整理再制造泵车检验标准.docx
《整理再制造泵车检验标准.docx》由会员分享,可在线阅读,更多相关《整理再制造泵车检验标准.docx(23页珍藏版)》请在冰豆网上搜索。
整理再制造泵车检验标准
再制造泵车检验标准
1、服务部提供返厂明细及整改、检修项目清单
2、入厂接车检验员填写《再制造泵车整改通知单》
3、检验标准:
(过程发现问题按照《再制造零部件检验及不合格品处置管理办法》执行)
3.1底盘:
检验项目
检验标准
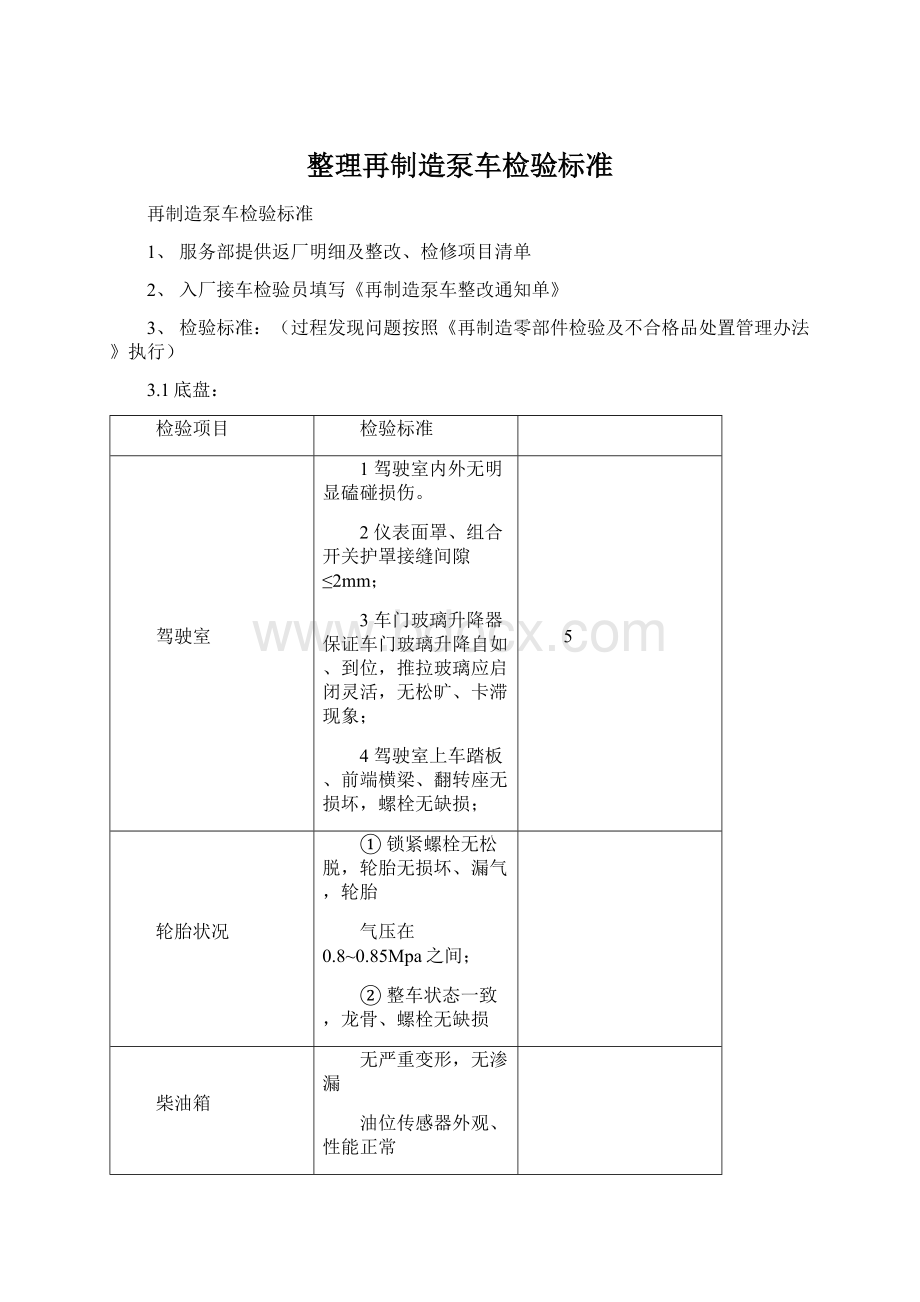
驾驶室
1驾驶室内外无明显磕碰损伤。
2仪表面罩、组合开关护罩接缝间隙≤2mm;
3车门玻璃升降器保证车门玻璃升降自如、到位,推拉玻璃应启闭灵活,无松旷、卡滞现象;
4驾驶室上车踏板、前端横梁、翻转座无损坏,螺栓无缺损;
5
轮胎状况
①锁紧螺栓无松脱,轮胎无损坏、漏气,轮胎
气压在0.8~0.85Mpa之间;
②整车状态一致,龙骨、螺栓无缺损
柴油箱
无严重变形,无渗漏
油位传感器外观、性能正常
灯光
所有的灯光正常(转向灯、大灯、小灯、仪表灯、
上/下灯、雾灯、尾灯、刹车灯),侧反射器正常。
驾驶室内主要功能
1雨刷器、喇叭、音响设备、空调(如加氟需等待24小时后验证)玻璃升降、反光镜、点烟器等正常;
2电压表、发动机转速表、机油压力表、燃油表、水温表、车速里程表、气压表指示正常;
3发动机起动正常;
4刹车气压充足且气管不漏气;
5前、后轮行车制动平稳、有效;
6驻车制动可靠。
7高低档转换时仪表内快慢显示图标显示正常。
8
遥控器
1接线正确,无缺陷、干涉;接收器固定牢固;
2电池充电功能良好。
3遥控器无损坏划伤、无破损。
消音器
(排气筒)
1排气筒与助力油管之间距离大于50mm
2无破损漏气、无严重锈蚀
机油、冷却
液
1发动机油清澈,油量标尺正常;
2冷却液处于MIN与MAX刻度之间。
3底盘无泄漏点。
检验项目
检验标准
传动轴
1底盘各桥连接处无锈蚀、卡滞;
2节头处油嘴无缺陷且加注好油脂;
3万向节锁紧/无松动,方向正确;
4对准标识清晰;
5转动时无异响。
保险盒
驾驶室右侧保险盒内电源总保险完好,无损坏。
高低档
车辆切换高低挡时变速箱无异响、漏气;
驾驶室举升
升降驾驶室底部无干涉现象,升降机及管路接头无渗漏、锈蚀现象。
发动机
1启动发动机后观察气压上升后,排气是否正常,底盘气路各管路接头无漏气现象。
2发动机左右两侧靠近热源区的所有线束管路无烧损现象。
(是否存在隐患)
3发动机进气管胶皮管卡紧固有效。
4发动机各结构件外观无锈蚀现象。
5底盘各油液装置连接管路接头无松动及渗漏现象。
6
泵送/行驶
切换
1在发动机启动状态下,空档时,泵送/行驶按
钮才有效;
2指示灯指示正确;
3切换平滑,信号准确,声音正常;
4气缸与气管无漏气现象。
挂档/取力操作
底盘正常气压(0.83Mpa)条件下,检查高低档操作平顺性和变速箱副箱响应及时性。
声音正常。
电瓶检查
1电瓶连接线无损坏、脱落,电极无损伤;
2电瓶线连接正确,开关有效;
3在主接地线的螺纹和最高点无油漆。
4电瓶外观无损坏、划伤;
5电瓶箱内外无锈蚀;
6储气筒外观整洁,无磕碰、锈蚀、烧伤现象。
3.2上装
检验项目
检验标准
支撑台
1支撑台油箱、水箱无泄漏,焊道无开裂
2可视油位计透明可见,无渗漏油
3副车架连接处无开焊、开裂
4各油口,堵头无渗漏油现象
支腿
左前支腿展收自如,无卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
右前支腿展收自如,无卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
右后支腿展收自如,无卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
左后支腿展收自如,无卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
探伤检测主要和关键焊缝,无开裂
转台
转台回转自如,无异响、抖动现象
转台线束、胶管无破损,固定有效
臂架
1臂展收自如,无干涉,卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
2臂展收自如,无干涉,卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
3臂展收自如,无干涉,卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
4臂展收自如,无干涉,卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
5臂展收自如,无干涉,卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
6臂展收自如,无干涉,卡滞、渗漏油,油缸支座无开焊、开裂,耳环无损伤
各臂架输送管无破损漏浆,管卡紧固有效,无严重锈蚀
末端软管能够落到支架内,且能锁紧
探伤检测主要和关键焊缝,无开裂
泵送
小油缸、摆动油缸无渗漏油
接近开关紧固无松动,换向有效
砼活塞无严重磨损,无偏磨
各润滑点有黄油嘴,且能够打黄油
搅拌功能正常
各胶管、法兰接头、钢管接头无渗漏油,无严重锈蚀
风冷器
各胶管、接头、螺钉紧固有效,无渗漏油
风冷器能够自动运转且排风正常
水路
水泵能正常启动,水枪无损坏
水泵马达、胶管、接头无渗漏油,各管路无严重锈蚀
清洁度
检查、更换分动箱、减速机、水泵马达、搅拌马达齿轮油
液压油清洁度控制按工艺文件执行
多路阀
1两侧支腿多路阀反应正常
2操作时无卡滞,干涉、渗漏油现象
整车标识
1警告、注意标识清楚明确
2方向及粘贴位置正确
3C标识
内容清晰,位置正确,粘贴牢固
铭牌
1标记清楚,与该车型相互
2方向及粘贴位置正确
防护栏
防护栏有效,符合国家标准(GB00567)
整改项目
按照库存车、市场车整改项目内容检验确定整改项目(随时更新)
3.3
漆面外观除有特殊需要的泵车外,不进行整车恢复,只对局部进行补漆处理
3.4调试
按照《市场库存车辆调试方案》执行
将四个支腿全部展开后垫好垫板支撑稳当,使轮胎离地50mm。
并将泵车调整到水平位置,通过观察泵车两边的水平仪,倾斜角度小于3度。
最后目测观察泵车是否水平。
(一)臂架调试
臂架挂配重40分钟,检测臂架油缸伸缩量≤2mm,每节臂架展收10次,检测干涉和展收时间。
(二)打水试验
将臂架全部展开至水平位置,在臂架末端接水管,将水引至料斗,加配重模拟实际泵送,加节流工装,将排量调至低压2档,打水1小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨。
将排量调至高压2档,打水1小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨。
将排量调至低压4档,打水1小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨。
将排量调至高压4档,打水1小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨
将排量调至低压6档,打水2小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨。
拆除在线过滤,将排量调至高压6档,打水2小时,记录各系统压力,观察各部分运转是否正常,活塞是否偏磨。
柴油机转速调到规定值(1650rpm),排量处于低压10档,打水5小时,记录各系统压力,观察各部分运转是否正常,活塞是否偏磨。
系统压力16-20Mpa
柴油机转速调到规定值(1650rpm),排量处于高压10档,打水1.5小时,记录各系统压力,观察各部分运转是否正常。
系统压力16-20Mpa
(三)、憋压试验
1.支腿憋压试验
①37.45.48米泵车支腿压力调至25Mpa,支腿油缸憋压5分钟,检查支腿油缸及油管接头渗漏,检查完后调节至正常压力20Mpa。
②52米支腿压力调节至30Mpa,支腿油缸憋压5分钟,检查支腿油缸及油管接头渗漏,检查完后调节至正常压力25Mpa
2.主油缸憋压试验
①.左主油缸憋压5分钟,检查油缸和油管接头渗漏
②右主油缸憋压5分钟,检查油缸和油管接头渗漏
3.臂架憋压
对于不同的评价单元,可根据评价的需要和单元特征选择不同的评价方法。
①37.45.48米泵车调整臂架比例阀压力至35Mpa,每节臂均憋压3分钟,检查油缸和油管接头是否渗漏.
4.环境保护地方性法规和地方性规章②52米泵车调高臂架比例阀压力至38Mpa,每节臂均憋压3分钟,检查油缸和油管接头是否渗漏。
(四)
(五)3.意愿调查评估法检查整改
1.检查摆阀油缸上下球头挡板固定螺钉是否松动
2.检查主油缸紧固螺钉是否松动
3.检查砼活塞、连接杆等处紧固螺栓是否松动
4.
5.第二节 安全预评价检查固定泵送水箱的螺栓、螺母是否松动
6.
7.
(1)报送审批综合性规划草案和专项规划中的指导性规划草案时,将环境影响篇章或者说明一并报送。
检查各钢管管接头、管夹是否松动
8.
9.
(1)结合评价对象的特点,阐述编制安全预评价报告的目的。
检查各软管管接头是否松动
10.
11.2)购买环境替代品。
检查液压系统中液压元件和管路不允许漏(渗)油
12.
13.
(一)建设项目环境影响评价的分类管理检查上下车输送管支架焊缝是否开裂
14.
15.
(2)可能造成轻度环境影响的建设项目,编制环境影响报告表,对产生的环境影响进行分析或者专项评价;清洗整车,更换减速机和分动箱齿轮油
(五)辅料
在评估经济效益不能直接估算的自然资源方面,机会成本法是一种很有用的评价技术。
机会成本法特别适用于对自然保护区或具有唯一性特征的自然资源的开发项目的评估。
液压油700L/台 润滑脂 15kg/台
齿轮油18L/台 (37米 /42米 /45米)
齿轮油27L/台 (48米)
齿轮油40L/台 (52米)
3.5填写记录表
车调试检验记录表
车型:
调试人员:
检验人员:
VIN:
接车日期:
泵车生产日期
将四个支腿全部展开后垫好垫板支撑稳当,使轮胎离地50mm。
并将泵车调整到水平位置,通过观察泵车两边的水平仪,倾斜角度小于3度。
最后目测观察泵车是否水平。
序号
检验内容
自检
专检
备注
1
轮胎离地高度
左前
左后
右后
右前
2
整车是否水平
臂架调试
序号
检验内容
自检
专检
备注
1
配重40分钟变幅油缸1伸缩量≤2mm
2
配重40分钟变幅油缸2伸缩量≤2mm
3
配重40分钟变幅油缸3伸缩量≤2mm
4
配重40分钟变幅油缸4伸缩量≤2mm
5
配重40分钟变幅油缸5伸缩量≤2mm
6
1臂展收10次,记录展收时间,各部位是否干涉
展
收
7
2臂展收10次,记录展收时间,各部位是否干涉
8
3臂展收10次,记录展收时间,各部位是否干涉
9
4臂展收10次,记录展收时间,各部位是否干涉
10
5臂展收10次,记录展收时间,各部位是否干涉
11
6臂展收10次,记录展收时间,各部位是否干涉
将臂架全部展开至水平位置,在臂架末端接水管,将水引至料斗,加配重模拟实际泵送,加节流工装
一.排量调至低压2档,打水1小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨。
序号
检验内容
自检
专检
备注
1
记录各系统压力
控制压力
泵送压力
摆缸压力
搅拌压力
2
1小时换向次数:
3
系统显示转速:
4
实际测量转速:
5
油温测量记录
开机:
运行20分钟:
运行45分钟:
6
水槽水温控制
开机:
运行30分钟:
运行1小时:
7
泵送料斗水温控制
开机:
运行30分钟:
运行1小时:
8
检验砼活塞是否偏磨
二.排量调至高压2档,打水1小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨。
序号
检验内容
自检
专检
备注
1
记录各系统压力
控制压力
泵送压力
摆缸压力
搅拌压力
2
1小时换向次数:
3
系统显示转速:
4
实际测量转速:
5
油温测量记录
开机:
运行20分钟:
运行45分钟:
6
水槽水温控制
开机:
运行30分钟:
运行1小时:
7
泵送料斗水温控制
开机:
运行30分钟:
运行1小时:
8
检验砼活塞是否偏磨
三、将排量调至低压4档,打水1小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨
序号
检验内容
自检
专检
备注
1
记录各系统压力
控制压力
泵送压力
摆缸压力
搅拌压力
2
1小时换向次数:
3
系统显示转速:
4
实际测量转速:
5
油温测量记录
开机:
运行20分钟:
运行45分钟:
6
水槽水温控制
开机:
运行30分钟:
运行1小时:
7
泵送料斗水温控制
开机:
运行30分钟:
运行1小时:
8
检验砼活塞是否偏磨
四、将排量调至高压4档,打水1小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨
序号
检验内容
自检
专检
备注
1
记录各系统压力
控制压力
泵送压力
摆缸压力
搅拌压力
2
1小时换向次数:
3
系统显示转速:
4
实际测量转速:
5
油温测量记录
开机:
运行20分钟:
运行45分钟:
6
水槽水温控制
开机:
运行30分钟:
运行1小时:
7
泵送料斗水温控制
开机:
运行30分钟:
运行1小时:
8
检验砼活塞是否偏磨
五、将排量调至低压6档,打水2小时,记录各系统压力,记录换向次数、转速、油温并观察各部分运转是否正常,活塞是否偏磨
序号
检验内容
自检
专检
备注
1
记录各系统压力
控制压力
泵送压力
摆缸压力
搅拌压力
2
1小时换向次数:
3
系统显示转速:
4
实际测量转速:
5
油温测量记录
开机:
运行20分钟:
运行45分钟:
6
水槽水温控制
开机:
运行30分钟:
运行1小时:
7
泵送料斗水温控制
开机:
运行30分钟:
运行1小时:
8
检验砼活塞是否偏磨
六、拆除在线过滤,将排量调至高压6档,打水2小时,记录各系统压力,观察各部分运转是否正常,活塞是否偏磨。
序号
检验内容
自检
专检
备注
1
液压油清洁度测量
2
记录各系统压力
控制压力
泵送压力
摆缸压力
搅拌压力
3
1小时换向次数:
4
系统显示转速:
5
实际测量转速:
6
油温测量记录
开机:
运行20分钟:
运行45分钟:
7
水槽水温控制
开机:
运行30分钟:
运行1小时:
8
泵送料斗水温控制
开机:
运行30分钟:
运行1小时:
9
检验砼活塞是否偏磨
七、柴油机转速调到规定值(1650rpm),排量处于低压10档,打水5小时,记录各系统压力,观察各部分运转是否正常,活塞是否偏磨。
系统压力16-20Mpa
序号
检验内容
自检
专检
备注
1
记录各系统压力
控制压力
泵送压力
摆缸压力
搅拌压力
2
1小时换向次数:
3
系统显示转速:
4
实际测量转速:
5
油温测量记录
开机:
运行1小时:
运行2小时:
运行3小时:
6
水槽水温控制
开机:
运行30分钟:
运行1小时:
运行2小时:
运行4小时:
7
泵送料斗水温控制
开机:
运行30分钟:
运行1小时:
运行2小时:
运行4小时:
8
检验砼活塞是否偏磨
八、柴油机转速调到规定值(1650rpm),排量处于高压10档,打水1.5小时,记录各系统压力,观察各部分运转是否正常。
系统压力16-20Mpa
序号
检验内容
自检
专检
备注
1
记录各系统压力
控制压力
泵送压力
摆缸压力
搅拌压力
2
1小时换向次数:
3
系统显示转速:
4
实际测量转速:
5
油温测量记录
开机:
运行20分钟:
运行45分钟:
6
水槽水温控制
开机:
运行30分钟:
运行1小时:
7
泵送料斗水温控制
开机:
运行30分钟:
运行1小时:
8
检验砼活塞是否偏磨
憋压试验检测
1.支腿憋压试验
①37.45.48米泵车支腿压力调至25Mpa,支腿油缸憋压5分钟,检查支腿油缸及油管接头渗漏,检查完后调节至正常压力20Mpa。
②52米支腿压力调节至30Mpa,支腿油缸憋压5分钟,检查支腿油缸及油管接头渗漏,检查完后调节至正常压力25Mpa
序号
检验内容
自检
专检
备注
1
检查左前支腿处平衡阀、管接头、胶管扣压处是否渗漏,支腿多路阀接头紧固无松脱、渗漏油。
2
检查右前支腿处平衡阀、管接头、胶管扣压处是否渗漏,支腿多路阀接头紧固无松脱、渗漏油。
3
检查右后支腿处平衡阀、管接头、胶管扣压处是否渗漏,支腿多路阀接头紧固无松脱、渗漏油。
4
检查左后支腿处平衡阀、管接头、胶管扣压处是否渗漏,支腿多路阀接头紧固无松脱、渗漏油。
2.主油缸憋压试验
①左主油缸憋压5分钟,检查油缸和油管接头渗漏
②右主油缸憋压5分钟,检查油缸和油管接头渗漏
序号
检验内容
自检
专检
备注
1
检查左主油缸处胶管、法兰、油缸结合面、管接头是否渗漏油,
2
检查左侧截止阀处接头、结合面、紧固螺栓处是否渗漏油
3
检查右主油缸处胶管、法兰、油缸结合面、管接头是否渗漏油,
4
检查右侧截止阀处接头、结合面、紧固螺栓处是否渗漏油
3.臂架憋压
①37.45.48米泵车调整臂架比例阀压力至35Mpa,每节臂均憋压3分钟,检查油缸和油管接头是否渗漏.
②52米泵车调高臂架比例阀压力至38Mpa,每节臂均憋压3分钟,检查油缸和油管接头是否渗漏。
序号
检验内容
自检
专检
备注
1
1节臂憋压检查油缸结合面、活塞密封、平衡阀接头、钢管接头、胶管接头及扣压处是否渗漏油(或变形)
2节臂憋压检查油缸结合面、活塞密封、平衡阀接头、钢管接头、胶管接头及扣压处是否渗漏油(或变形)
3节臂憋压检查油缸结合面、活塞密封、平衡阀接头、钢管接头、胶管接头及扣压处是否渗漏油(或变形)
4臂憋压检查油缸结合面、活塞密封、平衡阀接头、钢管接头、胶管接头及扣压处是否渗漏油(或变形)
5臂憋压检查油缸结合面、活塞密封、平衡阀接头、钢管接头、胶管接头及扣压处是否渗漏油(或变形)
6臂憋压检查油缸结合面、活塞密封、平衡阀接头、钢管接头、胶管接头及扣压处是否渗漏油(或变形)
检查臂架多路阀各接头、测压软管无渗漏油、胶管扣压处无变形、渗漏油
检查整改
序号
检验内容
自检
专检
备注
1
检查摆阀油缸上下球头挡板固定螺钉是否松动
2
检查主油缸紧固螺钉是否松动
3
检查砼活塞、连接杆等处紧固螺栓是否松动
4
检查固定泵送水箱的螺栓、螺母是否松动
5
检查上下车输送管支架焊缝是否开裂
6
清洗整车,更换减速机和分动箱齿轮油
4再制造车间对调试发现的问题进行整改后检查入库,由生产与物流管理部对泵车随车工具进行恢复。
5对再制造恢复过程中需要更换或者返修零部件按照《再制造零部件检验及不合格品处置管理办法》如下内容执行:
“4.5.1制造技术部负责对零部件再制造确认并出具工艺整改方案;
5.4泵车再制造车间安排对整机进行整改,并组织对《零部件报废申请单》(附件5)牵头评审;对于需要通过供应商进行整改的零部件通过《协作配套件件再制造通知单》(附件6)通知采购部;
5.5采购部根据再制造部提供的外购件再制造清单,对零部件实施再制造;质量管理部对再制造后的零部件进行外观初检,并确认零部件的流水号是否与报检单一致,并在入库单上盖章;”
5.1再制造泵车的外购件按现行标准进行检验合格入库,特殊情况的需办理《协作配套件不合格评审单》或者《紧急例外放行单》;
5.2再制造泵车拆解可修复零部件由制造技术部出具临时方案进行修复,由责任车间检验员跟军方案进行检验;
5.3对不可修复的零部件进行评审报废后更换。
 升级会员
升级会员 