塑胶材料基本认识hh.docx
《塑胶材料基本认识hh.docx》由会员分享,可在线阅读,更多相关《塑胶材料基本认识hh.docx(12页珍藏版)》请在冰豆网上搜索。
塑胶材料基本认识hh
塑胶材料基本认识
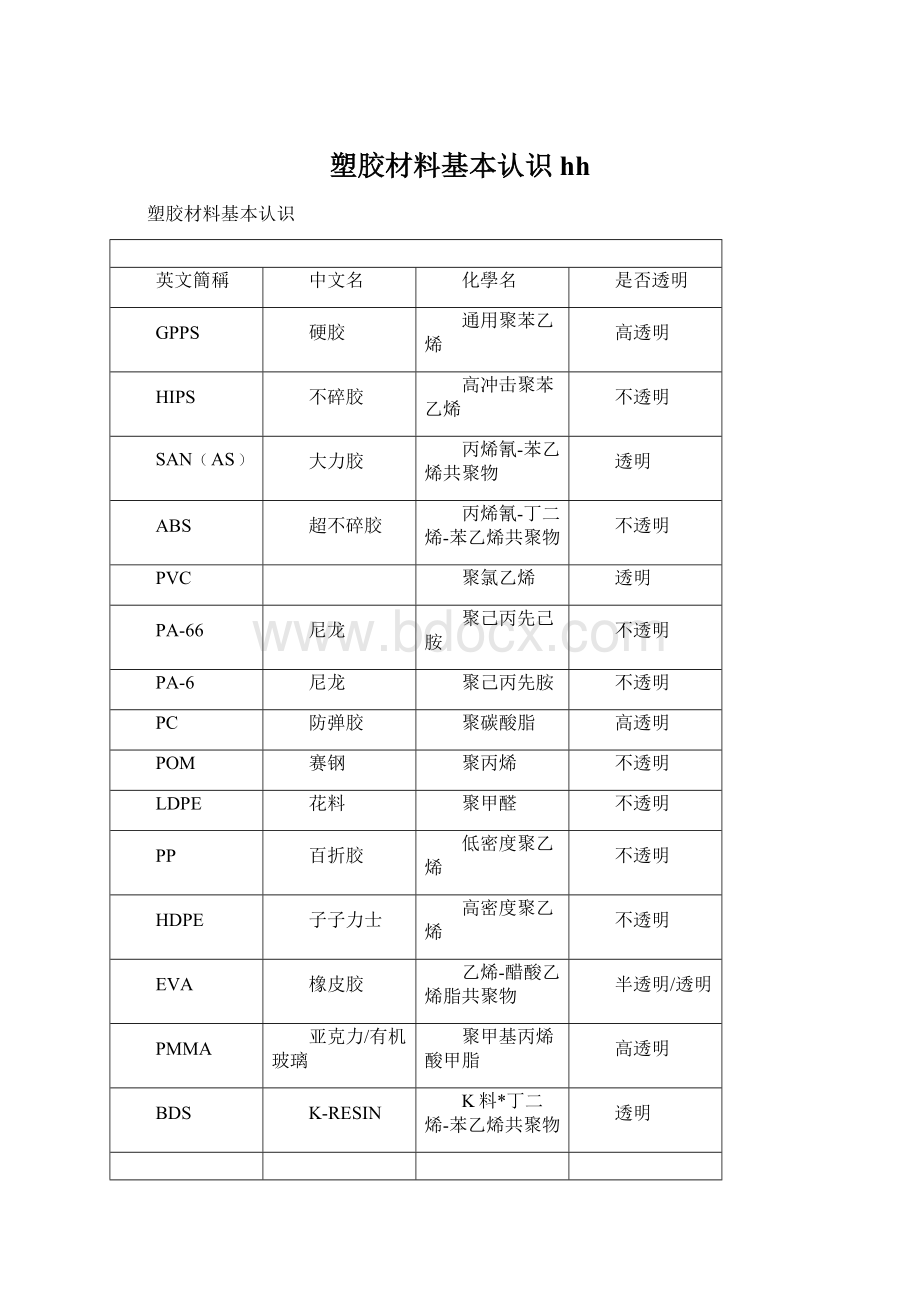
英文簡稱
中文名
化學名
是否透明
GPPS
硬胶
通用聚苯乙烯
高透明
HIPS
不碎胶
高冲击聚苯乙烯
不透明
SAN﹙AS﹚
大力胶
丙烯氰-苯乙烯共聚物
透明
ABS
超不碎胶
丙烯氰-丁二烯-苯乙烯共聚物
不透明
PVC
聚氯乙烯
透明
PA-66
尼龙
聚己丙先己胺
不透明
PA-6
尼龙
聚己丙先胺
不透明
PC
防弹胶
聚碳酸脂
高透明
POM
赛钢
聚丙烯
不透明
LDPE
花料
聚甲醛
不透明
PP
百折胶
低密度聚乙烯
不透明
HDPE
子子力士
高密度聚乙烯
不透明
EVA
橡皮胶
乙烯-醋酸乙烯脂共聚物
半透明/透明
PMMA
亚克力/有机玻璃
聚甲基丙烯酸甲脂
高透明
BDS
K-RESIN
K料*丁二烯-苯乙烯共聚物
透明
﹙一﹚GPPS及其改性物-HIPS-AS﹙SAN﹚-BDS﹙K-RESIN﹚
GPPS:
硬胶﹡通用聚苯乙烯
主要性能:
高透明,良好光泽,易著色,非结晶塑料。
尺寸稳定性好﹙收缩率约0.4%﹚,耐磨性差,易花。
制品对内应力敏感,性脆、无延展性、冲击强度小、易开裂且开裂后形成尖角﹙sharppoin﹚,利边﹙sharpedge﹚.
注塑工艺:
原料一般无须干燥,个别80℃烘2HORS。
成型周期短,料筒温度约200℃。
料温过高易出现银丝,料温过低使透明性降低。
模温50-80℃。
流动性好,注射压力通常为10Mpa左右,压力过大增加胶件内压力-尤其是经油漆装饰后开裂。
注射速度适当,以减弱夹水纹;注射速度过高,则可能导致披锋,粘模,顶白等现象。
适当的背压:
﹙10-20kg/cm﹚过低易卷入空气,影响胶件表面质量。
一般设计细水口为0.8-1.0MM。
GPPS+PVC—共混成为性能较好的不燃塑胶。
﹙二﹚HIPS:
不碎胶*高冲击聚苯乙烯
主要性能:
著色性好。
与GPPS比较其抗击性大大提高﹙加入5-20%丁二烯﹚。
注塑工艺:
流动性小于GPPS,成型温度,压力都稍高。
冷却速度慢,需足够的保压压力、时间及充分的冷却条件,以减少局部收缩及冷却变形。
HIPS+GPPS—混合啤,调整比例使塑料具有足够的强度及良好的表现质量。
﹙三﹚AS﹙SAN﹚:
大力胶*苯烯氰-苯乙烯共聚物
AS767﹙常用﹚
主要性能:
高透明,高光泽,耐冲击优于GPPS。
不耐动态疲劳,耐应力开裂远胜于GPPS。
注塑工艺:
需干燥80℃2h.
注射成型180℃-270℃温度,模温65℃-75℃。
﹙四﹚BDS﹙K-Resin﹚:
K料*丁二烯-苯乙烯共聚物
主要性能:
透明、具有较高的冲击强度韧性;
K料分KR-01﹠KR-03,KR-03冲击性优于KR-01、K-684D、K-03、K-03NW。
注塑工艺:
A.注射温度:
200-250℃,注射压力:
40-70Mpa。
B.模温:
40-60℃。
C.料可与聚苯乙烯及其改性物包括﹙ABS﹚任何比例混炼。
﹙五﹚ABS&MBS
ABS:
超不碎胶*丙烯氰-丁二烯-苯乙烯共聚物。
A﹙丙烯氰﹚—占20%-30%,使胶件有较高表面硬度,提高其耐磨性及耐热性。
B﹙丁二烯﹚—占25%-30%,加强柔顺性,保持材料弹性及耐冲击强度。
S﹙苯乙烯﹚—占40%-50%,保持良好成型性﹙流动性、著色性﹚及保持材料刚性。
主要性能:
抗冲击强度较GPPS高得多。
收缩率小﹙0.4-0.7﹚%,尺寸稳定。
所有塑料中电镀性能最好。
注塑工艺:
吸湿性大,必须干燥85℃,3hours以上。
﹙要求胶件表面光泽,需要长时间干燥。
﹚
料温180-260℃,温度过高回引致橡胶成分分解而降低流动性,模温:
40-80℃。
要求外观光亮取较高模温。
注射压力:
70-100Mpa,保压取第一压的30-60%,注射速度:
中、低速。
入水采用细水口,热水口,一般设计细水口为0.8-1.2mm.
ABS+PC—提高ABS耐热性及抗冲击强度。
ABS+PC—提高ABS的韧性,耐热性及抗老化的能力。
MBS—透明ABS*甲基丙烯酸甲脂-丁二烯-苯乙烯共聚物
ABS920
主要性能:
透明且具ABS性能。
注塑工艺:
同ABS,需注意混点,气泡影响外观。
﹙六﹚PVC:
聚氯乙烯
硬PVC:
含15%以下增塑剂的PVC。
软PVC:
含15%以上增塑剂的PVC。
主要性能:
非结晶塑料、透明、易著色。
材料中增塑剂的含量决定软硬程度﹙通常55-90度﹚及力学性能。
注塑工艺:
易吸水,必须干燥85%,2hours以上。
成型温度接近分解温度,须尽可能用较低的温度注射,尽可能缩短啤塑周期,减少溶料在料筒中滞留时间。
—料温参数:
前段160-170℃,中160-165℃,后140-150℃。
—由于PVC耐热性差,料在料筒内长时间受热,回降析出氯化氢﹙HCI﹚使胶件变黄甚至产生黑点及腐蚀模腔,需常清洗模腔及机头死角。
流动性差,注塑模的浇口,流道尽可能粗短厚,制口壁厚应在1.5mm以上,以减少压力损失,使液流充满型腔,总之采用高压低温。
﹙注射压力:
200Mpa以上,背压取0.5-1.5Mpa,保压取注射压力的20%-30%﹚
模温尽可能低﹙通常连冻水—模温30-45℃﹚,以缩短成型周期及减少胶件出模后变形。
﹙可用夹具较正﹚
清洁良好的水口料可100%回用。
早10啤前开电掣,停机后用PE过机。
可采用强行脱模。
PVC料啤后会出油,需泡冻水,以进行喷/印装饰。
PVC+EVA—提高冲击强度﹙长效增塑作用﹚。
PVC+ABS—增加韧性,提高冲击强度。
﹙七﹚NYLON﹙PA﹚:
尼龙*聚先胺
常见料:
PA6、PA66、PA1010---
PA66-在尼龙料中结构最强。
PA6-具有最佳的加工性能。
主要性能:
结晶度高,机械强度优异。
冲击强度高﹙高过ABS、POM,比PC低﹚,冲击强度随温度增加而显著增加。
﹙吸水后拉伸强度、硬度刚度下降。
﹚
表面硬度大,耐磨,自滑性好,适于做齿轮,传动件。
热变形、温度低,吸湿性大,尺寸稳定性差。
注塑工艺:
原料需干燥80-90℃、4HOURS以上。
熔料粘度低,流动性极好,易出披锋、压力取低一般60-90Mpa,保压取相同压力。
﹙加入玻璃纤维的尼龙需用压力较高。
﹚
料温过高,胶件易出现色变,质脆及银丝,料温过低使材料很硬,可能损伤模具及螺杆,料筒温度:
220-280℃﹙纤维偏高,不宜超过300℃﹚。
PA6熔点温度:
210℃-215℃
PA66熔点温度:
255℃-265℃
收缩率较大﹙0.8-1.4%﹚.﹙随料温度变化而波动﹚
模温通常20-90℃。
模温高---结晶度大,刚性、硬度、耐模性提高。
模温低---柔韧性好,伸长率高,收缩性小。
高速注射﹙因其熔点﹤凝点﹥高﹚
需同时留意披锋产生,排气不良引致的外观问题。
模具方面,一般不开排气,水口形式不限。
退火/调湿处理:
可进行二次结晶,使结晶度增大,故刚性提高,改善内应力分布,使不易变形且尺寸稳定。
可行方法:
用100℃沸水煮1-16小时,视具体情况可考虑加入醋酸盐使沸点上升到120℃左右以增加效果。
﹙八﹚PC---防弹胶*聚碳酸脂﹙﹚
主要性能:
高透明度﹙接近PMMA﹚,非结晶体,耐热性优。
收缩率小﹙0.5-0.7%﹚,尺寸稳定性好。
冲击强度高,居热塑料之冠,蠕变小,刚硬而有韧性。
耐疲劳强度差,耐模性不好,对缺口敏感,应力开裂性差。
注塑工艺:
高温下PC对微量水份即敏感,必须充分干燥,使含水量降低到0.02%以下,干燥条件100-120℃,12小时以上。
PC料对温度敏感,熔点粘度随温度升高而下降,料筒温度250-320℃,﹙不超过350℃﹚,适当提高后料筒温度对塑化有利。
模温控制:
85-120℃。
模温宜高以减少模温及料温的差异,从而降低胶件内压力;过高易粘模,且成型周期长。
流动性差,需高压注射,过高则胶件内压力过大,导致开裂。
速度:
厚壁取中速,薄壁取高速。
必要时内压力退火。
方法:
烤125-135℃,2小时,自然冷却。
模具方面:
*流道尽可能短粗,弯曲位少,采用圆形截面分流道及流道抛光。
﹙降低流动阻力﹚
*流口形式不限,入水直径不小于1.5mm。
*材料硬,易损伤模具、型腔、型芯,须经淬火处理或硬醪铬﹙Cr﹚。
啤塑后需用PE料过机。
PC+ABS—随ABS的增加,加工性能得到改善,成型温度有所下降,流动性变好,内应力有所改善,机械强度下降。
PC+POM—可直接任何比例混合,其中比例在PC:
POM=50-70:
50-30间,很大程度保持了PC优良的机械性能,提高其耐应力开裂。
PC+PE—目的降低熔点粘度,提高其流动性,也可使PC的冲击强度、拉伸强度、开裂强度有所改善。
PC+PMMA—使胶件呈珠光效果。
PC1250Y
PC800
﹙九﹚POM:
赛钢*聚甲醛
主要性能:
高结晶乳白色料粒,很高刚性和硬度。
耐磨及自滑性仅次于PA﹙比PA料价格便宜﹚,并具有较好韧性。
温度、湿度对其影响不大。
耐反复冲击较PC及ABS好。
耐疲劳性是所有塑料中最好的。
注塑工艺:
结晶性塑料,原料通常不需干燥或烘100℃,1-2小时。
流动性中等,宜中、高速注塑。
料温:
170-220℃,料温超过240℃以上分解出甲醛体﹙熔料色变暗﹚,使胶件性能变差,及腐蚀模腔。
模温80-100℃,控制运热油。
注射压力100Mpa、背压0.5Mpa,宜采用较高的注射压力,因流体流动性对剪切速度敏感,不宜单靠提高料温来提高流动性,否则有害无益。
赛料收缩率大﹙2-2.5%﹚,宜尽量延长保压时间来补缩。
模具:
*POM具有高弹性,浅的侧凹可强生出模。
*浇道宜粗大,入水口宜为大入水口。
POM+PUR﹙聚氨脂﹚——超过POM,冲击强度可提高几十倍。
Delrin100,100ST,500均聚甲醛
CelconM90共聚甲醛
﹙十﹚PP料:
百折胶*聚丙烯
主要性能:
质轻,可浮于水。
高结晶度,耐磨好,优于HIPS,高温冲击性好,硬度低于ABS,HIPS。
突出的延伸性和抗疲劳性。
注塑工艺:
加工前无需干燥。
染色性差,色粉在料中扩散不够均匀﹙通常加入扩散油/白矿油﹚。
﹙十一﹚PE:
﹙LDPE﹠HDPE﹚—聚乙烯
主要性能:
LDPE——花料,低密度软聚乙烯。
密度小,质地柔软,透明性较HDPE好。
HDPE—孖力士,高密度硬聚乙烯,较高的机械强度。
注塑工艺:
结晶性原料,吸湿性好,可不必干燥。
流动性好,流动性对压力敏感。
收缩率大,易变形,翘曲,须控制模温,保持冷却均匀。
﹙可浸水、夹具整形﹚。
成型工艺参数:
*LDPE:
成型温度180-240℃,模温35-65℃,注射压力30-90Mpa。
*HKPE:
成型温度180-250℃,模温50-70℃,注射压力80-100Mpa。
对有侧凹的件,通常可强行出模。
PE+EVA——改善环境压力开裂,机械强度有所下降。
PE+PP——提高塑料硬度。
PE+PE——不同密度混熔以调和柔性、硬度。
PE+PB﹙顺丁二烯﹚——提高其回弹性。
﹙十二﹚EVA——橡皮胶*乙烯-醋酸乙烯脂共聚物
主要性能:
柔软性、抗冲击性、强韧性、耐应力开裂均优于PE。
VA﹙醋酸乙烯脂﹚含量越小,性质越优于PE,反之则越接近于橡胶。
注塑工艺:
原料无需干燥,直接生产及加工性能良好。
工艺参数:
料筒温度:
120-180℃,模温20-40℃。
料射压力:
60Mpa﹙不同型号的EVA有变化﹚。
﹙十三﹚PMMA——亚克力*聚甲基丙烯酸甲脂
主要性能:
最优秀的透明度﹙GPPS可于之相比﹚及良好的导光性。
常温下,较高的机械强度。
表面硬度低,易擦花,故包装要求高。
注塑工艺:
原料须干燥95-100℃,6小时以上,料斗应持续保温,以免回潮。
流动性差,宜高压成型80-100Mpa。
注射速度不能太快以免气泡明显,过慢出现夹水纹。
料温、模温宜高,以提高流动性,减少内应力,改善透明性及机械强度。
料温:
前200-230℃;中215-235℃;后140-160℃。
模温:
30-70℃。
模具:
宜采用大水口,够阔够大。
模腔、流道表面应光滑,对料流阻力小。
出模斜度足够大。
排气方面,防止出现气泡、银纹﹙温度高﹚,熔接痕等。
PMMA极易出现啤塑黑点,从以下方面控:
保持原料干净。
定期清洁模具。
机台清洁﹙料筒、螺杆、喷咀﹚。
PMMA+PC——可获珠光色。
精品工程部工作质量及安全知识测试
1.产品工程师负责产品的QA受力分析,负责查找原因,如发现零件表面缺陷,可向啤机部、工程部、工模部提出改进意见,有关QA、配位功能及静电挂架等模具要求的资料,产品工程师负责编制,交模房执行。
2.产品工程师负责各种物料的打办,如油漆、卡通箱、五金件、外购件、吸塑罩及其它零件等,在打办物料经试验正式确定使用后,出齐各种物料的零件规格。
3.PART部分包括内容:
合金件、塑胶件、五金件、外购件。
DECO部分包括内容:
油漆、色粉、招纸、移印烫金招纸。
PACK部分包括内容:
彩盒、内咭、包装件、胶带、胶纸、
落货款号﹙主物料表﹚包括内容:
PART目录、DECO目录、PACK目录、卡通箱、封箱胶纸。
4.一个成功的玩具制品,大致上要具备下列六项作为评估的标准:
趣味性、启发性、教育性、收集性、吸引的外型设计及装潢、安全性,这六点在程度上是要根据对象儿童的年龄、性别、及国籍而设计,最为适当的配合,才可算一个好的玩具。
5.目前玩具的安全标准有美国标准、欧洲标准、日本标准。
6.所有玩具一定要用全新料或经处理的旧料制造,而这些翻新料所含有危害性污染程度不能高于全新料,将整个玩具平放燃烧,若燃烧速度慢于每秒钟0.1英寸时,便可算合格。
所有制造玩具使用的材料,包括塑胶料、塑胶色粉、涂料、染料、电镀表层、润滑剂等,都不能含有重金属元素或其可溶性化合物。
玩具的主体或其包装上必须注明制造商或发行商的商号或地址。
7.对玩具产品进行检验,测试是为了保持产品质量,维护公司良好声誉,既是满足客人期望,符合玩具安全标准,又为ISO9000及TQC所不可缺少的。
8.QA外观检查:
主要检查装饰是否符合设计要求,看有无两件遗漏,玩具表面的污槽飞油及静电手喷移印的质量是否达到QC验货标准,各零件之间的间隙是否符合规定,且各活动件在活动中不刮油。
9.QA功能检查:
凡带活动性产品,必须能够从一定斜度的斜板上自由滚动滑下,自由滑下时其左右偏差小于规定尺寸,斜板长度也有一定要求,不同客户人不同要求。
10.震箱是产品运输保证之一,是模拟产品在汽车、轮船、飞机承受颠簸的能力,一般使专用机器进行,不同的客户有不同的要求,掷箱也是产品运输保证措施之一,是模拟产品在搬运是承受不留意跌落地面或搬运不当而产生的冲击并损害里面产品的能力,一般情况下,将卡通箱用手或仪器置于规定高度,对卡通箱的三边、六面、一角自由落下一次,不同的客户有不同的地面要求,缺陷分类和取货标准。
11.老化试验是模拟产品在高温和严寒地区的使用性能的保证试验,也是产品使用寿命的保证措施之一。
12.物料的安全性试验——毒性试验,需送专门机构进行,主要测量铅、锑、镉、汞等的含量是否超过规定标准,被检验的物料有油漆、色粉、胶料、锌合金。
工程部资料测试题
一、多项选择题
1、用于塑胶平台的包装螺丝应出在——部份。
C
A、PARTB、DECOC、PACKD、主物料表
2、烫银纸应出在——部份。
B
A、PARTB、DECOC、PACKD、主物料表
3、现发展一新款产品﹙EL1234DO﹚,其PART部份的标准名称为——。
B
A、#1234-PARTB、#1234-PART-01
C、#1234DO-PART-01D、#EL1234-PART-01
4、单款包装一箱成品六只,在填写卡通箱用量时,应填写为——。
B
混装包装一箱成品六只,在填写卡通箱用量时,应填写为——。
A
A、1B、1/6
5、对生产资料B进行第五次修改,其编号为——。
D
对生产资料B进行第六次修改,其编号为——。
B
A、修改通告CB、生产资料修改C
C、修改通告C1D、修改通告C5
6、下列项目中哪些属于P/L主物料表示﹙外包装﹚内容——。
CD
A、纸平台B、彩盒C、卡通箱D、21/2”封箱胶纸
7、P/L,P/S须经过——生效。
ABC
A.组长B.主任C.经理D.物料部
8、胶水应出在——部份。
A
A、PARTB、DECOC、PACKD、主物料
二、判断题
1、包装件可不写“用量”栏目。
2、常用物料可不出P/S。
3、同一款号、同一材料之招纸,如果颜色不同应分开出P/S。
4、塑胶平台因为是与包装有关之物料,所以应列出PACK部分。
5、国内文控中心的职责是监察工程资料运作是否及时。
简答题
1、简述PART部分之主要内容及什么情况下出现“####-PART-02”?
答:
1、当零件部分出现新的组合面款号未发生变化的情况下出现。
2、PART部分由合金件、塑胶件、五金件、外购件组成。
2、内包装与外包装的区别是什么?
答:
1、内包装是指单个成品的包装物料,如彩盒、内咭等。
2、外包装是指成品外﹙与卡通箱有关﹚的包装物料,如卡通箱、隔咭等。
3、五金件P/S中,须详细注明哪些内容?
答:
须注明款号、P/S、编号、零件名称、材料、颜色、供应商、物料编码、页数,并需作出零件图并标明尺寸及公差要求。
4、哪些物料须编写物料编码?
答:
合金、塑胶料、油漆、色粉、螺丝、介子轴、锅钉。
5、物料编码有什么用途,其主要服务的部门是哪些?
答:
物料编码可以方便物料订购,便于采购部门的电脑信息管理,配合电脑P/L,具有修改方便、减少时间的特点,
其主要服务部门为工程及物料部门/
6、P/S的附页有什么要求?
答:
P/S的附页须注明P/S的编号、页数、填写人及批核人。
7、请简述P/S﹤零件及备注﹥栏目应注明哪些内容?
试举油漆、五金件、包装件三类说明。
答:
1、油漆须注明底色2、五金件需作圆标明尺寸、公差及用量
3、包装件需作圆标明尺寸并注明特殊要求
8、零件表修改通告需注意哪三点要点?
答:
须注意:
1、版本编号2、修改前后的项目序号及内容3、注明修改的原因
9、简述电脑P/L最合理的输入过程﹙指工程师须主动配合完成的步骤﹚。
 升级会员
升级会员 