效劳或优惠价格的有偿升级效劳。
一、售后效劳内容及售后效劳机构
1、按原厂家售后效劳承诺政策执行,我公司技术人员上门效劳。
2、维修效劳机构——郑州瀚育机电设备售后效劳部
地区
名称
联系人
地点
效劳时间
投诉
郑州
郑州瀚育机电设备
吕高山
0
郑州市金水区经三路北99号附1号1号楼5层510号
7天*24h全年无休
0
3、公司名称:
郑州瀚育机电设备
4、公司负责人:
吕高山
5、联系:
0
6、故障排查和维修时间安排:
我公司实行7天*24小时全年无休效劳制。
7、零配件、备品备件的供给:
在售后效劳中,维修使用的备品备件及易损件为原厂配件,未经采购人同意不得使用非原厂配件。
设备修复所需的零配件到达用户现场不超过2个工作日。
质保期内外的售后效劳内容
1、质保期内的售后效劳:
〔1〕效劳响应:
质保期内发生系统故障,本公司承诺对于售后效劳问题,在得到设备发生故障需要协助维修后,立即响应,3小时内到达现场,24小时内解决故障并恢复设备正常运行,如不能及时解决我公司提供备用设备,使采购人能够正常使用。
〔2〕质保期内,凡因正常使用出现的质量问题,我方负责免费维修,免费更换所需零配件。
在保修期完毕前,由我方专业技术人员和用户代表对产品进展一次全面检查〔包括重力误差矫正〕,任何缺陷均由我方负责修理、退换,直到用户认可,期间所需一切费用由用户负责。
2、质保期外的售后效劳:
〔1〕质保期外,提供免费技术支持;对质保期外的设备,收取一定的维修费,上门收取上门费,对需要更换的零配件,按市场最低价的90%收取费用。
〔2〕质保期外仍提供同样的维修响应效劳:
本公司承诺对于售后效劳问题,在得到设备发生故障需要协助维修后,立即响应,3小时内到达现场,24小时内解决故障并恢复设备正常运行,如不能及时解决我公司提供备用设备,使采购人能够正常使用。
3、零配件、备品备件的供给:
我公司确保货物及所有配套件的完整性,对招标文件没有列出,而对货物的正常使用和维护必不可少的且应属于货物需求配带的部件配件,我公司予以补充。
我公司拥有维修备件库,储藏有充足的维修零配件和系统设备,能够保证及时的提供所需的零配件。
假设我方提供的产品设备发生故障,并且在相应的规定时间内无法排除,我们将保证无偿提供技术效劳,直至故障设备修复。
质保期后,我公司将以优惠价格向用户提供设备的备品配件。
培训方案
作为售后效劳不可或缺的一局部,我们一直致力于为用户提供及时、有效的培训效劳。
我们一直认为,维护人员的能力和水平是保持设备正常运转和良好的企业效益的必要保障,我们希望通过培训这一售后效劳环节为用户提供更多的支持和帮助。
为了实现知识转移,使得最终用户能独立承当问题诊断、系统维护等工作。
一、保证措施
首先确立技术培训的主要目的和原那么:
在尽可能短的时间内、投入较少的精力、以较高的效率,保证受训学员熟悉工程所涉及的系统构造,各个子系统的安装方法、构造、原理、操作方法、维护方法、使用考前须知、简单故障的处理方法以及寻求技术支持的方法;保证受训学员了解工程所涉及的各个专业子系统的调试方法以及系统开展的方向;保证受训管理人员和操作人员能够尽快各司其职、开场工作;保证新的操作人员能够与前任操作人员顺利交接、开展工作。
公司将严格按照标准化培训规程,向贵单位提供优质的技术培训效劳,保障工程培训工作的有序高质量的进展。
标准标准化流程如下:
?
工程技术培训效劳方案?
说明公司应提供的技术培训效劳的内容、培训讲师的资质、时间安排、方式、范围和费用等;
?
技术培训资源申请表?
申请实施技术培训所需的人员、场地、设备、费用等;
?
技术培训考勤表?
对技术培训过程中,受训人员出勤情况进展统计;
?
用户培训满意度调查表?
向用户征询对培训工作的意见和建议等;
?
培训成果总结?
总结技术培训的成果,指出此次培训的缺乏和需要改良的地方。
二、培训方案
1〕我方对业主的技术人员进展操作和维修培训,所有培训以中文进展,我司在投标书中提出培训方案和培训工程。
2〕我方派出的培训教员,对所提供的系统和产品具有五年以上的操作和维修经历。
培训授课人员都是厂家认证的合格的工程师或技术员等。
培训教员的简历连同培训方案一并提交业主,业主认为培训教员不合格可要求更换。
3〕我方在系统开通后试运行期间为业主技术人员进展现场培训,在培训工作开场前我方向业主免费提供所有中文培训资料,包括中文操作、维修手册,要求受训人员能够了解系统及设备的根本构造、工作原理及操作程序,能进展实际操作和日常维护、排除一般故障。
4〕我方负责安排专业工程师在工程建立现场对买方的相关操作人员,进展智能系统的操作、管理、维修培训。
5〕在安装调试验收现场完成上述培训后才能撤走现场效劳人员。
6〕具体的培训方案如下。
技术培训承诺:
我公司免费为甲方培训系统操作及管理人员,并应甲方及使用方要求推荐、提供此方面的专业人才。
我公司免费对甲方选派的技术人员进展系统相关理论和实际操作技能的培训,并跟随我公司进展设备的安装调试工作,熟练掌握本套系统的操作和使用。
工程验收后一个月内,我公司可以应甲方要求委派专业技术人员给甲方以保障使用,在此期间同时负责培训相关的技术人员。
三、培训目标
对业主的人员分为运行维护人员的培训、工程技术人员的培训和管理人员的培训。
运行维护技术人员经过培训应能进展日常设备运行维护工作,掌握软件、硬件的操作,熟悉硬件根本功能。
能熟练地分析软件、硬件信息等工作,并能有效的组织、开展业务应用能力。
高级工程技术人员培训后,能够处理一般维护人员不能处理的技术问题。
管理人员经培训后,应能负责全面的技术管理工作,了解系统建立的过程,系统功能及未来建立的规划。
四、培训内容
产品根本情况介绍,产品硬件的安装和日常维护管理,相关软件的详细讲解与安装,常见问题的处理等。
五、培训文件和材料
系统培训文件和材料包括:
1〕系统原理图2〕设备操作手册3〕系统维护保养手册
4〕其它本系统相关的技术资料
六、培训地点:
培训中心或和用户协商后指定。
七、培训人数
为减少用户的操作错误概率,设备正常运行验收后,我方负责在工程现场为所投工程培训技术人员,使培训人员到达熟练掌握、灵活应用的程度,所有费用均包含在本次投标总报价中。
 升级会员
升级会员 