长江750型摩托车构造使用和维修2160.docx
《长江750型摩托车构造使用和维修2160.docx》由会员分享,可在线阅读,更多相关《长江750型摩托车构造使用和维修2160.docx(7页珍藏版)》请在冰豆网上搜索。
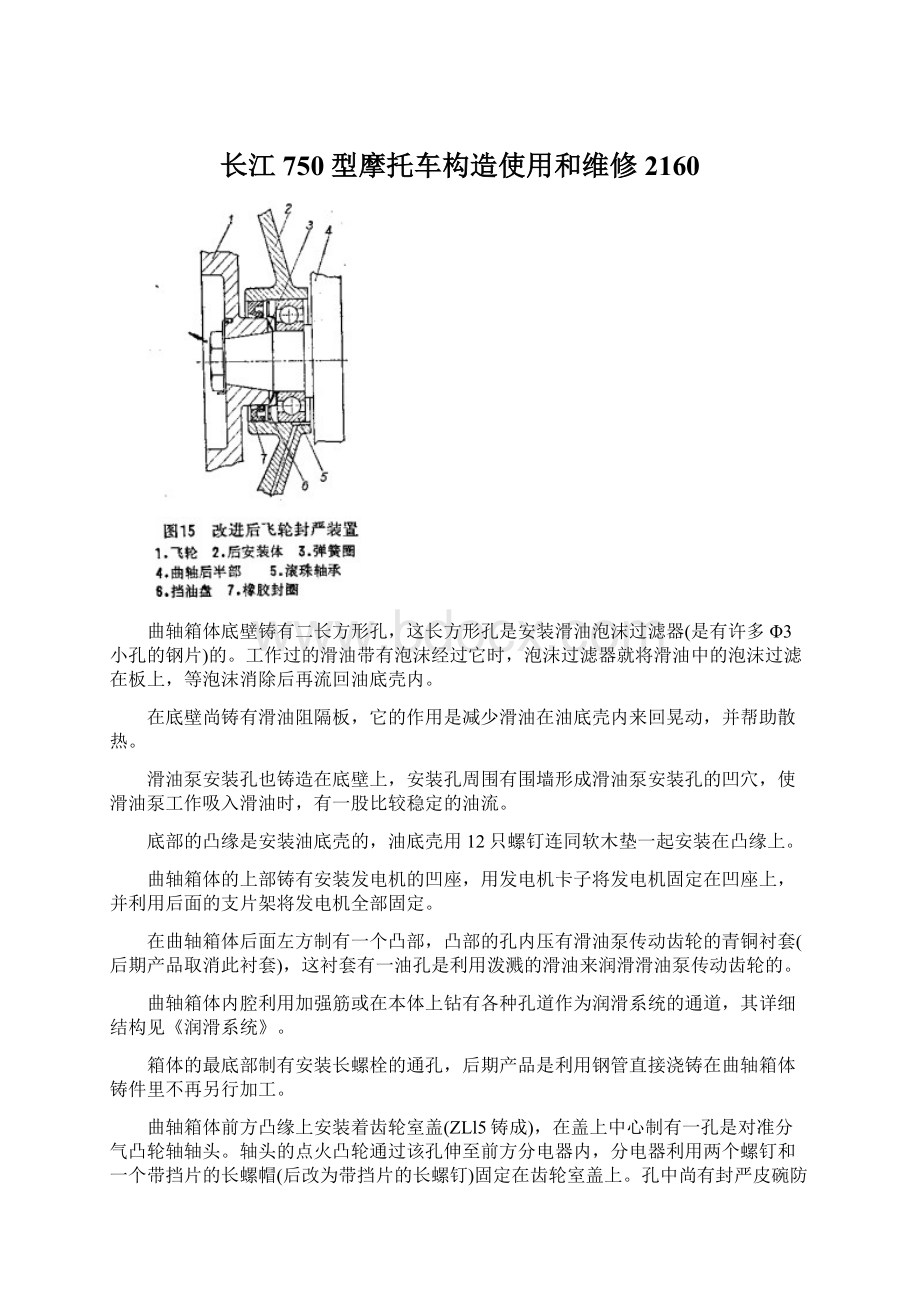
长江750型摩托车构造使用和维修2160
曲轴箱体底壁铸有二长方形孔,这长方形孔是安装滑油泡沫过滤器(是有许多Φ3小孔的钢片)的。
工作过的滑油带有泡沫经过它时,泡沫过滤器就将滑油中的泡沫过滤在板上,等泡沫消除后再流回油底壳内。
在底壁尚铸有滑油阻隔板,它的作用是减少滑油在油底壳内来回晃动,并帮助散热。
滑油泵安装孔也铸造在底壁上,安装孔周围有围墙形成滑油泵安装孔的凹穴,使滑油泵工作吸入滑油时,有一股比较稳定的油流。
底部的凸缘是安装油底壳的,油底壳用12只螺钉连同软木垫一起安装在凸缘上。
曲轴箱体的上部铸有安装发电机的凹座,用发电机卡子将发电机固定在凹座上,并利用后面的支片架将发电机全部固定。
在曲轴箱体后面左方制有一个凸部,凸部的孔内压有滑油泵传动齿轮的青铜衬套(后期产品取消此衬套),这衬套有一油孔是利用泼溅的滑油来润滑滑油泵传动齿轮的。
曲轴箱体内腔利用加强筋或在本体上钻有各种孔道作为润滑系统的通道,其详细结构见《润滑系统》。
箱体的最底部制有安装长螺栓的通孔,后期产品是利用钢管直接浇铸在曲轴箱体铸件里不再另行加工。
曲轴箱体前方凸缘上安装着齿轮室盖(ZLl5铸成),在盖上中心制有一孔是对准分气凸轮轴轴头。
轴头的点火凸轮通过该孔伸至前方分电器内,分电器利用两个螺钉和一个带挡片的长螺帽(后改为带挡片的长螺钉)固定在齿轮室盖上。
孔中尚有封严皮碗防止齿轮室盖的滑油泄漏到分电器中。
就在这孔左下方钻有通气的长斜孔,中间孔内尚装有通气管衬套,利用压在正时齿轮上的销钉带动,当活塞下行时曲轴箱体内压力升高通气衬套上的孔就接通通气孔,使曲轴箱体内升高压力的气体排出体外,减少由于箱体内气体压力升高造成的动能损失。
而当活塞上行时关闭通气管,避免灰尘吸入曲轴箱体内。
其开闭的位置是活塞下行至下止点前80°接通大气,而至下止点后50°关闭。
齿轮室盖前方还安装了前盖,其作用是保护分电器等免受泥水,灰尘的侵蚀。
1.加油口(Ⅱ批发动机此口改在8边上)2.左缸压力润滑油孔3.主动齿轮润滑油孔4.前轴承安装孔 5.回油孔 6.凸轮轴轴承安装孔 7.曲轴后轴承油孔 8.滑油泵传动齿轮安装孔 9.加工定位基准孔 10.润滑左缸油道 11.齿轮室 12.滑油泵安装腔13.高压导线穿通孔14.发电机安装孔15.通气孔16.气缸安装座17.螺桩 18.后安装体安装孔 19.飞轮腔 20.变速器螺桩 21.变速器安装螺钉孔22.发电机安装座 23.发电机紧固夹子 24.发动机安装螺栓孔
第三节 配气机构
配气机构(见图17)是使发动机在工作过程中,控制气缸按照一定的时间进入混合气和排除废气的工作机构。
此机构工作正常与否直接影响发动机的工作。
长江-750发动机的配气机构是侧置式的。
其主要零件包括:
曲轴主动齿轮,分气正时齿轮、分气凸轮轴、气门挺杆、气门弹簧、气门上下压盘、气门、气门卡锁等。
配气机构的动作是当曲轴转动时,主动齿轮带动分气正时齿轮,正时齿轮带动凸轮轴。
凸轮轴根据主动齿轮的传动,按分气定时的进、排气门开闭角度,定时顶开挺杆。
挺杆就顶开气门,而使气门按四行程工作过程的要求进行工作。
一、曲轴主动齿轮
主动齿轮是用45钢制成,齿轮模数为2.5,齿数24是左旋螺旋齿轮,螺旋角为20°21.8’用螺钉和半圆键安装在曲轴前半部上。
在标准中心距96毫米时它与正时齿轮的齿隙保持0.04~0.18毫米。
主动齿轮旋转带动正时齿轮,为了保持曲轴旋转与分气凸轮轴保持一定的角度关系,在主动齿轮和正时齿轮上刻有记号,安装时将两齿轮的记号对准,才能使凸轮轴正常工作。
此刻线记号在主动齿轮键槽中心线反时针方向的第7个齿上。
(见图19)
1、凸轮轴 2、挺杆 3、挺杆导套 4、气门下压盘 5、气门卡颈
6、气门弹簧7、气门 8、汽缸 9、气门室盖
二、分气正时齿轮
正时齿轮是用特种铸铁制成的。
硬度为HB197~248,齿轮模数为2.5。
为了与曲轴转数协调,保证曲轴旋转两转,左、右两缸均完成四个行程循环一次(保持曲轴两转凸轮轴工作一转),故正时齿轮的齿数为主动齿轮的一倍(即48齿),其亦为螺旋齿轮,但系右旋的螺旋角20°21.8’。
利用半圆键安装在凸轮轴Φ22+0.062+0.039毫米的轴颈上,齿轮安装保持0.016~0.062毫米的紧度。
为了正确调整分气定时,在正时齿轮键槽中心线反时针方向的第13个齿的齿底端面划有刻线。
安装时此刻线应对准主动齿轮上的刻线。
在齿轮键槽的对称位置上安装有Φ5毫米的销钉(与齿轮保持紧度0.02~0.055毫米),此销钉是带动通气衬套用。
在正时齿轮轮毂上铸有6个通孔,其作用一方面减轻齿轮的重量;另一方面是当安装凸轮轴轴承盖板螺钉时,螺丝起子需通过此孔上紧螺钉的。
三、分气凸轮轴
凸轮轴是用来操纵进、排气门的,使气门能按一定的时间;开启和关闭,并用以带动分电盘和驱动滑油泵。
凸轮轴(见图18中1)是用15钢锻制加工成的。
为了使四个分气凸轮型面、点火凸轮型面和两个轴承颈表面有一定的耐磨性,因此在以上部分进行了表面渗碳淬火,渗碳层深度为0.8~1.3毫米,硬度为Rc58~62。
凸轮轴上有四个分气凸轮、一个点火凸轮和一个传动滑油泵的螺旋齿轮(后期产品此齿轮是组合式的),还有两个用作支承的轴承轴颈。
以点火凸轮为前方,排列气门凸轮的顺序,1、2、3、4。
则1是左缸排气凸轮,2是右缸排气凸轮,3是左缸进气凸轮,4是右缸进气凸轮。
进、排气凸轮型面是一样的,它的基圆半径为R15.06毫米,最大升距值为6.3毫米,宽度为10毫米。
型面光洁度要求达到▽9,表面较高的光洁度,可以使它在工作时减少磨损。
凸轮轴后部制有驱动滑油泵的主动齿轮,齿轮模数为1.5,齿数12,系左旋螺旋齿轮,经过氰化,氰化层深度为0.3~0.5毫米,硬度为Rc58~62。
后期产品改进的齿轮系单独加工组合在凸轮轴上的(保持0.035~0.075毫米的紧度)。
在轴头有安装分电盘的凹槽,它的后面有点火凸轮,用以开闭白金接点,升距为0.96毫米。
凸轮轴由一个滚珠轴承(前)和一个滑动轴承,(后)支承。
滚珠轴承(No205)与轴颈保持0.002~0.027毫米的紧度,轴尾的轴颈与滑动轴承(铝铁锰青铜QAll0—3—1.5制成)保持0.08~0.12毫米的间隙。
在前轴颈的前面是安装正时齿轮的轴颈,直径为22+0.062+0.039毫米,上面铣有键槽,此键槽与第一凸轮(左缸排气凸轮)的角度为55°与第三凸轮(左缸进气凸轮)的夹角亦为55°而与第二凸轮(右缸排气)夹角73°,与第四凸轮夹角为37°。
凸轮型面形成线与轴线在10毫米长度上其不平行度不大于0.01毫米。
技术条件规定点火凸轮在R7.99型面最高点之跳动不大于0.08毫米,在25°~35°及205°~215°的范围内相隔180°(即凸轮高点的范围内)的任二点跳动不大于0.06毫米,因此在调整白金接点间隙时,左、右两缸接点是允许有0.06毫米的变化,由于装配等的综合影响,其变动量最大不得超过0.1毫米(如调整左缸白金接点间隙为0.35毫米,而右缸的间隙则允许最大值为0.45毫米),但应以最小间隙值为准。
四、气门挺杆
气门挺杆(图18中3)是将凸轮轴转动时所产生作用在其上的推力传递给气门,并承受因凸轮转动所产生的侧向力。
气门挺杆是用20钢制成,为了增强挺杆端面和杆身的耐磨性,除安装螺钉的螺纹部分外均进行渗碳淬火,渗碳层深度为0.7~1.2毫米,硬度为Rc≥58。
头部加工后保持端面与杆部轴线的不垂直度在9毫米长度上不大于0.01毫米,而且端面光洁度保持▽9,以减少挺杆与凸轮型面工作时的磨损。
气门挺杆杆部头端装有调整气门间隙的调整螺钉和防止螺钉松动的螺帽。
调整螺钉是用15铬钢(15Cr)制成,螺钉头部端面直接与气门头冲击,故将端面进行渗碳淬火,渗碳层深度为0.7~1.1毫米,硬度为Rc58~62。
挺杆安装于硬铝制成的挺杆导套(图18中2)中,保持0.043~0.06毫米的间隙,以便挺杆在导套中作往复运动。
导套下端的缺口是套装挺杆的扁头用的,缺口的作用是限制挺杆在导套内只能作往复运动,不能作旋转运动。
五、气 门
气门(图18中6)是用以控制进、排气门通道的,它在工作过程中,按照一定的时间使可燃混合气流进气缸和将气缸中燃烧后的废气排出。
由于发动机最大转速达4800转/分,因此气门工作每分钟上下2400次,其升距为6.3毫米,平均运动速度达30公尺/分。
由于频繁的开启和关闭,使其受到强烈的冲击负荷,同时由于燃烧室内温度很高,排气温度高达700~800℃,进气门也达300~400℃左右;导套与杆部的润滑条件很恶劣,当滑油多时容易产生积炭导致气门粘死,滑油少时则容易引起气门杆部的磨损和金属粘结,使用RQ66汽油中的四乙基铅尚有腐蚀作用。
因此对气门的要求是:
气门材料要能耐高温,能耐磨,在高温下强度不应降低很多而且不易被氧化腐蚀。
气门是用耐热合金钢4铬9硅2合金钢(4Cr9Si2)锻制加工成。
进、排气门是同一种材料制成。
气门菌部尺寸为Φ38-0.17毫米,斜棱为45°-15'与杆部同心度跳动小于0.03毫米,气门全长137毫米,杆部直径为9-0.06-0.07毫米与气缸的气门导套孔Φ9+0.03毫米保持0.05~0.10毫米的间隙,杆身一端制有安装气门卡锁的环槽,杆部顶端因与气门挺杆上调整螺钉头顶面相冲击,所以进行高频淬火处理,硬度为Rc48~54,预部光洁度▽7,杆部光洁度达▽9,并进行抛光,杆部的不直线度小于0.02毫米,杆顶制成R15的球面。
气门安装在气门座之前利用气门砂进行研磨。
研磨后,进行密合性检查。
简易的检查方法;可在气门斜棱面上涂一层薄的红印油,然后用气门在座上转动一圈察看气门斜棱上的接触痕迹。
若有一圈不间断的红印油痕,则认为密合良好;但可靠方法,还是将气门组合在气缸上,再分别从进、排气口灌入煤油检查其是否渗漏为好。
为了使发动机在工作过程中保证气门与气门座密闭,在气门杆顶和挺杆调整螺钉顶端之间(冷态)保持0.1毫米间隙,这样在热态下不致造成无间隙。
六、气门卡锁和气门上,下压盘气门卡锁(图18中7)用以卡住气门下压盘使气门弹簧保持在上、下压盘之间,卡锁是用45钢制成。
硬度为Rc24~35,分成两半片,外圆制成锥体,保持19°14'+15'的锥度。
下压盘(图18中8)是用45钢制成。
硬度为Rc24~35,内孔锥度19°14'-15'恰与卡锁外锥体贴合。
上压盘是用10钢制成。
仅起托住弹簧的作用,在后期产品已取消此零件,利用气缸加工的圈座直接撑托弹簧。
七、气门弹簧
气门弹簧(图18中9)的作用是使气门与气门座紧密贴合,它与分气凸轮挺杆共同操纵和控制气门正确地开闭,而获得所需的配气要求。
气门是依靠凸轮型面的转动而开启,依靠弹簧的弹力而关闭,因此弹簧应有足够的力量使气门能保持密封。
但其弹力又不能过强,以免过度冲击气门座引起额外磨损。
气门弹簧是用直径3.8+0.07-0.03毫米的中碳铬钒钢丝(50CrVA)制成。
系螺旋状等距的圆柱弹簧,硬度为Rc40~47。
它的自由长度60毫米,内径为23毫米,总圈数8±0.25圈,当负荷30公斤时弹簧高度44±1.6毫米,当压缩至38±2.2毫米时负荷为41公斤。
弹簧表面不得有细纹,以免工作时产生应力集中而发生裂纹。
第四节 润滑系统
润滑系统是使发动机相对运动的零件表面得到润滑,从而减少发动机的摩擦损失和零件表面的磨损,并可传导由于工作和运动摩擦所产生的热量和冲刷清除一部分零件磨损的屑粒,在气缸活塞和活塞环部分的滑油尚能起密封的作用,故润滑系统有四大作用:
1.润滑2.冷却 3.密封 4.清洗。
 升级会员
升级会员 