第4章 基于Moldflow的冷却系统设计.docx
《第4章 基于Moldflow的冷却系统设计.docx》由会员分享,可在线阅读,更多相关《第4章 基于Moldflow的冷却系统设计.docx(12页珍藏版)》请在冰豆网上搜索。
第4章基于Moldflow的冷却系统设计
第4章基于Moldflow的冷却系统设计
冷却系统由冷却介质、进水口和冷却管道组成[54]。
冷却系统设计的原则[55]:
(1)塑件壁厚基本均匀时,冷却水道与型腔表面距离最好相等。
一般水孔到型腔表面距离应大于10mm,常用12-15mm。
(2)浇口处应加强冷却。
一般浇口处温度最高,常将冷却水道入口处设置在浇口附近。
(3)冷却水道出入口温差应尽量小。
如果出入口温差较大,这样就会使模具温度分布不均匀。
(4)冷却水道布置应避开塑件容易产生熔接痕的部位。
熔接痕处本身温度就低,如果再开设冷管,就会更促使熔接痕产生。
4.1冷却介质选定[56]
冷却介质有水、压缩空气和冷凝水。
水冷最为普遍,因为水的热容量大,传热系数大,成本低廉。
零件冷却介质采用水冷却。
水温度一般采用环境温度25℃。
4.2冷却方式选定
a
b
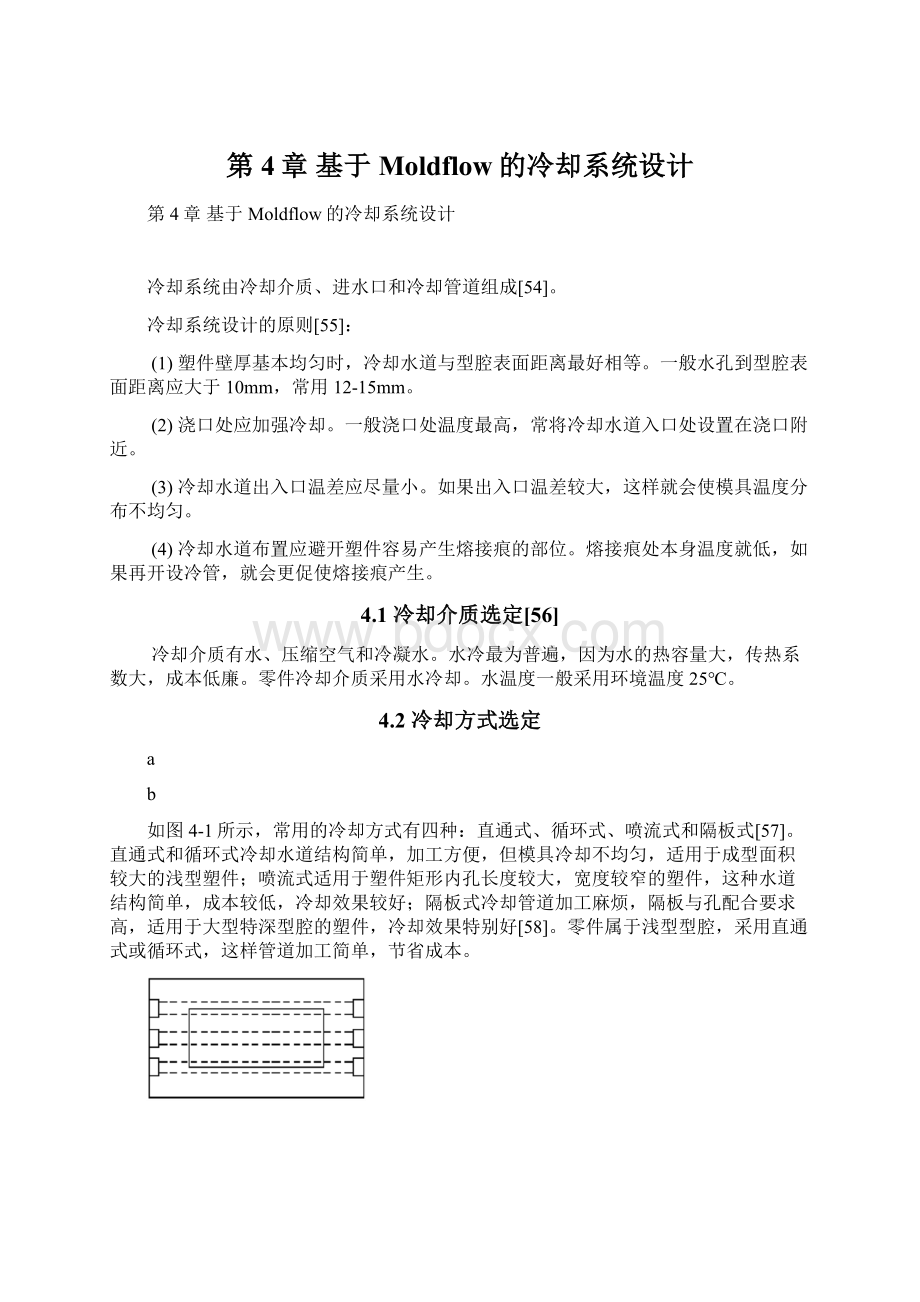
如图4-1所示,常用的冷却方式有四种:
直通式、循环式、喷流式和隔板式[57]。
直通式和循环式冷却水道结构简单,加工方便,但模具冷却不均匀,适用于成型面积较大的浅型塑件;喷流式适用于塑件矩形内孔长度较大,宽度较窄的塑件,这种水道结构简单,成本较低,冷却效果较好;隔板式冷却管道加工麻烦,隔板与孔配合要求高,适用于大型特深型腔的塑件,冷却效果特别好[58]。
零件属于浅型型腔,采用直通式或循环式,这样管道加工简单,节省成本。
d
c
图4-1四种冷却方式[58](a)直通式(b)循环式(c)喷流式(d)隔板式
4.3冷却管道设计
4.3.1管道直径和长度确定[59]
对于无论多大模具,水孔直径不能大于14mm,否则冷却水难以成湍流,降低热交换效率。
一般水孔直径可根据塑件平均厚度确定。
均厚2mm,水孔直径可取8-10mm;均厚2-4mm,水孔直径可取10-12mm;均厚4-6mm,水孔直径可取10-14mm。
零件均厚为2mm,取水孔直径为10mm。
管道长度由动定模板宽度决定,在前面的模架选择中选定的模板宽度为800mm,所以管道长度为800mm。
4.3.2管道数目确定[60]
管道数目一般根据公式(4-1)进行计算。
(4-1)
N:
水管数目
A:
冷却回路总表面积,m2
:
单个管道回路面积,m2
(4-2)
M:
单位时间内注入模具中树脂质量,kg/h
:
单位质量树脂在模具内释放的热量,J/kg
:
冷却水的表面传热系数,W/(m2K)
:
模具成型表面温度,℃
:
冷却水的平均温度,℃
(4-3)
:
管道长度,m
:
管道直径,m
(4-4)
是ABS熔体密度,为0.93569g/cm3;
是注塑机单位时间注塑量,根据注塑机的选择为1000cm3/s。
ABS的
值在3-4之间,取4。
取理想数值,为1。
取材料的推荐值65,
取环境温度25。
根据前面管道长度为800mm,
根据前面的管道直径为10mm。
将数值带入公式计算,得出N约为8。
4.3.3冷却系统设计
冷却管道一般离制品12-15mm,取14mm。
管道间距相等可以实现均匀冷却,根据管道数量和塑件长度,管道间距为100mm。
结合前面的分析设计出直通式和循环式两种冷却系统,如图4-2所示。
a
b
图4-2两种冷却系统(a)直通式(b)循环式
4.4冷却方案比较分析
先进行冷却管道的诊断,然后从冷却时间、冷却介质温度、回路去热效率和最高流道温度四个方面对两种冷却方案进行比较分析。
4.4.1冷却管道诊断
冷却管道诊断有柱体单元长径比诊断和回路诊断[61]。
回路诊断是诊断冷却系统管道是否有效,如果诊断图没有出现冷却无效标识则说明回路正确。
柱体单元长径比指柱体单元的长度和直径之比。
柱体单元长径比诊断是诊断柱体单元能否满足冷却分析的需要。
柱体单元长径比一般要求大于1才能满足冷却分析[62]。
从图4-3中可以看出两种冷却方式柱体单元长径比都满足要求。
b
a
图4-3两种方式的柱体单元长径比诊断(a)直通式(b)循环式
直通式回路诊断经过软件查看正确;循环式冷却系统冷却回路诊断如图4-4所示,可以看出很多管道无效。
经过重新建模循环式冷却系统,回路诊断正确,如图4-5所示。
图4-4循环式冷却回路诊断4-5循环式冷却回路重新建模
4.4.2冷却分析比较
冷却分析工艺设置如图4-6所示。
进行冷却分析后可以从冷却时间、冷却介质温度等方面进行比较分析。
图4-6冷却工艺设置
(1)冷却时间比较
冷却时间占注塑成型周期约70%,对注塑周期影响很大[63]。
冷却时间越短,生产率就会越高。
b
a
图4-7两种方式的冷却时间(a)直通式(b)循环式
从图4-7可以看出,直通式冷却时间是50.40s,循环式冷却时间是70.42s。
直通式冷却方式时间更短,更能提高生产效率,所以从冷却时间角度说,采用直通式更好点。
(2)冷却介质温度比较
冷却介质温度指冷却液的温度[64]。
进出口冷却液温度差异越大,制品温度变化越大,越易产生翘曲变形。
b
a
图4-8两种方式的冷却介质温度(a)直通式(b)循环式
从图4-8可以看出,直通式冷却介质最高温度26.45℃,最低温度25℃,最高最低温度差异1.45℃;循环式冷却介质最高温度31.35℃,最低温度25.01℃,最高最低温差6.34℃。
直通式温差较小,冷却均匀,产品变形小。
从冷却介质温度来说,直通式好些。
(3)回路去热效率比较
回路去热效率指管道的去热效率,去热效率高的管道越多,冷却效果越好[65]。
b
a
图4-9两种方式的回路去热效率(a)直通式(b)循环式
从图4-9可以看出,直通式最高去热效率的管道比循环式多。
直通式的去热效果更好,所以从回路去热效率角度说,直通式冷却方式更好。
综上所述,直通式冷却方式从冷却时间、冷却介质温度和回路去热效率角度来说都优于循环式冷却方式。
所以冷却方式采用直通式冷却方式。
4.5冷却改进
4.5.1改进管道设置
上面分析的直通式冷却时,最长冷却时间50.4s,最短冷却时间10.74s,不同部位冷却时间差异很大,差异越大,引起变形越大。
而且最后冷却部位处于塑件凸台部位拐角处,此处是热量集中部位,需要加强冷却。
这里将对直通式的冷却方案进行改进,在靠近大端处上下各增设一根管道,距大端10mm,在靠近凸台拐角处添设短管,管道采用喷泉式喷射,管道长32mm,如图4-10所示。
图4-10改进的冷却系统
4.5.2改进管道分析
(1)冷却时间比较
方案改进后的冷却时间如图4-11所示,可以看出改进后的最大冷却时间是40.89s。
而改进前的管道最大冷却时间是50.40s,凸台拐角处热量集中,冷却最慢。
改进后的冷却时间比改进前降低接近10s,凸台拐角处热量集中也明显改善。
图4-11改进冷却系统的冷却时间
(2)回路冷却介质温度比较
方案改进后的冷却介质温度如图4-12所示。
图4-12改进冷却系统的回路冷却介质温度
从图中可以看出,改进后的冷却介质最高温度26.08℃,最低温度25℃,最高最低温度相差1.08℃。
而改进前的冷却介质最高温度26.45℃,最低温度25℃,最高最低温度相差1.45℃。
改进后回路介质温差明显变小,这样冷却效果比改进前更加均匀。
通过以上对直通式和循环式冷却方案进行比较分析以及方案改进分析,冷却方案将采用改进后的直通式冷却系统。
4.6本章小结
本章对塑件的冷却过程进行了模拟分析,对直通式和循环式冷却方案进行分析比较得出直通式较好,然后对直通式冷却方案进行改进得到最优方案。
冷却液采用25℃水;采用9根管道进行直通式冷却,管道直径10mm,长度800mm,管道距制品14mm管道间距100mm;凸台处增设的管道直径10mm,长度32mm。
 升级会员
升级会员 