汽车设计工艺计算题.docx
《汽车设计工艺计算题.docx》由会员分享,可在线阅读,更多相关《汽车设计工艺计算题.docx(11页珍藏版)》请在冰豆网上搜索。
汽车设计工艺计算题
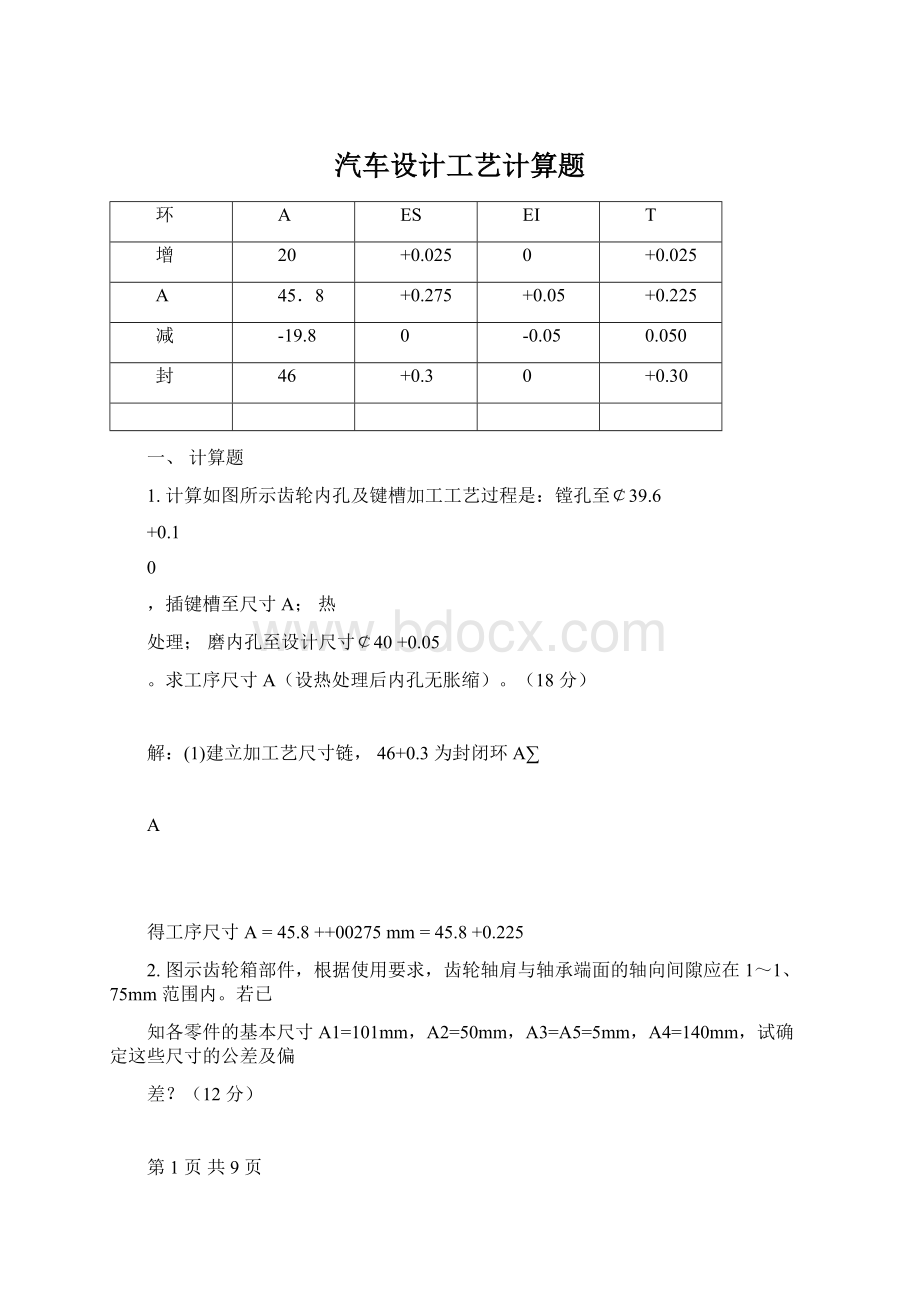
环
A
ES
EI
T
增
20
+0.025
0
+0.025
A
45.8
+0.275
+0.05
+0.225
减
-19.8
0
-0.05
0.050
封
46
+0.3
0
+0.30
一、计算题
1.计算如图所示齿轮内孔及键槽加工工艺过程是:
镗孔至¢39.6
+0.1
0
,插键槽至尺寸 A; 热
处理; 磨内孔至设计尺寸¢40 +0.05
。
求工序尺寸 A(设热处理后内孔无胀缩)。
(18 分)
解:
(1)建立加工艺尺寸链, 46+0.3 为封闭环 A∑
A
得工序尺寸 A = 45.8 ++00275 mm = 45.8 +0.225
2. 图示齿轮箱部件,根据使用要求,齿轮轴肩与轴承端面的轴向间隙应在 1~1、75mm 范围内。
若已
知各零件的基本尺寸 A1=101mm,A2=50mm,A3=A5=5mm,A4=140mm,试确定这些尺寸的公差及偏
差?
(12 分)
第 1 页 共 9 页
【答案】
解:
(1)画出装配尺寸链图,确定各环属性
A5A4A∑A3
A1A2
A∑为封闭环;A1,A2 为增环;A3,A4,A5 为减环,
A∑j=1,T A∑=0、75,则 A∑=1 +0.75
(2)极值法(各环设公差相等)
1)各环平均公差 TM(Ai)=T A∑/(n-1)=0、75/(6-1)=0、15
因 A3,A5 尺寸小且不难加工,可取 TA3=TA5=0、1
又 A1,A2 较大且难加工,取 TA1=TA2=0、2
则 TA4=0、15
2) 按入体原则,取
A1=101 +0.2 ,A2=50 +0.2 ,A3=A5=5 -0.1 ,A4=140 -0.15
3) 验算 ES(A∑)=∑ES( Ai )-∑EI( Ai )=0、75
EI(A∑)=∑EI( Ai )-∑ES( Ai )=0
故结果正确。
3.如图所示零件,镗孔前表面 A,B,C 已经过加工。
镗孔时,为使工件装夹方便,选择 A 面为定位基
准,并按工序尺寸 L 进行加工。
为保证镗孔 后间接获得设计尺寸100 ± 0.15 符合图样规定的要
求,试确定 L 尺寸的范围(基本尺寸及偏差)。
(10 分)
第 2 页 共 9 页
B
C
A
答:
(1)画出工艺尺寸链图:
(2)计算基本尺寸:
L3=L+L2-L1
100=L+80-280L=280+100-80=300
计算 L 的上偏差=0.16, 下偏差=0.01
所以:
L=300 ++0.016 mm
4.图示套筒工件,在车床上已经加工好外圆、内孔及各表面,现在需要在铣床上以端面 A 定位铣
出表面 C,保证尺寸 20-0.2 mm,试计算铣此缺口时的工序尺寸。
(10 分)
20
0
- 0.2
C
A
B
D
40
0.05
0
6 5 ¡ À.05
答:
画出加工的工艺尺寸链图
−−→
A1
20-0.2 (A0)
第 3 页 共 9 页
工序名称
工序余量
工序尺寸公差
工序尺寸及偏差标注
磨削
0、3
0、013,h6
0
φ 28-0.013
精车
0、9
0、084,h10
0
φ 28.3-0.033
粗车
2、8
0、28,h12
0
φ 29.2-0.084
毛坯
4(总余
量)
+0.40
-0.75
0.40
φ32+-0.25
−−−→
←−−−
0
5.某小轴上有一外圆,直径为 φ 28h6 ,表面粗糙度为 0、8μm,其加工方案为粗车-精车-淬火-磨削。
生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。
(8 分)
6.图示套筒零件,毛坯为棒料,机械加工路线为:
车左端面-车外圆-调头车右端面,保证设计尺寸
50-0.17 ,钻小孔 φ10 ,镗大孔 φ 20 。
(12 分)
(1)按设计要求画出设计尺寸链并求解未知尺寸。
(2)考虑测量基准与设计基准的不重合,试画出工艺尺寸链并求解未知尺寸。
(3)当所求位置的大孔深度尺寸为 40、25,套筒总长为 50 时,是否满足设计要求?
这是工序检验中
的什么现象?
10
0
0
- 0.3 6
550
0
- 0.17
(1)设计尺寸链如图,
第 4 页 共 9 页
10-0.36
50-0.17
+0.36
A0
(2)工艺尺寸链如图,
10-0.36 ( A0)
←−−
−−−→
A0 为封闭环,由极值法知, A1 = 40+-0.36
(3)大孔深为 40、25,套筒总长为 50 时,得出,
50-40、25=9、75,而 9、75 满足设计尺寸要求;这是检验工序中称之的“假废品”现象。
7.试提出成批生产如图所示的零件机械加工工艺过程(从工序到工步),并指出各工序的定位基准。
第 5 页 共 9 页
工序号
工 序 内 容
定位基准
1
铸造
2
铣削两端面
对称端面
3
钻、扩、绞¢20H8 孔至尺寸
R20 外圆,一端面
4
粗 、 精 铣 底 面 A 保 证 尺 寸 25, 并
注意保持底面厚薄均匀
φ20H8 孔
5
铣削表面 B、C,保证底面厚度 15
底面 A,一端面
6
钻削底面 2—¢10 孔至尺寸要求
底面 A,φ20H8 孔
7
检验
其余
第 6 页 共 9 页
8.计算题 (本 题 共 1 0 分 )
加工如下图所示某零件,定位基准与设计基准不重合时工序尺寸计算。
图中所示为某零件
试 求 :
镗 孔 调 整 时 的 工 序 尺 寸 L1。
+0.15 +0.10
,
解 :
( 1) 画 出 尺 寸 链 并 确 定 封 闭 环 ( 如 下 图 ) (3 分 )
镗 孔 时 要 调 整 的 工 序 尺 寸 L1 为 轴 线 到 定 位 基 准 间 的 距 离 , 由 加 工 保 证 。
图 中 孔 线 的 设 计
基 准 是 M 面 , 其 位 置 尺 寸 L0 通 过 工 序 尺 寸 L1 和 以 加 工 尺 寸 L2 间 接 获 得 从 尺 寸 链 图 中 分 析
L0 为 封 闭 环 。
( 2) 判 断 增 、 减 环 (2 分 )
按 增 减 环 的 定 义 确 定 L1 为 增 环 , L2 为 减 环
( 3) 根 据 上 述 公 式 , 计 算 L1 的 基 本 尺 寸 和 上 、 下 偏 差 (3 分 )
基 本 尺 寸 100=L1-200L1=300
上偏差+0.15=ESL1-0ESL1=0.15
下偏差-0.15=EIL1-0.1EIL1=-0.05
+0.15
第 7 页 共 9 页
(4)校 核 (2 分 )
按照封闭环的公差值是其他组成环的公差之和。
TL0=TL1+TL2=0.2+0.1=0.3
9. 如图所示。
已知工件的相关尺寸 L1 = 70--0.025 , L2 = 60-0.025 , L3 = 20+0.15 , L3 不便
测量。
试重新给出可以测量的尺寸,并标注该测量尺寸及偏差。
(10 分)
解:
画尺寸链图 (2分)
重新给出的测量尺寸为 L4,即大直径孔的深度尺寸,
由工艺尺寸链图分析知
封闭环
增环
L3 = 20+0.15
→
L2 = 60-0.025
(1 分) 减环
(1 分) 增环
←
L1 = 70--0.025
→
L4 = ?
(1 分)
(1 分)
→→←
解尺寸链 L3 = L2 + L4 - L1
→→←
ES (L3 ) = ES (L2 )+ ES (L4 )- EI (L1 )
→→←
EI (L3 ) = EI (L2 )+ EI (L4 )- ES (L1 )
∴ L4 = 30+0.10
L4 = 30
→
ES (L4 ) = 0.10
→
EI (L4 ) = 0
(3 分)
第 8 页 共 9 页
(1 分)
10. 如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工完毕。
试求:
当以 B 面定位钻直径
为φ10mm 孔时的工序尺寸 A1 及其偏差。
(要求画出尺寸链图、指出封闭环、增环和减环)
解:
⑴ 画出工艺尺寸链图(4 分)
0
A
A =25± 0. 1
0
分析可知:
封闭环 A0 = 25 ± 0.1
⑵计算工序尺寸 A1 :
由封闭环的基本尺寸公式:
25=
,增环、减环如图所示。
A1 +50-60 解得:
A1 =35
(2 分)
由封闭环的上偏差公式:
0.1=ES
A1 +0-(-0.1)解得:
ES A1 =0
(2 分)
由封闭环的下偏差公式:
-0.1=EI
A1 = 35
0
故
-0.05
A1 -0.05-0
解得:
EI
A1 =-
0.05 (2 分)
第 9 页 共 9 页
 升级会员
升级会员 