高压加热给水加热器产品概述.docx
《高压加热给水加热器产品概述.docx》由会员分享,可在线阅读,更多相关《高压加热给水加热器产品概述.docx(7页珍藏版)》请在冰豆网上搜索。
高压加热给水加热器产品概述
1DN1200高加器产品概述
1.1高加器种类及特点
1.1.1按压力分类:
(1)中压高加:
中压6.5Mpa;次高压9.7Mpa。
(2)高压高加:
高压19Mpa;超高压24Mpa(一般设计压力Pd=20Mpa)亚临份31Mpa(一般为Pd=28Mpa);超临份=37Mpa。
1.1.2按结构分类:
(1)管板式-----U形管管板式;
(2)集箱式----螺旋管集箱式(俗称盘香管式)。
U形管管板式可分为:
正置立式,倒置立式,卧式三种。
200MW的机组基本上都为正置立式居多;100MW~200MW有采用倒置式;300MW及以上大型机组高加几乎都采用卧式布置。
在电厂中,回热循环是由高压加热器来实现的。
回热循环的上述优点弥补了因采用高压加热器系统增大的投资,而在运行上也提高了整个电厂的经济性。
在现代大型电厂中广泛采用回热循环。
采用回热循环主要有以下优点:
(1)提高热效率。
由于抽汽的原因,排至凝汽器的蒸汽量减少,冷源损失减少,所以循环热效率提高。
(2)对于锅炉来说,因给水温度提高,锅炉热负荷降低,因此炉内换热面积减少,节约了钢材用量。
(3)由于中间抽汽,使汽轮机末几级的蒸汽流量减少,减少了汽轮机末几级的流通面积,使末级叶片的长度减少,解决了汽轮机末级叶片设计、制造的难题。
(4)由于进入凝汽器的蒸汽量的减少,凝汽器的热负荷减少,换热面积也减少,减少了钢材用量,节省了投资。
1.2DN1200高加器结构分析
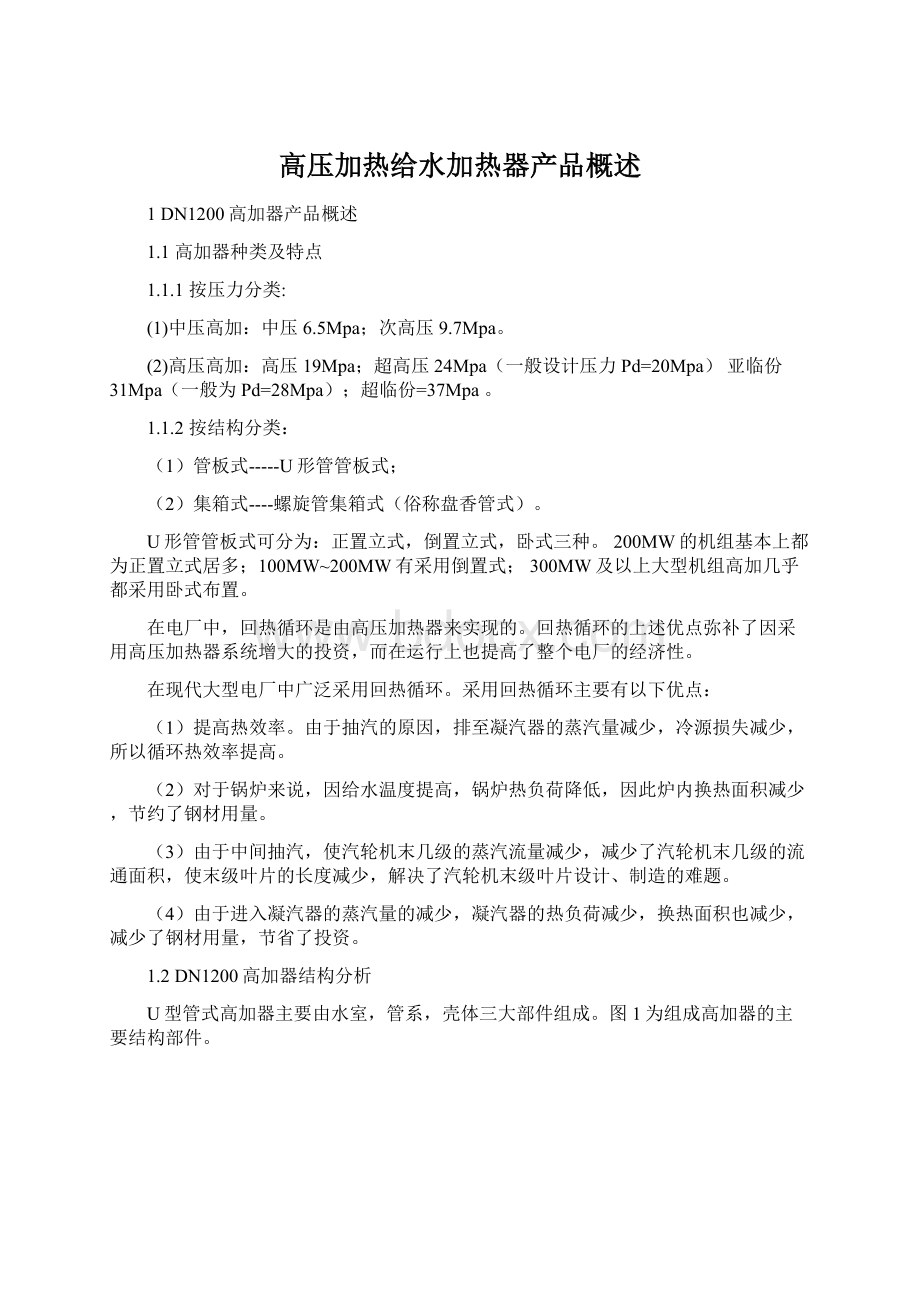
U型管式高加器主要由水室,管系,壳体三大部件组成。
图1为组成高加器的主要结构部件。
图1高加器的结构简图
1.2.1水室:
水室是高加重要的高压给水集散及输入输出的腔室,由半球形封头、人孔、给水管、出水管和给水分隔板、管板组成。
其中球形封头壁厚90mm,直径为Φ600mm由于展开毛坯直径尺寸不超过Φ2500mm,采用整块钢板热冲压成型。
进出水管和人孔座采用20MnMoⅢ级锻件加工而成,与水室封头采用插入式全焊透角接接头。
1.2.2管系:
管系是高压加热器实现热交换的关键部件,它由U形管、隔板、不凝结气体抽出管等组成。
U形管均为整体弯制。
U形管与管板的连接采用爆炸胀接和管口密封焊的工艺。
管系使用整体隔板,增强管系的钢性,可以有效的控制管系的振动。
高加换热管采用优质碳素钢(20G),中低压机组可采用Φ16×2.2的20G。
一般钢管制造厂均可按不同的弯管半径,弯好后供货。
1.2.3壳体:
壳体是热交换器的主要部件,其加工工艺过程与储罐的筒体基本相同,但是要求比较严格,主要是控制其圆度和直线度,一保证管系的顺利装配。
另外筒体内径过大或圆度引起的间隙不均匀,会引起壳体介质的短路而达不到预期的设计要求。
壳体直径为Φ1200mm,采用板材卷制制成。
1.2.4零件图
高加器的零件图,图中均包括名称、材料、数量、重量以及相应标准,详细参数如表1所示。
表1零件简图及相应参数
序号
名称
材料
数量
单重
(kg)
零件图及尺寸
1
管板
20MnMoⅢ
1
2570
2
支座
Q235-A
1
636.3
3
折流板
Q235-A
8
55
4
隔板装置
Q235-A
1
116.9
5
连接装置
Q235-A
1
29.42
6
补强管
16MnⅡ
1
1.95
7
拉杆Φ12L=4700
Q235-A
6
4.17
8
筒体DN1200&=16H=5672
16MnR
1
2726
9
椭圆封头EHA1200X
16
16MnR
1
207.8
1.3DN1200高加器基本工作原理
高加器中的U形管式高加器有着各种各样的形式,国内外较典型的高加器结构有正置立式U形管式高加,卧式U型管式高加,倒置立式U型管式高加,正置立式螺旋管式高加,倒置立式螺旋管式高加,正置立式腰圆形高加,倒置立式蛇形管式高加,正置立式可卸U型管式高加等。
本次毕业设计选用正置立式U形管式高加,此类高加大量应用于国内200MW超高压机组配套的高压加热器,其传热方式为过热蒸汽冷却段-凝结段二段式,传热面为20号碳钢高压管(即20G),管子规格为Φ16×2.2,管孔三角形排列,管子爆炸胀接再焊接在管板上,管板的上边缘与水室相焊接,下边缘与汽室壳体相焊接,成为全焊接结构。
水室顶部有自密封人孔盖不能自水室内取出,用铰链固定在水室封头内壁,水室内装有用不锈钢制造的分程隔板,进水口装设有稳流筒以布散水流,防止水市内给水形成漩涡而磨损管口。
汽室壳体圆筒用16MnR钢板卷制焊接而成。
给水在管内为两流程,即只经过一次U形管,给水从进水口经稳流筒进入水室,再从管板上的管口流入U形管子内,管子外的加热蒸汽即抽汽的热量经管壁传给管内流动的给水,被加热的给水流出U形管进入分程隔板隔开的水室出口侧,通过出水口流出加热器。
加热蒸汽从壳体进汽口进入过热蒸汽冷却段罩壳内,经不锈钢防冲板的阻挡,然后蒸汽分上下两路扫过管子外表面,经折流板导流多次转弯后流出罩壳至冷凝段。
它分两路流动的目的为降低流到管板下表面的蒸汽温度,在靠近管板下表面处还设有一整圆的遮热板以阻挡高温的加热蒸汽,这同样是为了降低管板下表面的温度,减少管子和管板焊缝的温度应力。
在凝结段即壳体内,蒸汽自上而下流动,因隔板的导流而转弯,延长在加热器的停留时间,蒸汽逐渐被冷却凝结成疏水,它沿着隔板水平流向壳体内壁,再向下汇流到壳体底部,经疏水阀排出,疏水温度为蒸汽压力下相应的饱和温度。
在壳体下部装有抽空气管,运行中不断地抽出蒸汽内携带的空气等不凝气体。
在壳体下部装有上级疏水进口管,它是一个钻有很多空的壁厚管,疏水进入后被降压扩容排出扩容蒸汽,壁厚管能耐冲刷腐蚀。
壳体底部有裙式支座,固定在混凝土基础上。
该高加器一套三台,他们为设置疏水冷却段,仅二号高加器另外装有外置独立的疏水冷却段。
一号高加另设有蒸汽冷却器以提高最终高加出口给水温度。
1.4DN1200高加器技术参数
本次设计高压给水加热器主要设计参数主要壳程和管程工作压力,工作温度,设计压力,设计温度,换热面积以及容器类别等等,详细参数如表2所示
表2高加器主要设计参数
壳程
管程
工作压力/MPa
2.47
20.0
工作温度/°C
318.1
221.3
设计压力/MPa
2.60
22.0
设计温度/°C
320
225
物料名称
蒸汽,水
水
换热面积/m²
550
焊接接头系数
0.85
1.0
腐蚀裕量/mm
1.0
1.0
容器类别
三
1.5DN1200高加器制造技术条件
(1)本设备按GB151-1999《管壳式换热器》及JB/T3343-1993《高压加热器制造技术条件》进行制造、检验和验收,并接受《压力容器安全技术监察规程》的监督。
(2)换热管按照GB/T5310-1995,其外径偏差为±0.20mm壁厚偏差为%10。
(3)焊接接头型式及尺寸除图中注明外,按HG20583-1997中规定;对接焊接接头为DU4或DU27、DU35;接管与壳体、封头的焊接接头为G2和G37(焊透),带补强的接管与封头壳体的焊接接头为G29角焊接接头的焊脚尺寸按较薄板的厚度;法兰的焊接按相应法兰标准中的规定。
(4)换热管与管板的连接采用强度焊加贴胀。
(5)容器上的A类和B类焊接接头应进行射线检测,壳程检测长度不少于各条焊接接头长度的20%,且不小于250mm,结果以JB/T4730.2-2005中Ⅲ级为合格。
管程检测长度100%,结果以符合JB/T4730。
2-2005中Ⅱ级为合格,合格后,以20%超声检测进行复验,符合JB/T4730.3-2005中Ⅰ级为合格。
(6)水室、壳程筒节、Φ16X4钢管与管板焊接后应进行消除应力热处理。
(7)设备制造完毕后,壳程以3.94MPa表压、管程以27.50MPa表压分别进行水压试验。
合格后,再以2.73MPa的含氨体积1%的压缩空气对换热管与管板的焊接接头进行氨渗透试验。
(8)设备检验合格后,外壁及外部构件均涂红丹防锈漆两遍。
 升级会员
升级会员 