东港铸造特殊过程能力确认.docx
《东港铸造特殊过程能力确认.docx》由会员分享,可在线阅读,更多相关《东港铸造特殊过程能力确认.docx(21页珍藏版)》请在冰豆网上搜索。
东港铸造特殊过程能力确认
东港市辽成机械有限公司
铸造特殊过程能力确认
东港市辽成机械有限公司
2017年1月20日
铸造特殊过程能力确认
1铸造生产纲领
1.1主要产品
1)120分配阀、120-1分配阀:
35000套/年。
2)103/104阀、DK-1阀类件、KZW空重车调整装置、制动盘盘环:
新产品等:
折合120分配阀计30000套/年。
3)高铁/标动、城轨,制动吊架、制动杠杆等配件:
5000套/年。
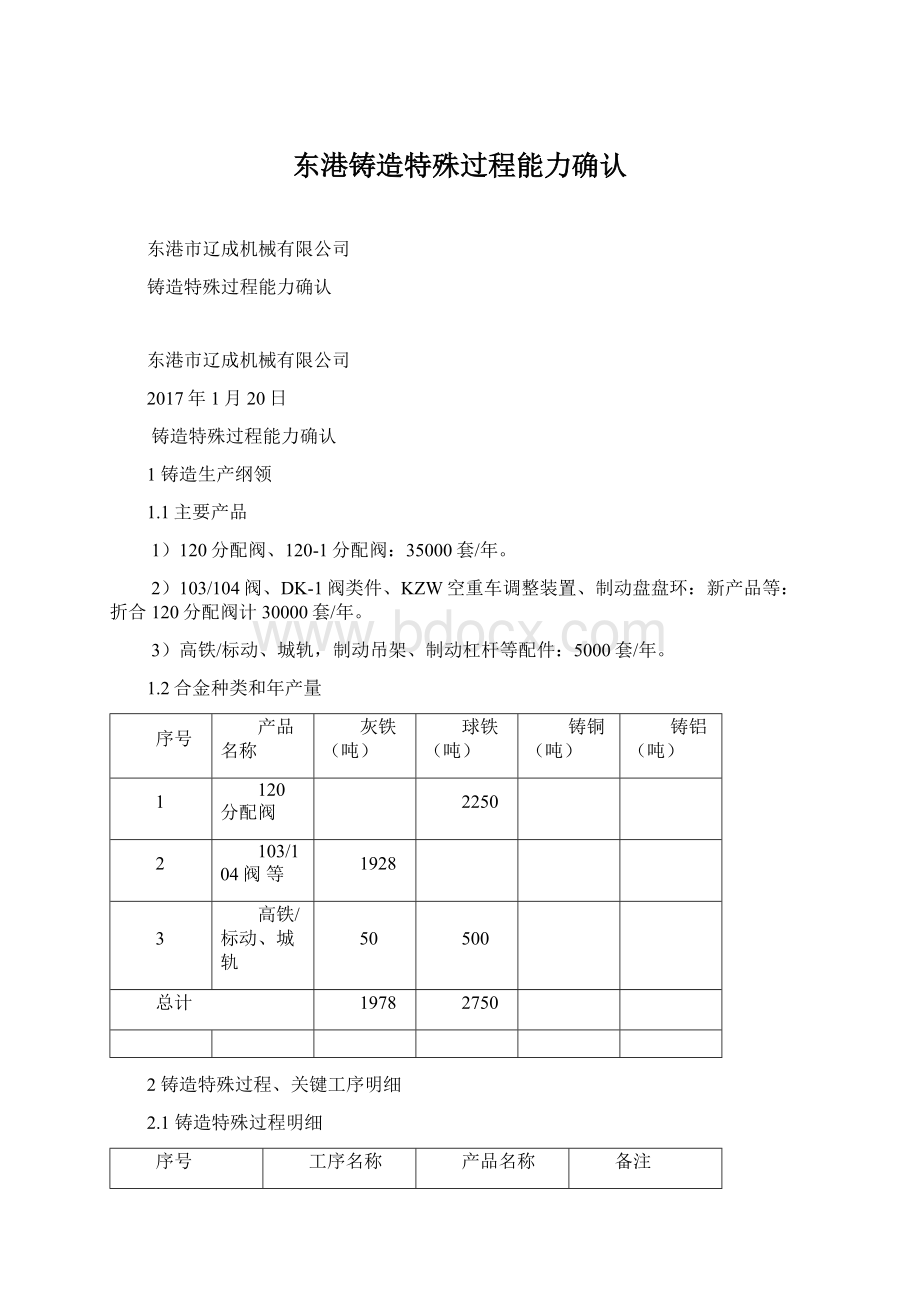
1.2合金种类和年产量
序号
产品名称
灰铁(吨)
球铁(吨)
铸铜(吨)
铸铝(吨)
1
120分配阀
2250
2
103/104阀等
1928
3
高铁/标动、城轨
50
500
总计
1978
2750
2铸造特殊过程、关键工序明细
2.1铸造特殊过程明细
序号
工序名称
产品名称
备注
1
熔炼
120/120-1阀、103/104阀、高铁、城轨等产品铸件
“特殊工序”
2
浇注
120/120-1阀、103/104阀、高铁、城轨等产品铸件
“特殊工序”
3
消除应力退火
高铁/标动、城轨、盘环等产品铸件
“特殊工序”
2.2铸造关键工序明细
序号
工序名称
产品名称
备注
1
熔炼
120/120-1、103/104阀、高铁、城轨等产品铸件
“关键工序”
2
浇注
120/120-1、103/104阀、高铁、城轨等产品铸件
“关键工序”
3材料控制
我们铸造的主要原辅材料来源为外购,采购和控制是根据标准和技术要求进行,其用量、来源和供应的可靠性有保证,车间使用过程也证明了主要材料的合理性与适应性。
4铸造生产设备和工装
见设备台帐,铸造生产工装台帐。
5工艺方法评价
5.1关、特过程简述(含检测手段)
5.1.1熔炼(特殊过程)
铸造车间熔炼以中频电炉熔炼,该工艺生产效率较高并可保证铁水质量,熔化主要设备是1.5T中频炉、1T中频炉,铁水升温、净化及成分的调整等在电炉完成。
炉料用电子秤在地上进行称量,采用单铸试棒检验铸铁成分和机械性能,该过程主要按配料通知执行,炉前采用热电偶测温并控制出炉温度,采用光谱仪、控制产品化学成分和内在组织。
5.1.2浇注过程(关键工序、特特过程)
浇注过程采用天车运输,测温仪测温,升降包,人工抬包浇注,按工艺执行。
5.2熔炼、浇注过程确认和控制
5.2.1熔炼、浇注主要工艺参数
熔炼、浇注按工艺文件操作,主要工艺参数内容:
材料性能(抗拉强度、延伸率、硬度);浇注温度(例120主阀体1350℃~1450℃、高铁、城轨,制动吊架、制动杠杆1360℃~1470℃);浇注时间(例120主阀体10S~12S、制动吊架、制动杠杆8S-10S,浇注开始时间、浇注终了时间);铸件冷却时间(例120主阀体≥3小时)、铸件消除应力退火(按工艺曲线)等。
这些参数是在试制及批量工艺实践基础上修订完善的总结,符合我公司铁路产品工序生产实际,符合先进、成熟、经济、实用、可靠的原则。
5.2.2消除应力退火主要工艺参数
制动盘、闸片托等TOT产品消除应力退火按退火工艺文件操作,主要工艺参数内容:
升温至580℃±30℃,保温4小时,升温速度≦120℃/h,100℃以下不考虑升温速度,随炉冷却速度≦50℃/h,随炉冷却200℃以下,可以出炉;消除应力退火(按工艺曲线)。
5.2.3结论
按工艺要求控制铸造原辅材料质量,熔炼、浇注操作符合工艺,熔炼后浇注产品的机械性能满足HT200、HT250、QT400-15、QT400-18、QT450-10、QT500-7、QT600-3、QT600-7材质要求,后工序加工验证铸件质量满足产品要求,证明现行工艺满足熔炼要求,工艺合理和持续有效。
5.3主要设备能力确认
5.3.1
车间作业制度:
生产过程主要采用两班阶段工作制:
一班造型、制芯和清理;二班熔化、浇注、落砂、退火炉消除铸件应力。
车间作业制度相对工艺流程、作业场地等是合理的、适宜的。
5.3.2设备能力满足目前我公司铸造产品熔炼、浇注工序的生产需要。
见附表1。
6、车间人员与培训
铸造车间在岗员工人数:
90人,直接生产工人72人,辅助人员6人,管理人员5人,工艺人员7名(含工艺技术部2人)。
公司管理部对铸造特殊过程、关键工序的在岗员工按要求进行了培训,见公司培训台帐,检查人员培训台账。
通过培训在岗员工均取得上岗资格、并大多数获得工种职业资格,对少部分未能取得工种职业资格证书的员工,也通过培训基本都能够胜任各自所从事岗位工作。
7、车间作业环境情况评定
7.1车间作业面积:
铸造车间总面积:
15000m2,生产面积:
9000m2,辅助面积:
2000m2,其它面积:
4000m2,满足目前生产任务的完成。
7.2车间作业环境:
车间生产各工序的照明、温度及环境等符合有关技术和环保的规定与要求。
7.3安全方面:
由于开展安全质量标准化工作,近两年来对铸造车间现场安全基础设施进行了整治,公司加大了投资,对厂房线路、主厂房配电箱、起重设备进行了整改。
加强劳保用品穿戴检查、6S点检工作和职业安全健康/环境安全管理体系运行,生产现场得到持续改善。
8、结论
8.1通过以上过程能力分析和评定
我们认为铸造特殊过程和关键工序持续满足要求,基本满足目前公司铸造生产需要。
8.2关键工序、特殊过程能力认可评定表(见附件)。
附:
关键工序、特殊过程能力认可评定表
组织评定单位:
东港市辽成机械有限公司
产品名称
铁路轨道制动产品铸件
产品图号
——
工序名称
熔炼/浇注/消除应力退火
工艺文件编号
——
评
审
内
容
项目
记录
结论
评审人员
备注
人员资格
2017关、特人员培训台帐;
2017检查人员培训台账;
合格
陈景玉
管理部
设备状态
2017年设备台账;
关键工序、特殊过程设备状态鉴定表;
合格
史成林
生产部
设备能力
主要设备生产能力测算表
合格
史成林
生产部
工艺方法
熔炼特殊过程工艺确认
合格
倪明、路忠
技术部
浇注特殊过程工艺确认
合格
倪明、路忠
技术部
消除应力退火工艺确认
合格
倪明、路忠
技术部
检测手段
计量器具在有效期内使用,并帐物相符
合格
肖焕邦
质量部
原材料控制
按材料入厂检验相关规定进行检测;
特殊过程原材料控制能力确认表;
合格
肖焕邦
质量部
环境情况
关键工序、特殊过程环境能力确认表
合格
史成林
生产部
最终结论
符合要求,合格。
制表:
路忠批准:
倪明日期:
2017.1.20
关键工序、特殊过程工艺能力确认表
特殊过程名称
产品名称
工艺文件明细
确认方法
工艺评审
(评审记录)
工艺验证
(验证记录)
熔炼
铁路轨道制动产品铸件
1)《普通铸态球墨铸铁熔炼及处理工艺规程和检验》QG/DLC-03R-003
2)《TOT产品球墨铸铁及灰铸铁件材质控制自检送检操作规范》
3)《特殊过程缺认单》QG/DLC-09.94
4)《120/120-1主阀体工艺指导书》QG/DLC-03R-120ZFT
5)《120/120-1中间体工艺指导书》QG/DLC-03R-120ZJT
6)《吊架作业工艺指导书》QG/DLC03R-DJ01
7)《杠杆作业工艺指导书》QG/DLC03R-GG01
8)其它。
后附
后附
确认结论
熔炼工艺符合要求,满足铁路轨道制动产品铸件生产。
参加确认人员签章
臧文华肖焕邦路忠刘兆正曲振顺张忠波
制表人:
路忠填表人:
路忠单位领导:
倪明日期:
2017.1.20
关键工序、特殊过程工艺能力确认表
特殊过程名称
产品名称
工艺文件明细
确认方法
工艺评审
(评审记录)
工艺验证
(验证记录)
浇注
铁路轨道制动产品铸件
1)《普通铸态球墨铸铁熔炼及处理工艺规程和检验》QG/DLC-03R-003
3)《TOT产品球墨铸铁及灰铸铁件材质控制自检送检操作规范》
3)《特殊过程缺认单》QG/DLC-09.94
4)《120/120-1主阀体工艺指导书》QG/DLC-03R-120ZFT
5)《120/120-1中间体工艺指导书》QG/DLC-03R-120ZJT
6)《吊架作业工艺指导书》QG/DLC03R-DJ01
7)《杠杆作业工艺指导书》QG/DLC03R-GG01
2)8)其它。
后附
后附
确认结论
浇注工艺符合要求,满足铁路轨道制动产品铸件生产。
参加确认人员签章
臧文华肖焕邦路忠刘兆正曲振顺张忠波
制表人:
路忠填表人:
路忠单位领导:
倪明日期:
2017.1.20
关键工序、特殊过程工艺能力确认表
特殊过程名称
产品名称
工艺文件明细
确认方法
工艺评审
(评审记录)
工艺验证
(验证记录)
消除应力退火
铁路轨道制动产品铸件
3)《普通铸态球墨铸铁熔炼及处理工艺规程和检验》QG/DLC-03R-003
4)《TOT产品球墨铸铁及灰铸铁件材质控制自检送检操作规范》
3)《特殊过程缺认单》QG/DLC-09.94
4)《120/120-1主阀体工艺指导书》QG/DLC-03R-120ZFT
5)《120/120-1中间体工艺指导书》QG/DLC-03R-120ZJT
6)《吊架作业工艺指导书》QG/DLC03R-DJ01
7)《杠杆作业工艺指导书》QG/DLC03R-GG01
4)8)其它。
后附
后附
确认结论
浇注工艺符合要求,满足铁路轨道制动产品铸件生产。
参加确认人员签章
臧文华肖焕邦路忠刘兆正曲振顺张忠波
制表人:
路忠填表人:
路忠单位领导:
倪明日期:
2017.1.20
关键工序、特殊过程工艺评审表
东港市辽成机械有限公司
工艺评审记录
产品名称
120/120-1、103/104主阀体、制动吊架、制动杠杆
共1页
产品图号
MSP120F-11-01、
MSP104-11-01、
RC121126、RC115313
第1页
工艺类型
熔炼
工
艺
评
审
内
容
1、熔炼工艺参数和操作方法;
2、熔炼设备状态;
3、熔炼人员要求;
4、熔炼工艺过程配料、化学成分、铁水温度控制。
(工艺评审以120/120-1主阀体、103/104主阀体、制动吊架、制动杠杆为代表进行)
改
进
意
见
细化操作
结
论
建
议
现有熔炼工艺正确、有效、全面,满足作业需要,符合特殊过程要求。
参加评审单位及人员
参加评审单位
评审人员签名
参加评审单位
评审人员签名
铸造车间
曲振顺
技术部
路忠
铸造车间
刘兆正
质量部
肖焕邦
铸造车间
张忠波
管理部
臧文华
制表人:
路忠填表人:
路忠单位领导:
倪明日期:
2017.1.20
关键工序、特殊过程工艺评审表
东港市辽成机械有限公司
工艺评审记录
产品名称
120/120-1、103/104中间体
共1页
产品图号
MSP104-30-01
第1页
工艺类型
浇注
工
艺
评
审
内
容
1、浇注工艺参数和操作方法;
2、浇注设备状态;
3、浇注人员要求;
4、浇注工艺过程温度、时间控制。
(工艺评审以120/120-1中间体:
103/104中间体为代表进行)
改
进
意
见
细化操作
结
论
建
议
现有浇注工艺正确、有效、全面,满足作业需要,符合特殊过程要求。
参加评审单位及人员
参加评审单位
评审人员签名
参加评审单位
评审人员签名
铸造车间
刘兆正
技术部
路忠
铸造车间
曲振顺
质量部
肖焕邦
铸造车间
张忠波
管理部
臧文华
制表人:
填表人:
单位领导:
倪明日期:
2017.1.20
关键工序、特殊过程工艺评审表
东港市辽成机械有限公司
工艺评审记录
产品名称
制动盘、闸片托TOT产品
共1页
产品图号
第1页
工艺类型
消除应力退火
工
艺
评
审
内
容
1、消除应力退火工艺参数和操作方法;
2、消除应力退火设备状态;
3、消除应力退火人员要求;
4、消除应力退火工艺过程温度、时间控制。
改
进
意
见
细化操作
结
论
建
议
现有消除应力退火工艺正确、有效、全面,满足作业需要,符合特殊过程要求。
参加评审单位及人员
参加评审单位
评审人员签名
参加评审单位
评审人员签名
铸造车间
刘兆正
技术部
路忠
铸造车间
曲振顺
质量部
肖焕邦
铸造车间
张忠波
管理部
臧文华
制表人:
填表人:
单位领导:
倪明日期:
2017.1.20
东港市辽成机械有限公司
工艺验证书
编号
制造
单位
铸造车间
共1页第1页
产品名称
120、104中间体
工艺文件名称
浇注工序工艺文件
工艺验
证分类
一般验证√
产品图号
MSP104-30-01
工艺文件编号
重要验证
验证组成员
技术部
铸造车间
质量部
路忠
刘兆正
肖焕邦
验
证
记
录
1、浇注工艺操作规程可指导操作者操作;
2、浇注工艺操作规程规定的内容能够满足产品技术条件要求;
3、浇注毛坯件表面无铁豆、断流、浇不足等缺陷,铸件加工质量满足要求。
(验证以120中间体、104中间体为代表进行)
改
进
意
见
无
结
论
建
议
工艺操作规程具有指导性、可操作性、能够满足生产需要。
鉴定
成员
质量部
铸造车间
技术部
肖焕邦
刘兆正
路忠
制造单位工艺主管意见
通过
企业工艺部门审核
路忠
企业工艺主管批准
倪明
东港市辽成机械有限公司
工艺验证书
编号
——
制造
单位
铸造车间
共1页第1页
产品名称
120、104主阀体制动吊架、制动杠杆
工艺文件名称
熔炼工序工艺文件
工艺验
证分类
一般验证√
产品图号
MSP120F-11-0
MSP104-11-01
RC121126RC115313
工艺文件编号
重要验证
验证组成员
技术部
铸造车间
质量部
路忠
肖焕邦
验
证
记
录
1、熔炼工艺操作规程可指导操作者操作;
2、熔炼工艺操作规程规定的内容能够满足产品技术条件要求;
3、铸件材料符合产品牌号及相关要求。
(验证以120主阀体、104主阀体、制动吊架、制动杠杆为代表进行)
改
进
意
见
无
结
论
建
议
工艺操作规程具有指导性、可操作性、能够满足生产需要。
鉴定
成员
质量部
铸造车间
技术部
肖焕邦
刘兆正
路忠
制造单位工艺主管意见
通过
企业工艺部门审核
路忠
企业工艺主管批准
倪明
东港市辽成机械有限公司
工艺验证书
编号
制造
单位
铸造车间
共1页第1页
产品名称
制动盘、闸片托
工艺文件名称
消除应力退火工序工艺文件
工艺验
证分类
一般验证√
产品图号
MSP104-30-01
工艺文件编号
重要验证
验证组成员
技术部
铸造车间
质量部
路忠
刘兆正
肖焕邦
验
证
记
录
1、消除应力退火工艺操作规程可指导操作者操作;
2、消除应力退火工艺操作规程规定的内容能够满足产品技术条件要求;
3、消除应力退火毛坯铸件加工质量满足要求。
改
进
意
见
无
结
论
建
议
工艺操作规程具有指导性、可操作性、能够满足生产需要。
鉴定
成员
质量部
铸造车间
技术部
肖焕邦
刘兆正
路忠
制造单位工艺主管意见
通过
企业工艺部门审核
路忠
企业工艺主管批准
倪明
附表1:
主要设备生产能力测算
序号
名称
型号/规格
用途
生产率
全年需用时间
(小时)
设备年时基数
设备数量(台)
设备
负荷率
计算
实际
1
中频电炉
1.5TKGPS一台
熔化
2.5吨/小时
4000
4800
1
83%
中频电炉
1.0TKGPS二台
2
2
造型线
FBO-Ⅲ
造型
90型/小时
2000
4800
1套
42%
3
热芯盒
15L
(ZH970、ZH650折合1台)
制芯
12盒/小时
5000
3530
2台
71%
4
热芯盒
5L
制芯
20盒/小时
5000
3530
8台
71%
5
树脂砂线
S2512
造型
8盒/小时
2000
4800
1套
42%
6
双勾清理机
Q378C
清理
2T/小时
2%
7
清理机
Q3210、QR3210
清理
1吨/小时
4500
1920
3台
79%
8
混(型)砂机
S1112
配砂
5吨/小时
1800
1920
1台
47%
9
退火窑
GMZ-120
消除应力
120KW
28000
5000
10
其它
制表人:
路忠填表人:
路忠单位领导:
倪明日期:
2017.1.20
 升级会员
升级会员 