零件检测实验指导书DOC.docx
《零件检测实验指导书DOC.docx》由会员分享,可在线阅读,更多相关《零件检测实验指导书DOC.docx(39页珍藏版)》请在冰豆网上搜索。
零件检测实验指导书DOC
项目一游标卡尺
一、实训内容与要求
1、掌握用游标卡尺使用、读数的方法;
2、了解游标卡尺的构造和工作原理。
二、实训学时
讲授2学时
三、实训器材
1、工具:
游标卡尺
2、设备:
EQ6100型发动机的曲轴、桑塔纳发动机的曲轴
3、教具:
互换性与技术测量实验指导书
四、操作内容及步骤
1、游标卡尺用途
游标卡尺是比较精密的测量长度的工具,能直接测量工件直径、宽度、长度或深度。
2、种类
游标卡尺按照测量功能分为普通游标卡尺和深度游标卡尺,按照测量精度可分为0.20mm、0.10mm、0.05mm、0.02mm等。
目前常用的游标卡尺,其测量精度为0.02mm.
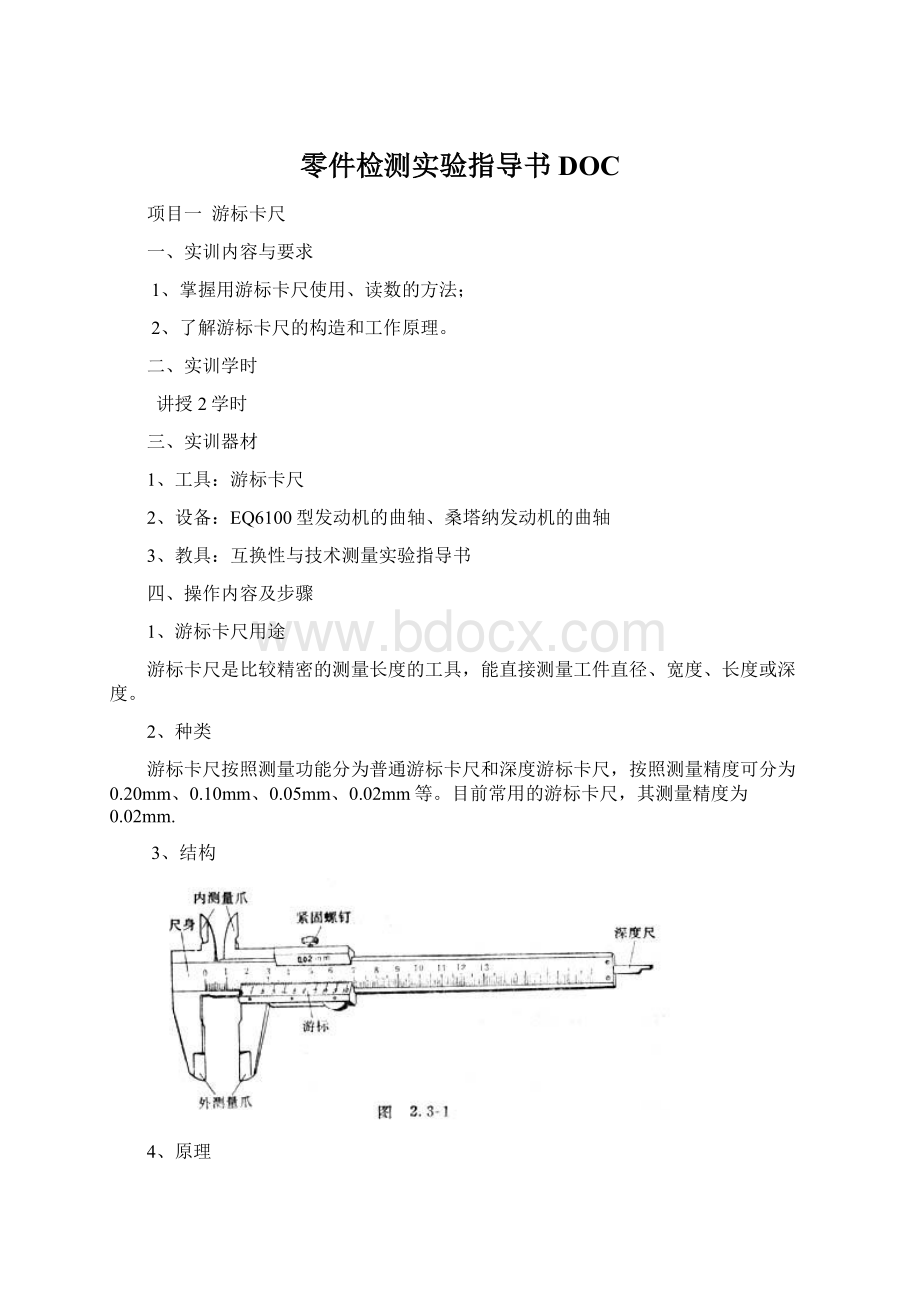
3、结构
4、原理
以准确度为0.1mm的游标卡尺为例,主尺的最小分度是1mm,游标尺上有10个小的等分刻度,它们的总长等于9mm,因此游标尺的每一分度比主尺的最小分度相差0.1mm,所以当左右测脚合在一起,游标的零刻线与主尺的零刻线重合时,除了游标的第十条刻线与主尺的9mm的刻线重合外,其余刻线都不重合。
游标的第一条刻线在主尺的1mm刻线左边0.1mm处。
游标的第二条刻线在主尺的2mm刻线左边0.2mm处,等等
在两测脚间放一张厚0.1mm的纸片,游标尺就向右移动0.1mm,这时它的第一条刻线与主尺的1mm刻线重合,其余刻线都与主尺上的刻线不重合。
所以,被测薄片的厚度不超过1mm时,游标的第几条刻线与主尺的某一刻线重合,就表示薄片的厚度是零点几mm。
在测量大于1mm的长度时,整的毫米数由主尺上读出,十分之几毫米从游标上读出。
5、使用方法
(1)使用前,先将工件被测表面和卡钳接触表面擦干净。
(2)测量工件外径时,将活动卡钳向外移动,使两卡钳间距大于工件外径,然后再慢慢的移动副尺,使两卡钳与工件接触。
使用中,切忌硬卡硬拉,以免影响测量精度。
(3)测量工件内径时,将活动卡钳向内移动,使两卡钳间距小于工件内径,然后再慢慢的向外移动副尺,使两卡钳与工件接触。
(4)测量工件的外径和内径时,应使游标卡尺与工件垂直。
测量外径时,记下最小尺寸;测量内径时,记下最大尺寸。
(5)用深度游标卡尺测量工件的深度时,将固定卡钳与工件被测表面平整接触,然后缓慢的移动副尺,使卡钳与工件接触。
测量时用力不宜过大,以免硬压游标而影响测量精度。
(6)游标卡尺使用完毕后,应擦拭干净,并涂一薄层工业凡士林,放入卡尺盒内存放,切忌弯折、重压。
6、读数方法
(1)读出副尺零刻线所指示主尺上左边刻线的毫米整数。
(2)观察副尺上零刻线右边第几条刻线与主齿某一刻线对准,将游标精度乘以副尺上的格数,即为毫米小数值。
(3)将主尺上整数和副尺上的小数值相加即得被测工件的尺寸。
工件尺寸=主齿整数+游标卡尺精度×副尺格数
四、使用注意事项
1、使用前,先把量爪和被测工件表面擦净,以免影响测量精度;检查各部件的相互作用,紧固螺钉能否起作用;校对零位,使卡尺两量爪紧密贴合,且无明显的光隙,同时观察游标零刻线与尺身零刻线是否对齐,游标的尾刻线与尺身的相应刻线是否对齐,如果领先对不齐或量爪有磨损,应送计量部门检修,有时也可把量爪闭合三次,观察各次读数是否一致,如读数相同,将数值记下,在测量时加以修正。
2、测量时,卡尺与被测工件具有相同温度;量爪面与工件表面接触并能沿工件表面自由滑动;读数时,卡尺应朝着亮光的方向,使视线尽可能和尺上所读的刻线面垂直,以免由于视线的歪斜而引起读数误差,也可在工件的同一位置多次测量,取其平均数;不能用卡尺测量运动着的工件,不准以卡尺代替卡钳在工件上拖拉;卡尺不要放在强磁场附近,要远离热源。
3、使用完毕后,应松开紧固装置,擦净涂油放在盒内,量具盒要放在干燥、无振动、无腐蚀性气体的地方。
五、实训考核表
考核内容
配分
评分标准
考核记录
得分
使用方法
20
使用方法不正确,一次扣10分,扣完为止
读数方法
40
能否快、准的读数
学习态度
10
学习态度是否认真
掌握情况
30
掌握所讲内容的百分之几
项目二外径千分尺
一、实训内容与要求
1、掌握外径千分尺使用、读数的方法;
2、了解外径千分尺的构造和工作原理。
二、实训学时
讲授2学时
三、实训器材
1、工具:
外径千分尺
2、设备:
EQ6100型发动机的曲轴、桑塔纳发动机的曲轴
3、教具:
互换性与技术测量实验指导书
四、操作内容及步骤
1、外径千分尺的用途
外径千分尺又称螺旋测微器,,是一种用于测量加工精度要求较高的精密量具,比游标卡尺更精密的长度测量仪器,测量精度可达到0.01mm。
主要用来测量外尺寸和形位误差。
2、种类
按照测量范围可分为0~25mm,25~50mm,50~75mm,75~100mm,100~125mm等多种不同规格,但每种千分尺的测量范围为25mm。
3、结构
1-尺架2-测砧3-测微螺杆4-螺纹轴套5-固定套管6-微分筒7-调节螺母8-接头9-垫片10-测力装置11-锁紧装置12-绝热板13-锁紧轴
4、读数原理
根据螺旋运动原理,当微分筒(又称可动刻度筒)旋转一周时,测微螺杆前进或后退一个螺距──0.5毫米。
这样,当微分筒旋转一个分度后,它转过了1/50周,这时螺杆沿轴线移动了1/50×0.5毫米=0.01毫米,因此,使用千分尺可以准确读出0.01毫米的数值。
5、使用方法
(1)将工件被测表面擦拭干净,松开千分尺锁紧装置,慢慢旋转微分筒,使被测工件置于千分尺两砧端之间,使千分尺螺杆轴线于工件中心垂直或平行。
若歪斜着测量,则直接影响测量的准确性。
(2)旋转微分筒,使砧端与工件测量表面接近,这时改用旋转测力装置,直到发出“咔咔”声响时为止,这时的指示数值就是所测量到的工件尺寸。
(3)将锁紧装置锁紧;
(4)平取出千分尺读数。
(5)用后应将千分尺擦拭干净,保持清洁,并涂抹一薄层工业凡士林,然后放入盒内保存。
禁止重压、弯曲千分尺,且两砧端不得接触,以免影响千分尺精度。
6、读数方法
(1)从固定套筒上漏出的刻线读出工件的毫米证整数和半毫米整数。
(2)从微分筒上由固定套筒纵向线所对准的刻线读出工件的小数部分(百分之几毫米)。
不足一格数,可用估算读法确定。
(3)将两次读数相加就是工件的测量尺寸。
7、调整零位。
0-25mm的直接用后面的棘轮转动对零,25mm以上的,用调节棒调节零位。
校准好的千分尺,当测微螺杆与测砧接触后,可动刻度上的零线与固定刻度上的水平横线应该是对齐的,如果没有对齐,测量时就会产生系统误差──零误差。
如无法消除零误差,则应考虑它们对读数的影响。
若可动刻度的零线在水平横线上方,且第x条刻度线与横线对齐,即说明测量时的读数要比真实值小x/100毫米,这种零误差叫做负零误差,它的零误差为-0.03毫米;若可动刻度的零线在水平横线的下方,且第y条刻度线与横线对齐,则说明测量时的读数要比真实值大y/100毫米,这种零误差叫正零误差,它的零误差为+0.05毫米。
对于存在零误差的千分尺,测量结果应等于读数减去零误差,即物体长度=固定刻度读数+可动刻度读数-零误差。
四、注意事项
1.检查零位线是否准确;
2.测量时需把工件被测量面擦干净;
3.工件较大时应放在V型铁或平板上测量;
4.测量前将测量杆和砧座擦干净;
5.拧微分筒时需用测力装置;
6.不要拧松后盖,以免造成零位线改变;
7.不要在固定套筒和微分筒间加入普通机油;
8.用后擦净上油,放入专用盒内,置于干燥处。
9.测量外径时,在最后应该活动一下千分尺,不要偏斜。
10.在对零位和测量的时候,都要使用测力装置,这样才能保持千分尺使用的拧紧力(0.5公斤)。
11.不能测量运动着的工件,不要放在强磁场附近,要远离热源。
五、实训考核表
考核内容
配分
评分标准
考核记录
得分
使用方法
20
使用方法不正确,一次扣10分,扣完为止
读数方法
40
能否快、准的读数
学习态度
10
学习态度是否认真
掌握情况
30
掌握所讲内容的百分之几
项目三百分表
一、实训内容与要求
1、掌握百分表使用、读数的方法;
2、了解百分表的构造和工作原理。
二、实训学时
讲授2学时
三、实训器材
1、工具:
百分表
2、设备:
EQ6100型发动机的曲轴、桑塔纳发动机的曲轴
3、教具:
互换性与技术测量实验指导书
四、操作内容及步骤
1、百分表的用途
百分表是一种比较性测量仪器,主要用于测量工件的尺寸误差和形位误差以及配合间隙等,其测量精度为0.01mm。
2、种类
按照测量范围可分为0~3mm,0~5mm和0~10mm等,精度等级分为0级、1级和2级。
3、结构见图3-1左。
图3-1百分表外形图和传动原理图
1.表盘2.大指针3.小指针4.套筒5.测量杆6.测量头
4、工作原理
百分表的工作原理是将测杆的直线位移,经过齿条与齿轮传动,转变为指针的角位移。
传动原理如图3-1右所示。
测量时,测杆作直线移动,测杆上的齿条带动小齿轮Z2旋转。
当测杆上升1mm时,齿条上升1.6齿。
齿轮Z2的齿数是16齿,所以齿条推动齿轮Z2转动1/10周,与Z2固定在同一轴上的大齿轮Z3的齿数是100齿,所以Z3转过100×1/10=10齿。
小齿轮Z1的齿数是10齿,经Z3带动Z1以及固定在同一轴上的长指针正好转一周。
刻度盘圆周上刻成100等分,当测杆移动1mm时,长指针转动100个分度。
由此可知,指针转过一个分度,就相当于测杆移动0.01mm。
齿轮传动是有间隙的,为了消除由于齿轮啮合间隙引起的误差,在细丝弹簧的作用下,和小指针固联的齿轮与中心齿轮Z1始终保持单面啮合。
而复位弹簧使测量杆保持在一定位置,测量时可产生一定的测量力。
5、读数方法
先读出小刻度盘小指针指示的毫米整数;
再读出大刻度盘大指针指示的毫米小数;将两次读出的数相加就是百分表所指示的数值。
6、使用方法
(1)百分表应牢固地装夹在表座上,加紧力不宜过大,以免使套筒变形而卡住测杆。
测杆移动应灵活。
(2)测量头与工件表面接触时,测杆应有约1mm的压缩量,以保持一定的起始测量力,提高示值的稳定性。
在比较测量时,如果存在负向偏差,预压量还要大一些。
(3)为了读数方便,测量时可把百分表的指针指到表盘的零位。
绝对测量时,把测量用的平板作为对零位的基准。
相对测量时,把量块作为对零位的基准。
(4)测量平面时,测杆与被测工件表面应垂直,否则将产生测量误差。
(5)测量圆柱形狗狗年间时,测杆轴线应与工件直径方向一致。
(6)必要时,可根据被测件的形状、表面粗糙度和材料的不同,选用适当形状的测量头。
如果平测头测量球形的工件,用球面测头测量圆柱形或平表面的工件,用尖测头或小球面测头测量凹面或形状复杂的表面。
(7)应用举例如图3-2所示。
图3-2百分表的应用举例
1)是检查外圆对孔的圆跳动、端面对孔的圆跳动。
2)是检查工件两平面的平行度。
3)内圆磨床上四爪卡盘安装工件时找正外圆。
五、注意事项:
1、测量前,用干净棉丝把测杆、测头及被测工件擦净;装夹表头时,夹力不宜过大,以免套筒变形及使测杆移动不灵活。
2、测量时,应把表装夹在表架或其他可靠的支架上,否则会影响测量精度。
3、使用百分表对工件进行比较测量时,要选用块规或其他标准量具调整百分表指针对准零位;然后把被测工件放在测头下,观察指针偏摆记取读数,确定被测工件的误差。
4、测量平面时,测杆要与被测平面垂直;测量圆柱面时,测杆轴线要通过被测表面的轴线,并与水平面垂直。
同时根据被测工件的形状、粗糙度来选用测量头。
5、为了保证测量力一定,使测头在工件上至少要压缩 20—25个分度,将零位与指针对准;然后将测头提起1~ 2mm,放手使其自行复原,试2~3次;若指针停在其他位置上,可重新调整零位。
6、读数时,眼睛视线要与指针垂直,偏斜会造成误差。
五、实训考核表
考核内容
配分
评分标准
考核记录
得分
使用方法
20
使用方法不正确,一次扣10分,扣完为止
读数方法
40
能否快、准的读数
学习态度
10
学习态度是否认真
掌握情况
30
掌握所讲内容的百分之几
项目四内径百分表
一、实训内容与要求
1、了解内径百分表的构造和工作原理。
2、学会用内径百分表测量零件孔径的方法。
3、加深对内尺寸测量特点的了解。
二、实训学时
2学时
三、实训器材
1、工具:
内径百分表、外径千分尺
2、设备:
EQ6100型发动机的气缸、桑塔纳发动机的气缸
3、教具:
互换性与技术测量实验指导书
四、操作内容及步骤
1、用途
内径百分表又称为量缸表或内径量表,是用比较法测量孔径、槽宽及其几何形状误差。
2、结构
内径百分表由百分表和表架组成,用于测量孔的形状和孔径,内径百分表的构造如图4-1所示。
图4-1内径百分表
1.活动量杆2.等臂杠杆3.固定量杆4.壳体5.长管6.推杆
7.9.弹簧8.百分表10.定位护桥
3、简介
内径百分表的活动测头,其移动量很小,它的测量范围是由更换或调整可换测头的长度达到的。
内径百分表的测量范围有以下几种:
10-18、18-35、35-50、50-100、100-160、160-250、250-450mm。
用内径百分表测量孔径是一种相对量法,测量前应根据被测孔径的大小,在千分尺或其他量具上调整好尺寸后才能使用。
内径百分表是一种用比较法来测量中等精度孔径的通用量仪,尤其适合于测量深孔的直径。
它由百分表和装有杠杆系统的测量装置组成。
常用的内径百分表主要性能指标如下:
分度值0.001mm;示值范围0~1mm;测量范围15~35mm。
4、工作原理
量仪主要由百分表和装有杠杆系统的测量装置组成。
百分表的测量杆与传动杆在弹簧力的作用下始终接触,弹簧是用来控制测量力的,并经过传动杆、杠杆向外顶着活动测量头。
测量时,活动测量头的移动使杠杆回转,通过传动杆推动百分表的测量杆,使百分表的指针偏转。
由于杠杆是等臂的,当活动测量头移动1mm时,传动杆也移动1mm,推动百分表指针回转一圈。
所以,活动测量头的移动量,可以在百分表上读出来。
百分表的工作原理是切制有齿条的测量杆上下移动时带动与齿条啮合的小齿轮转动,此时与小齿轮同轴的一个大齿轮也跟着转动。
大齿轮又带动中间的小齿轮以及与小齿轮同轴的指针转动。
这样,通过齿轮传动机构就可将测量杆的微小位移扩大转变为指针的偏转量显示在表盘上。
百分表的表盘上每一格的刻度值为0.01mm,1圈为100格,因此在指示盘上,大针转一圈,小针转动1格,表示测量杆位移1mm。
5、使用方法
(1)一只手拿住绝热套,另一只手尽量托住表杆下部,轻轻摆动表杆,使内径百分表测杆与气缸轴线垂直(可通过观察百分表指针摆动情况来判断,当表针指示到最小数值时,即表示测杆已垂直于气缸轴线)。
(2)内径百分表读数方法与百分表相同,读出百分表指示数值。
(3)确定工件尺寸:
1)如果百分表的大指针正好指在“0”处,说明被测工件的孔径(缸径)与其校表尺寸相等,若以标准尺寸进行校表,则表示工件尺寸与标准尺寸相同。
2)如果百分表大指针顺时针方向转离“0”位,则表示工件尺寸小于标准尺寸;反之则表示大于标准尺寸。
3)通过对不同测量点的测量结果计算出圆度误差、圆柱度误差或工件的磨损情况。
五、使用注意事项
1、测量前,应根据被测工件的尺寸,选用相应尺寸的可换测量头。
2、测量前,应按被测工件的基本尺寸用标准环规、千分尺或量块及量块的附件来调整尺寸(校对零位)
3、测量读数时,内径百分表的固定测头与活动测头的连线应与被测孔轴心线垂直,在径向找最大值,轴向找最小值。
4、内径百分表应避免受冲击,表示被测孔径大于标准环规的孔径。
5、操作时,要一手拿住直管上的隔热套,用另一只手扶住直管下部靠近主体的地方。
6、装卸百分表时,不要让水、油污或灰尘等进入表座内。
六、思考题
1.为什么内经百分表调整零位和测量孔径时都要摆动量仪,找指针指示的最小数值?
2.用内经百分表测量孔径属哪一种测量方法?
五、实训考核表
考核内容
配分
评分标准
考核记录
得分
使用方法
20
使用方法不正确,一次扣10分,扣完为止
读数方法
40
能否快、准的读数
学习态度
10
学习态度是否认真
掌握情况
30
掌握所讲内容的百分之几
项目五测量曲轴弯曲度
一、实训内容与要求
1.掌握用量具测量曲轴弯曲度的方法。
2.理解曲轴弯曲度的计算方法。
二、实训学时
实训2学时
三、实训器材
1、工具:
百分表、万向磁性表座
2、设备:
EQ6100型发动机的曲轴、桑塔纳发动机的曲轴
3、教具:
互换性与技术测量实验指导书
四、操作内容及步骤
1、清洁工件、平台、V型铁及量具;
2、将V型铁放在平台上,并支撑在曲轴首末两端的主轴颈上;
3、用水平仪检验平台是否水平;
4、用高度尺或百分表检验曲轴是否水平;
5、装表:
在万向状态下将百分表装在磁性表座前端支架的孔内,测量杆与支架垂直,将前段锁紧螺钉锁紧,力矩不应过大,百分表在孔内不摆动即可。
6、压表:
将百分表的测量头压在曲轴中间段主轴颈的最高点上,使测量杆与曲轴轴线垂直,百分表的小指针有约1mm的压缩量,锁紧中间螺母,力矩不应过大,大指针在盘内不转动即可。
7、打开磁性开关。
8、慢慢旋转曲轴,观察百分表大指针的变动,读出百分表所指示的最大值a,最小值b。
9、计算:
曲轴弯曲度=(a+b)/2
10、关闭磁性开关,左手握住支架的前端,右手慢慢地松开中间螺母,使百分表处于万向状态下,松开支架前端的锁紧螺钉,将表取下,放回盒内;
11、清洁实训场地。
五、测量注意事项:
1、测量部位要正确;
2、百分表的拆装都在万向状态下;
3、压表时,测量杆要垂直于工件,表的小指针不要超量程;
4、旋转曲轴时,不允许曲轴有左右位移;
5、装表时由前到后,由上到下;拆时由下往上,由后向前。
六、思考题
在时间充足的情况下,根据教材的内容,测出曲轴后端凸缘的端面圆跳动。
七、实训考核表
考核内容
配分
评分标准
考核记录
得分
遵守安全操作规程
10
违反安全规则计0分
使用方法
40
使用方法是否正确
读数方法
10
读数不正确一次扣5分
测得数据
30
a
b
计算过程
10
测量结果:
合格性结论:
理由:
教师评定:
项目六测量曲轴扭曲度
一、实训内容与要求
1.掌握用量具测量曲轴扭曲度的方法。
2.理解曲轴扭曲度的计算方法。
二、实训学时
实训2学时
三、实训器材
1、工具:
百分表、万向磁性表座
2、设备:
EQ6100型发动机的曲轴、桑塔纳发动机的曲轴
3、教具:
互换性与技术测量实验指导书
四、操作内容及步骤
1、清洁工件、平台、V型铁及量具;
2、将V型铁放在平台上,并支撑在曲轴首末两端的主轴颈上;
3、用水平仪检验平台是否水平;
4、用高度尺或百分表检验曲轴是否水平;
5、装表:
在万向状态下将百分表装在磁性表座前端支架的孔内,测量杆与支架垂直,将前段锁紧螺钉锁紧,力矩不应过大,百分表在孔内不摆动即可。
6、压表:
将百分表的测量头压在曲轴首端(或末端)连杆轴颈的最高点上,使测量杆与连杆轴线垂直,百分表的小指针有约1mm的压缩量,锁紧中间螺母,力矩不应过大,大指针在盘内不转动即可。
7、用手握住磁性表座,将百分表慢慢地拉出,再慢慢地将百分表推向连杆轴颈,观察百分表的指针变化,读出百分表所显示的最大值a。
8、将百分表移向曲轴的末端(或首端)连杆轴颈,慢慢将表推向连杆轴颈,观察百分表指针的变化,读出百分表所显示的最大值b。
9、计算:
曲轴扭曲度=360/2π×∣a-b∣/R
R=曲柄半径
10、将百分表拉出,左手握住支架的前端,右手慢慢地松开中间螺母,使百分表处于万向状态下,松开支架前端的锁紧螺钉,将表取下,放回盒内;
11、清洁实训场地。
五、测量注意事项:
1、测量部位要正确;
2、百分表的拆装都在万向状态下;
3、压表时,测量杆要垂直于工件,表的小指针不要超量程;
4、能准确读出百分表在连杆轴颈最高点显示的最大值;
5、装表时由前到后,由上到下;拆时由下往上,由后向前。
6、转移百分表时,百分表和磁性表座的相对位置不发生任何改变;
六、思考题
在时间充足的情况下,根据教材的内容,测出曲轴后端凸缘的径向圆跳动
七、实训考核表
考核内容
配分
评分标准
考核记录
得分
遵守安全操作规程
10
违反安全规则计0分
使用方法
40
使用方法是否正确
读数方法
10
读数不正确一次扣5分
测得数据
30
a
b
计算过程
10
测量结果:
合格性结论:
理由:
教师评定:
项目七测量曲轴轴颈的磨损
一、实训内容与要求
1.掌握用量具测量曲轴轴颈的方法。
2.能够熟练的使用游标卡尺和外径千分尺。
3、会计算曲轴轴颈的形位公差圆度和圆柱度。
二、实训学时
实训2学时
三、实训器材
1、工具:
游标卡尺、外径千分尺
2、设备:
EQ6100型发动机的曲轴、桑塔纳发动机的曲轴
3、教具:
互换性与技术测量实验指导书
四、操作内容及步骤
1、清洁工件、平台、V型铁及量具;
2、将V型铁放在平台上,并支撑在曲轴首末两端的主轴颈上;
3、用水平仪检验平台是否水平;
4、选择某段轴颈的两个测量截面;
5、在轴颈的每个测量截面测出4个直径值,分别为沿着、垂直曲柄方向和任意两个方向的数值。
6、计算:
磨损量=Φ标准直径-Φ测得直径
圆度=(Φ最大直径-Φ最小直径)/2同一测量截面
圆柱度=(Φ最大直径-Φ最小直径)/2不同测量截面
7、找出一个最大磨损量作为这段轴颈的最大磨损量;比较出最大圆度和圆柱度。
8、测出所有轴颈的磨损量,选出一个最大值作为这曲轴的最大磨损量;
9、收量具,清洁实训场地。
五、注意事项
1、清洁;
2、正确使用游标卡尺和外径千分尺;
3、根据曲轴的磨损规律,正确选择测量部位;
4、正确计算磨损量、圆度、圆柱度;
六、思考题
1、曲轴沿着哪个方向的磨损量最大?
2、试着测量凸轮轴轴颈的磨损。
七、实训考核表
仪器刻度值:
示值范围:
成绩
日期
测量示意图:
ⅠⅡA
BB/
ⅠⅡA/
测
量
数
据
数值
方向
实际尺寸(mm)
磨损量)
Ⅰ-Ⅰ
Ⅱ-Ⅱ
Ⅰ-Ⅰ
Ⅱ-Ⅱ
AA′
BB′
任意方向
任意方向
圆度计算
圆度=
圆柱度计算
圆柱度=
测量结果:
合格性结论:
 升级会员
升级会员 