汽车拨叉加工工艺卡片.docx
《汽车拨叉加工工艺卡片.docx》由会员分享,可在线阅读,更多相关《汽车拨叉加工工艺卡片.docx(13页珍藏版)》请在冰豆网上搜索。
汽车拨叉加工工艺卡片
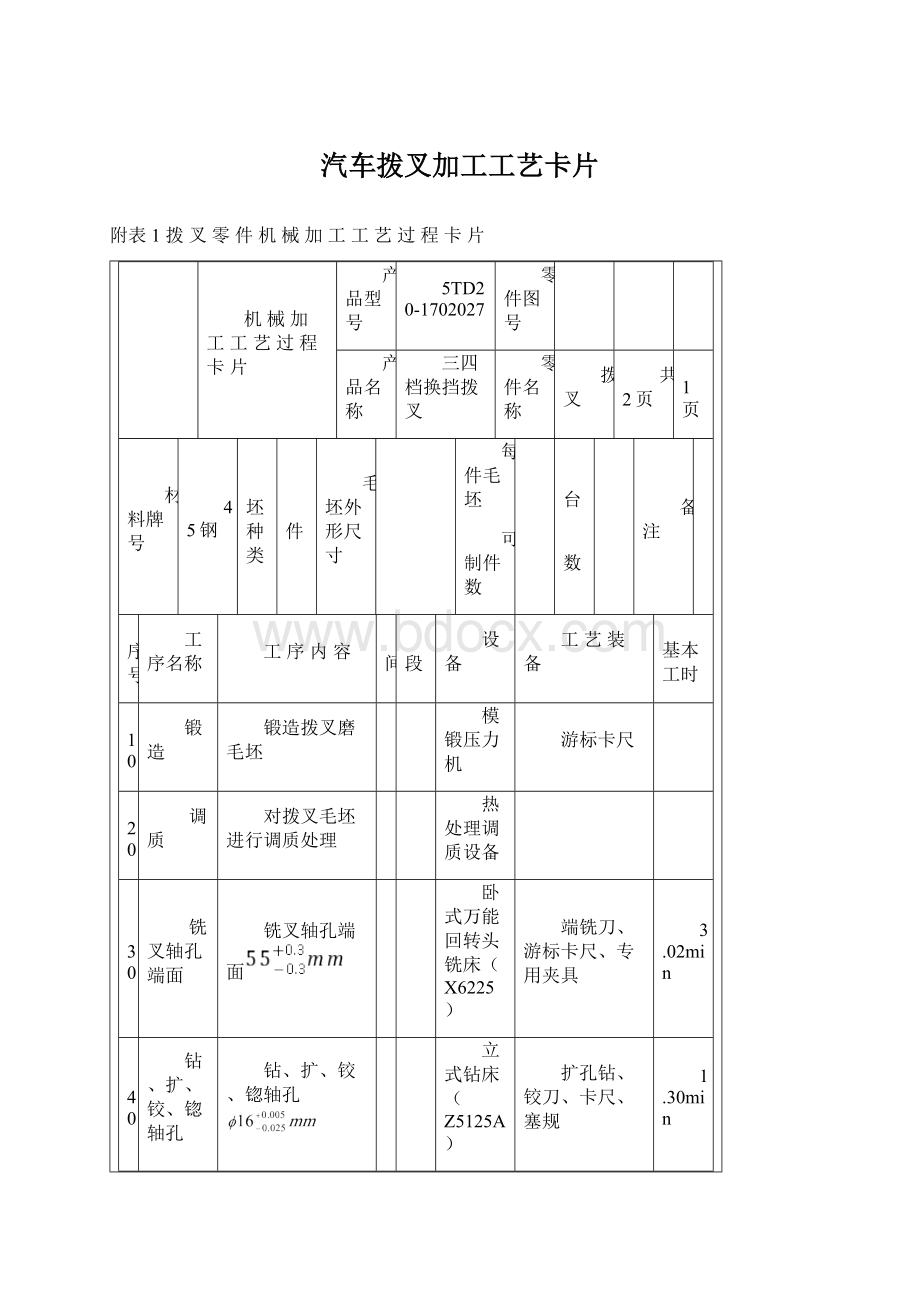
附表1拨叉零件机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
5TD20-1702027
零件图号
产品名称
三四档换挡拨叉
零件名称
拨叉
共2页
第1页
材料牌号
45钢
毛坯种类
锻件
毛坯外形尺寸
每件毛坯
可制件数
1
每台
件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
基本工时
010
锻造
锻造拨叉磨毛坯
模锻压力机
游标卡尺
020
调质
对拨叉毛坯进行调质处理
热处理调质设备
030
铣叉轴孔端面
铣叉轴孔端面
卧式万能回转头铣床(X6225)
端铣刀、游标卡尺、专用夹具
3.02min
040
钻、扩、铰、锪轴孔
钻、扩、铰、锪轴孔
立式钻床(Z5125A)
扩孔钻、铰刀、卡尺、塞规
1.30min
050
粗铣拨叉脚
粗铣拨叉脚
卧式万能回转头铣床(X6225)
端铣刀、游标卡尺、专用夹具
3.28min
060
粗、半精铣拨叉脚内侧面
粗、半精铣拨叉脚内侧面
卧式万能回转头铣床(X6225)
端铣刀、游标卡尺、专用夹具
0.46min
070
钻定位销孔
钻定位销孔
卧式万能回转头铣床(X6225)
钻头、卡尺、塞规
0.08min
080
拨叉脚局部淬火
对拨叉脚局部进行淬火处理
淬火机(RDM-50-13)
090
校正拨叉脚垂直度
对拨叉脚垂直度进行校正
钳工台
手锤
100
磨拨叉脚端面
磨拨叉脚端面
卧轴矩台平面磨床(MPM150)
砂轮、游标卡尺
0.96min
110
去毛刺
去除加工后的多余毛刺
钳工台
平锉
120
清洗
清洗拨叉零件上的油垢、灰尘等
清洗机
130
检验入库
对拨叉入库前进行尺寸最后的检验
塞规、百分表、卡尺等
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
附表2拨叉零件机械加工工序卡片
中南林业科技大学
交通运输专业
机械加工工序卡片
生产类型
大批生产
工序号
010
零件名称
拨叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
45号钢
HRC22
锻件
1kg
设备
夹具和辅助工具
名称
型号
专用夹具
模锻机
工
序
工
步
工步说明
毛坯可
制锻件数
每锻件
可制件
数
量
具
锻造
温度
(℃)
锻造
火次
冷却方法
基本工时
模锻
1
锻造毛坯
1
1
游标卡尺
1220-1240
水冷
附表3拨叉零件机械加工工序卡片
中南林业科技大学
交通运输专业
机械加工工序卡片
生产类型
大批生产
工序号
030
零件名称
拨叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
45号钢
HRC24-HRC30
锻件
约1kg
设备
夹具辅助工具
名称
型号
专用夹具
卧式万能回转头铣床
X6225
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
铣削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(mm/s)
基本工时min
铣
1
2
铣拨叉轴孔下端面
铣拨叉轴孔上端面
高速钢镶齿套式面铣刀
高速钢镶齿套式面铣刀
游标卡尺
游标卡尺
68
68
1
1
1
1
0.5
0.5
90
90
380
380
1.51
1.51
附表4拨叉零件机械加工工序卡片
中南林业科技大学
交通运输专业
机械加工工序卡片
生产类型
大批生产
工序号
040
零件名称
拨叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
45号钢
HRC24-HRC30
锻件
约1kg
设备
夹具和辅助工具
名称
型号
专用
夹具
立式钻床
Z5215A
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
背吃刀量(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(mm/s)
基本工时min
钻
1
2
3
4
钻
孔
扩
孔
铰
孔
锪倒角
高速钢直柄麻花钻
高速钢锥柄扩孔钻
高速钢锥柄机用铰刀
高速钢直面锪钻
游标卡尺
72
60
59
3
1
1
1
1
7
0.375
0.125
1
0.34
0.6
1.0
0.1
315
500
200
500
250
390
160
390
0.68
0.2
0.30
0.06
附表5拨叉零件机械加工工序卡片
中南林业科技大学
交通运输专业
机械加工工序卡片
生产类型
大批生产
工序号
050
零件名称
拨叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
45号钢
HRC24-HRC30
锻件
约1kg
设备
夹具和辅助工具
名称
型号
专用
夹具
卧式万能回转头铣床
X6225
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
铣削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(mm/s)
基本工时min
铣
1
2
粗铣拨叉轴脚上端面
粗铣拨叉轴脚下端面
高速钢镶齿套式面铣刀
游
标
卡
尺
74
74
1
1
1
1
0.5
0.5
90
90
380
380
1.64
1.64
附表6拨叉零件机械加工工序卡片
中南林业科技大学
交通运输专业
机械加工工序卡片
生产类型
大批生产
工序号
060
零件名称
拨叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
45号钢
HRC24-HRC30
锻件
约1kg
设备
夹具和辅助工具
名称
型号
专用
夹具
卧式万能回转头铣床
X6225
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
铣削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(mm/s)
基本工时min
铣
1
2
粗铣拨叉脚内侧面
半精铣拨叉脚内侧面
高速钢圆
柱形铣刀
游
标
卡
尺
39.4
39.4
1
1
1
0.7
0.72
1.5
160
226.8
420
590
0.34
0.46
附表7拨叉零件机械加工工序卡片
中南林业科技大学
交通运输专业
机械加工工序卡片
生产类型
大批生产
工序号
070
零件名称
拨叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
45号钢
HRC24-HRC30
锻件
约1kg
设备
夹具和辅助工具
名称
型号
专用
夹具
立式钻床
Z5125A
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
背吃刀量(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(mm/s)
基本工时min
钻
1
钻定位销孔
高速钢直柄麻花钻
游
标
卡
尺
35
1
3
0.34
1250
390
0.08
附表8拨叉零件机械加工工序卡片
中南林业科技大学
交通运输专业
机械加工工序卡片
生产类型
大批生产
工序号
100
零件名称
拨叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
45号钢
HRC55-HRC58
锻件
约1kg
设备
夹具和辅助工具
名称
型号
专用
夹具
精密卧轴矩台平面磨床
MPM150
工
序
工
步
工步说明
刀
具
量
具
加工
余量
(mm)
走刀
次数
磨削
深度
(mm)
横向
进给
(mm/st)
砂轮
转速
(r/min)
砂轮
速度(m/s)
基本工时min
磨
1
2
磨拨叉脚上端面
磨拨叉脚下端面
砂轮
游
标
卡
尺
0.2
4
0.053
10
2800
23
0.48
(注:
范文素材和资料部分来自网络,供参考。
只是收取少量整理收集费用,请预览后才下载,期待你的好评与关注)
 升级会员
升级会员 