二催化装置mip改造汇报材料.docx
《二催化装置mip改造汇报材料.docx》由会员分享,可在线阅读,更多相关《二催化装置mip改造汇报材料.docx(17页珍藏版)》请在冰豆网上搜索。
二催化装置mip改造汇报材料
茂名分公司二催化装置MIP
技术改造运行总结
中国石化股份有限公司茂名分公司
2007年11月27日
一、概况
二催化装置1989年12月建成投产。
该装置为两器并列,带预混合段的前置烧焦罐高效再生器,下流式外取热器,内提升管反应器。
主风机组采用烟机-轴流风机-汽轮机-电动/发电机的四机组型式,另有一台风量为800Nm3/min的备用主风机;气压机两台,一开一备,能力400Nm3/min。
装置原设计处理能力0.8Mt/a,按处理100%大庆常压渣油设计。
2000年装置大修期间,扩能至1.0Mt/a的常规催化和0.8Mt/a的MGD工艺改造同步进行。
2007年7月份,装置停工大修进行MIP技术改造,加工能力1.0Mt/a(按年8400小时计算)。
该装置于2007年7月20日停工进行检修及改造,项目完成后于8月29日凌晨5:
00时开主风机向两器供风,送风正常后进行气密试验。
9月4日3:
00时拆大盲板,建、切汽封,馏份油进分馏塔,10:
50时装剂,13:
00时向提升管转剂,逐渐建立催化剂三器流化,17:
58时装置喷油,气压机并网,富气不放火炬。
二、MIP技术改造主要内容
1、反应部分:
⑴新设外提升管反应器;
⑵采用新型预提升结构,反应段设置反应一区、二区;
⑶采用KH高效原料油雾化喷嘴共6组,单排设置;
⑷提升管反应器出口采用旋流快分;
⑸旋流头下部设预汽提段,设置5快高效汽提挡板;
⑹预汽提段的下锥段设待生催化剂抽出口和循环抽出口;
⑺沉降器顶防焦蒸汽管更换;
⑻沉降器2组PV单级旋分更新为PLY型单级旋分器。
2、再生部分:
⑴原再生器底部预混合管改为烧焦罐,至烧焦罐底的三路催化剂采用独立的催化剂分布器;
⑵烧焦罐底主风分布管更换;
⑶二密相主风分布管由DN450环管更换为DN150三段弧形管;
⑷再生器烧焦罐内设七组3.5MPa蒸汽过热盘管;
⑸再生器一二级旋分器采用PLY新型高效旋风分离器;
⑹将一二级旋分料腿出口提高至再生器稀相,料腿出口采用重锤式翼阀;
⑺原稀相管出口粗选取消,改为6组T型快分。
3、烟气系统:
⑴取消三旋出口旁路大小蝶阀,更换为双动滑阀;
⑵增加四级旋分系统;
⑶烟机入口管重新设计更换。
4、外取热器:
⑴外取热器壳体更换,管束更换为大肋片管;
⑵在烧焦罐内布置7组DN80的3.5MPa饱和蒸汽过热盘管;
⑶对外取热器出、入口进行局部优化设计。
上斜管直径保持900mm不变,下斜管直径由原来的900mm改为700mm;
⑷外取热器顶部烟气返回线直径由原来的450mm改为350mm,衬里厚度仍然是100mm;
⑸下斜管改造前与循环斜管在滑阀后汇合进入再生器底部,改造后单独设有催化剂分布器,每侧开3个方形对称小孔,管子最后开一条小缝,总开口面积为0.0696m2,位于烧焦罐最底部;
⑹取热器流化风分布器,原为树枝状,现为环状。
5、催化剂输送线路改造:
⑴二密相三个出口再生、循环、上斜管均匀分布;
⑵再生催化剂输送线路改造;
⑶待生催化剂输送线路改造;
⑷对再生外循环管进行扩径。
由DN600更换为DN800;
⑸新增预汽提原沉降器的待生斜管及滑阀;
⑸,新增调节提升管第二反应区空速的待生外循环管及滑阀;
6、分馏系统:
⑴顶循环改造,抽出管DN250更换为DN300;
⑵由分馏塔顶部四层塔盘更换为高效塔板;
⑶分馏塔顶冷凝冷却系统优化技术:
抬高空冷入口管,出口分组进入水冷器。
7、其他:
泵更换6台,电机更换4台,利旧2台。
其中回炼油泵(泵206/1-2)泵和电机更换,凝缩油泵(泵301/1-2)的泵更换、1台电机利旧原泵206/1的电机、1台电机更换,稳定塔顶回流泵(泵305/1-2)泵和电机利旧原凝缩油泵(泵301/1-2)的泵和电机;更换和新增相关管线、阀门。
稳定塔顶冷凝器冷305增加一组两台,共四组8台。
三、装置改造后运行情况
从两个多月的运行情况看,装置运行平稳,再生烧焦效果好,再生剂定碳在0.05%以下,二次燃烧现象消失,助燃剂用量下降,催化剂自然跑损下降,主风线路压降降低,气压机入口压力上升。
总体上达到改造目的。
主要表现在以下方面:
(1)催化剂流化稳定,烧焦效果好,再生剂定碳在0.05%以下,二次燃烧现象消失,助燃剂用量减少,催化剂自然跑损下降,再生器、三旋旋分效率上升。
催化剂自然损耗约0.7kg/t原料,卸剂0.4kg/t原料,三旋入口粉尘浓度800mg/m3,烟机入口粉尘浓度<100mg/m3,油浆固体含量<2g/L。
(2)主风线路压降降低,烟机入口压力上升20KPa,烟机做功增加4000KW.h(停工前四机组耗电1500KW.h左右,改造后发电量2500KW.h左右,双动滑阀开度在6%左右,主要是烟机已达到了满负荷)。
(3)分馏塔顶4层塔盘、空冷及空冷出、入口管优化改造后,分馏塔顶停用冷回流,沉降器至气压机入口压降低,气压机入口压力上升0.025Mpa,节约蒸汽3t/h。
(4)装置达到满负荷生产,总液体收率增加0.76个百分点。
(5)汽油质量明显改善。
汽油烯烃能降至30V%以下,辛烷值93。
其他产品质量全部品格。
1、装置操作数据与设计数据的对比
表-1反应沉降器主要操作参数
项目
单位
设计值
实际值
1
沉降器压力(表)
MPa
0.24
0.206
2
第一反应区温度
℃
515
510
3
第二反应区温度
℃
505
492
4
新鲜原料量
t/h
120
125
5
原料油预热温度
℃
200~230
195
6
汽提蒸汽量(总量)
t/h
2.5
3.5
7
原料雾化蒸汽量
t/h
6
6
8
预提升干气量
m3/h
4000
4500
9
预提升蒸汽量
t/h
2
0
10
二反藏量
t
2
6
11
预汽提段藏量
t
15
8
12
沉降器汽提段藏量
t
19
24
13
二反外循环滑阀开度
%
5~10
1~3
表-2再生部分主要操作参数
项目
单位
设计值
实际值
1
再生器压力(表)
MPa
0.24
0.215
2
总主风量(湿)
m3n/min
2040
1920
3
烧焦罐上部温度
℃
≯700
695
4
烧焦罐下部温度
℃
≯700
680
5
二密相温度
℃
690
696
6
二密相风量
m3n/min
40
47
7
外取热器流化风量
m3n/min
60
60
8
烧焦罐藏量
t
50
50
9
二密相藏量
t
20
13
10
外取热器藏量
t
22
10
11
二密相密度
kg/m3
550~650
失灵
14
提升管总压降(含旋流头)
MPa
0.054
0.065
15
旋流头后部压降
MPa
0.005
0.010
16
再生滑阀压降
MPa
0.041
0.050
17
待生滑阀压降
MPa
0.057
0.085
18
旋流头压力降
MPa
0.005
0.013
表-3原料性质
项目
设计值
实际值
一般性质
密度(20℃),g/cm3
0.92
0.9291
运动粘度,mm2/s(100℃)
42
残炭,w%
6.0
4.29
元素组成,w%
C
86.33
H
12.18
N
0.24
S
1.0
碱性氮,μg/g
四组分,w%
饱和烃
50.04
60.90
芳烃
31.68
22.85
胶质
18.04
15.61
沥青质
0.24
0.64
重金属,μg/g
Fe
7.63
4.98
V
8
Ni+V:
12.0
Cu
Na
0.1~0.4
0.29
Ni
10
Ni+V:
12.0
馏程,℃
初馏点
235
259.5
10%
385
285
50%
528
334.5
90%
583
>379
表-4干气和液化石油气组成
项目
设计值
实际值
H2-C2,w%(干气)
H2
3.4
6.82
H2S
13.1
8.38
CH2
29.5
31.50
C2H6
27.8
25.45
C2H4
26.2
27.85
总计
100.0
100
C3-C4,w%(液化气)
C3H8
6.9
10.57
C3H6
30.0
34.20
i-C4H10
18.2
28.07
n-C4H10
4.5
4.72
C4H8-1
6.4
i-C4H8
12.8
12.56
t-C4H8-2
10.8
5.99
c-C4H8-2
10.4
3.89
总计
100.0
100.0
表-5汽油性质
项目
设计值
实际值
密度(20℃),g/cm3
~0.72
0.7287
诱导期,min
>500
268
硫含量,ppm
850
640
烯烃,v%
~27
33.6
芳烃,v%
~21
20.8
辛烷值
RON
MON
~93.0
~81.0
93.6
馏程,℃
初馏点
10%
30%
50%
70%
90%
干点
40
55
75
98
136
170
195
42
52
92
176
198
表-6轻柴油性质
项目
设计值
实际值
密度(20℃),g/cm3
~0.93
0.9230
十六烷值
~20
凝点,℃
<0
硫含量,ppm
11700
表-7改造前再生催化剂性质
5月1日
5月14日
6月4日
6月18日
7月2日
7月16日
碳含量,%
0.08
0.08
0.03
0.06
0.12
0.05
活性
56
55
55
57
58
54
密度,g/cm3
0.8602
0.8419
0.8358
0.8316
0.8565
0.8526
粒度分布:
<20u
0.7
1.76
0.88
1.92
0.71
0.82
20~40u
7.45
10.04
9.89
11.12
7.59
10.82
40~80u
53.05
54.51
54.28
54.37
52.62
55.16
80~110u
25.66
23.43
23.66
22.67
25.66
23.21
>110u
13.1
10.26
11.28
9.92
13.41
9.99
孔体积,mg/g
0.18
0.18
0.2
0.2
0.2
0.2
钒含量,ug/g
10100
8465
8873
钠含量,ug/g
1638
1540
1469
镍含量,ug/g
6075
6808
7135
铁含量,ug/g
3675
4360
3791
铜含量,ug/g
40
61.2
42.4
表-8改造后再生催化剂性质
9月12日
9月17日
10月1日
10月15日
11月5日
碳含量,%
0.01
0.02
0.01
0.02
0.02
活性
66
62
59
54
55
密度,g/cm3
0.8487
0.8554
0.8452
0.8410
0.8583
粒度分布:
<20u
2.05
2.47
2.63
2.57
2.25
20~40u
10.26
17.42
17.54
17.42
17.64
40~80u
44.83
48.29
47.66
47.38
48.31
80~110u
24.39
20.47
20.1
20.28
19.84
>110u
18.47
11.35
12.07
12.36
11.96
孔体积,mg/g
0.17
0.16
0.2
0.21
0.18
钒含量,ug/g
4146
4346
5035
6184
6178
钠含量,ug/g
1366
1379
1444
1536
1447
镍含量,ug/g
3339
3984
4659
5217
5257
铁含量,ug/g
3270
3477
3791
3898
3886
铜含量,ug/g
34.3
34.8
45.7
45.7
49.1
2物料平衡和主要经济技术指标
表-9MIP工艺物料平衡
物料名称
收率,w%
设计值
改造前
(上半年累计)
改造后
(10月份)
原料
混合原料油
100
100
100
残炭,C%
6.0
4.53
掺渣率,%
32.55
产品
干气
3.5
5.23
4.50
液化石油气
16.0
15.19
13.88
汽油
39.5
33.94
38.26
轻柴油
25.5
28.65
26.39
油浆
6.5
8.24
6.06
焦炭
8.5
7.52
7.83
损失
0.5
0.25
0.24
酸性气
0.98
0.95
轻碳黑料
1.87
轻收
65.0
62.59
64.64
总液收
81.0
77.77
78.53
合计
100
100
100
表-10装置主要经济技术指标
处理量
掺渣比
自产蒸汽
四机发电
能耗
新鲜剂耗
总液收
单位
t/h
%
t/h
KW
kgEO/t
Kg/t原料
%
改造前
112
42.32
65
1600
70.52
0.96
77.77
改造后
118
32.55
36
-2500
77.59
1.16
78.53
注:
改造前数据为2007年上半年累计值,由于9月份装置生产操作处于摸索阶段,所以当月的生产数据没有太大的参考价值,故改造后数据采用了10月份的生产数据。
3、装置改造内容与效果
表-11装置改造内容与效果
改造前存在问题
改造内容
改造后的效果
1
二密床流化波动料位长期偏低,装置抗干扰能力差,若料位稍高时容易出现催化剂跑损,有时出现不明原因的阵发性跑损;二密床结构复杂,旋分料腿拐弯多,粗旋出口旁料腿被多次磨穿,影响长周期安全运行。
加之,一、二级旋分器使用时间长,出现变形效率下降,三旋入口大颗粒较多。
1)原稀相管出口粗旋取消,改为T型快分,一、二级旋风分离器改为PLY新型高效旋风分离器;2)将一、二级旋分料腿出口提高至再生器稀相,料腿出口采用重锤式翼阀。
催化剂流化稳定,旋分效率上升,自然损耗约为0.7kg/t原料,卸剂0.7kg/t原料,三旋入口浓度800mg/m3,出口100mg/m3左右。
2
再生烧焦效率低,烟气中CO含量高,且二密相和外取热器流化风占总主风的比例较大(达17%左右),既造成主风的浪费,容易发生CO尾燃。
1)原再生器底部预混合管改为烧焦罐,至烧焦罐底的催化剂入口采用催化剂分布器;2)烧焦罐底主风分布管更换。
效果良好。
烧焦效果明显好转,再生催化剂的定碳0.05%以下。
3
二密相环形流化床设计不合理,主风耗量大,催化剂抽出密度偏低,易造成流化波动。
二密相主风分布管更换。
由原来的两路改为三路,总的风量约为40m3n/min。
二密相流化风使用增压风,减少主风耗量,由于二密密度表不准确,无法与改造前进行对比。
4
主风机出口至烟机入口压降大,达到~110KPa,特别是主风小分布管和预混合段压力降较大,烟机回收功率低,装置能耗增加。
1)原再生器底部预混合管改为烧焦罐,至烧焦罐底的催化剂入口采用催化剂分布器;2)烧焦罐底主风分布管更换。
预混合段改为烧焦罐后,再生器压降明显下降,主风机出口至烟机入口压降约为90KPa。
5
外取热器设计结构不合理,控制难度大。
上滑阀控制取热量,造成催化剂出入口温差波动、取热负荷波动。
另外,炉501过热能力不足,为保证中压汽温度,少部分中压汽并入低压系统。
1)外取热器管束更换为大肋片管;2)容501壳体更新,改造内部结构;3)保留汽水强制循环,新增一台循环热水泵;4)在烧焦罐内布置7组DN80的3.5MPa饱和蒸汽的过热盘管;5)对外取热器出、入口进行局部优化设计。
1)外取热器操作易波动,催化剂循环量不足,取热负荷低,产汽量35t/h左右,与设计相差30t/h。
2)新增的循环热水泵和内取热盘管能够满足生产的需要。
6
装置产品分布不理想:
干气产率高,油浆外甩量大;汽油烯烃含量高(40~50%v)、硫含量高。
1)新设外提升管;2)采用新型预提升结构,反应段设置反应一区、二区;3)采用KH高效原料油雾化喷嘴共6组,单排设置;4)提升管反应器出口采用旋流快分;5)旋流头下部设预汽提段,设置5快高效汽提挡板;6)预汽提段的下锥段设待生催化剂抽出口和循环抽出口;7)沉降器顶防焦蒸汽管更换;8)沉降器2组单级旋分器更换。
1)开工初期汽油烯烃明显下降,平均含量<30%v,10月份汽油烯烃有上升趋势,保持在35~45之间。
与催化剂活性较低有关。
汽油辛烷值维持在93.5左右,硫含量750ppm,干气产率为5.87%w,未能达到设计值的3.5%w。
2)油浆固体含量<2g/l,效果较预想好。
7
三旋单管处理量偏高,且每次检修均发现排尘双锥磨损,有些磨损较为严重。
更换全部63根三旋PDC单管。
三旋单管运转正常。
烟机入口粉尘浓度在100mg/m3左右。
8
烟气除尘系统效率低,有时催化剂收集罐收不到料,三旋回收的催化剂细粉经临界流速喷嘴带至余热锅炉,造成临界流速喷嘴及阀门、管件磨损较为严重,需经常撤出烟机进行处理,不利于平稳操作;同时催化剂细粉进余热锅炉,加重了炉管的积灰,使炉子效率下降。
1)取消三旋出口旁路大小蝶阀,更换为双动滑阀;2)增加四级旋分器。
三旋压降下降,烟气除尘系统效率高,废剂罐容104能收集到催化剂细粉。
增加四级旋分器效果明显。
9
烟机入口管道出现裂纹、变形。
烟机入口管道更新改造。
取消原来文丘里管,减少压降。
烟机入口管道正常,没有出现振动现象。
10
分馏塔气相负荷大,顶循环泵易抽空,需补充大量冷回流;加之,分馏塔顶冷凝冷却系统设计不合理,造成气压机入口压力低只有0.12MPa,气压机用蒸汽量大,装置能耗增加。
1)分馏塔顶循环改造,抽出管由DN250扩大至DN300;2)分馏塔顶部四层塔盘更换为高效塔板,塔盘间距增加;3)分馏塔顶空冷系统优化改造。
1)分馏塔顶循环改造后,运行效果很好,装置目前无需打冷回流。
2)分馏塔顶冷凝冷却系统经过优化,压降明显下降,气压机入口压力达到0.165Mpa以上。
11
液化气收率高,改造前达到16%左右,使用助辛剂CHO-3,有时重整液化气进入装置吸收稳定系统,吸收塔、再吸收塔已超负荷,造成干气不干,并时常出现冲塔现象。
稳定塔顶冷后温度高,不凝气多。
吸收塔塔盘全部更换为高效塔板。
冷305增加一组2台水冷器共四组8台。
1、吸收稳定系统生产正常,用干气作预提升介质时干气C3以上含量常大于3%。
2、冷305增加一组两台水冷器后液化气冷后温度降至39℃,效果好。
12
部分机泵需扩能更换。
泵更换6台,电机更换4台,利旧2台。
其中回炼油泵(泵206/1-2)泵和电机更换,凝缩油泵(泵301/1-2)更换、1台电机利旧原泵206/1的电机、1台电机更换,稳定塔顶回流泵(泵305/1-2)泵和电机利旧。
机泵整体运行情况良好,能够满足生产的需要。
但泵501/4质量较差、凝缩油泵301改作泵305液化气泵后,容易抽空。
泵403负荷仍不够,正常生产须开两台。
四、装置改造后存在的问题、原因分析及处理方案
1、存在问题
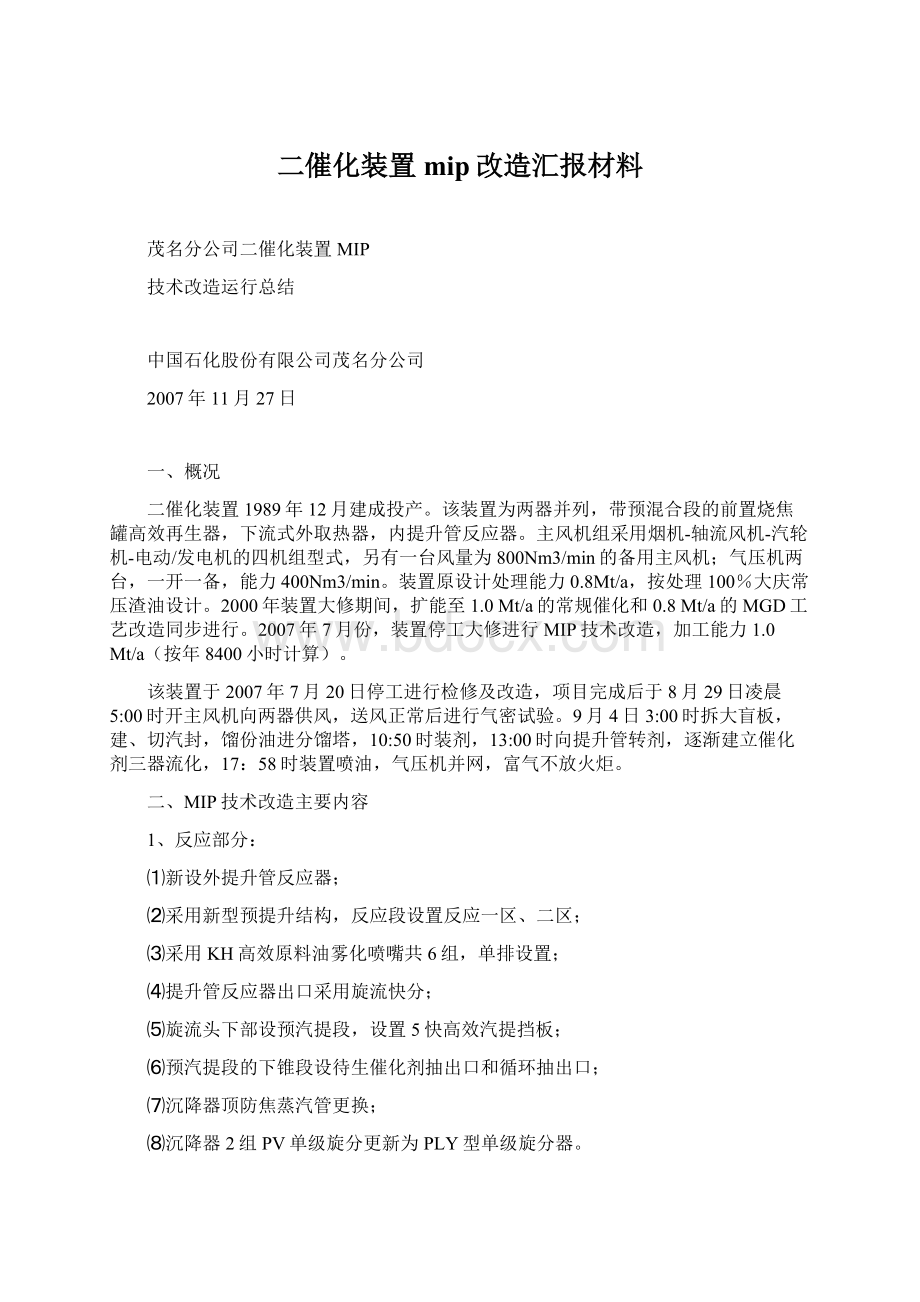
外取热器催化剂循环量不足,取热负荷达不到设计值,设计负荷2480×104kcal/h,目前实际只有1380×104kcal/h。
图-1外取热器简图
2、原因分析:
(1)外取热器的内压高。
外取热器烟气返回线管径偏小(除掉衬里后为150mm,改前为250mm),增大了取热器上斜管阻力,外取热器藏量无法提高到设计值,从而无法提高催化剂循环量。
同时内压高也导致在藏量达到15吨时,外取热器下部压力高于增压风压力,流化风量回零,引起外取热器死床,造成操作波动。
(2)增压机出口压力低(进口压力0.36Mpa,出口压力0.40Mpa),无法满足需要。
(3)催化剂分布器部分堵塞。
改造投产后,产汽量逐渐减少,可能是外取热器下斜管的催化剂分布器部分堵塞所致。
分布器开口尺寸:
2个140mm×80mm;2个120mm×80mm;2个100mm×80mm:
1个20mm×600mm:
总的开口面积为:
0.0696m2。
从操作上看,取热器下滑阀开度从45%至全开,产汽量、取热器藏量、温度等参数几乎不变。
3、处理方案
为缩短停工时间、减少改造工程量,最终解决目前外取热器取热负荷低的问题。
拟采用如下技术方案:
(1)、脱气线更换
将外取热器顶脱气线更换,脱气线出口仍返至再生器的稀相更换后的脱气线内径为DN250,使脱气线压降尽量低(~3kPa)。
(2)、外取热器藏量控制方案调整
a、外取热器顶脱气线改大后,外取热顶压基本与再生器稀相顶压相同,原增压机基本可满足流化风压头的要求。
建议增设非净化风作为备用流化介质的手段。
b、外取热器顶压降低,为保证脱气线畅通、取热管面积充分利用,外取热器藏量改为上滑阀节流控制;外取热器下滑阀通过调节催化剂循环量来调节取热负荷。
(3)、外取热器催化剂返回分布器局部修改
a、分布器入口前段底部增设开口。
若有小块衬里等杂物可由此排出。
b、分布器末端增设流化设施。
防止闷床后,催化剂在分布器末段失流化造成阻塞。
通过以上措施,可保证外取热器满足3000×104kcal/h取热能力的设计要求。
 升级会员
升级会员 