10kV高压电缆头制作技术总结.docx
《10kV高压电缆头制作技术总结.docx》由会员分享,可在线阅读,更多相关《10kV高压电缆头制作技术总结.docx(9页珍藏版)》请在冰豆网上搜索。
10kV高压电缆头制作技术总结
110kV电缆头制作
一.作业条件、要求:
⑴.电缆头制作时,应由经过培训的熟悉工艺的人员进行,严格遵守制作工艺规程。
电缆头材料型式、规格应与电缆类型相匹配。
⑵.不能在雨天或过分潮湿的天气工作。
⑶.整个作业过程应在清洁的环境下进行,应使用帆布或塑料编织布围设出一个封闭空间。
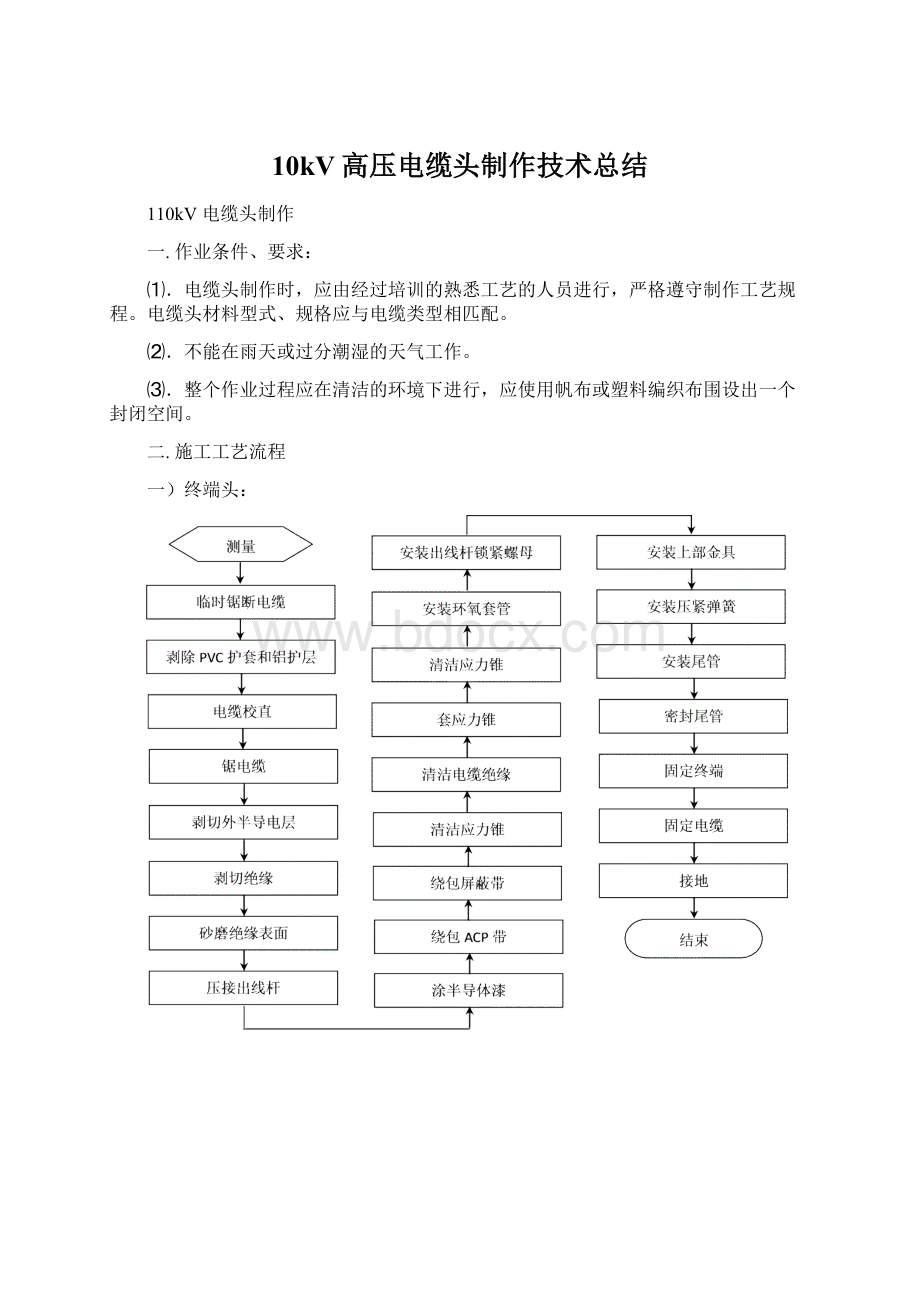
二.施工工艺流程
一)终端头:
二)中间接头:
三.工艺说明:
仅说明110kV电缆头制作的一般步骤和要点,具体制作工艺及尺寸根据电缆头选型不同而有所差异,详见具体电缆头材料配套制作工艺图解。
一)电缆终端头制作:
(1)电缆整形,临时固定,分割
①核实图纸,确认最终安装位置,并用手拉葫芦校直电缆。
②用电动锯临时割去多余电缆,锯电缆时防止铜屑飞散。
(2)剥除PVC及铝护套
(3)电缆校直,使电缆充分收缩,消除内应力
①在半导电带上按要求按次序绕包聚脂带、铝带、加热带、绝热带。
②置于预定位置进行加热至80℃,保温3小时。
③加热完毕,清除各层绕包层,仅留下具脂带,用角铝夹紧,自然冷却至40℃以下,除去角铝。
(4)在最终位置锯断电缆,锯面应垂直。
(5)剥切外导电层
①按图纸所示尺寸剥切,并用PVC带作好标记。
剥切过程中应使用绳索固定电缆并注意保护电缆。
②平滑旋转剥切刀,剥除标记以上的半导电层。
不能剥到标记以外。
③剥切至少进行两次,直到外径达到图纸要求。
不允许一次剥切到位,否则容易引起剥切过多。
④用玻璃片将半导电层切口处修成光滑斜坡。
(6)剥除绝缘
用绝缘剥切刀剥除绝缘,露出线芯。
(7)砂磨电缆绝缘
①按次序用不同标号的砂带砂磨绝缘。
②每种砂带至少砂10个来回,直到上次的砂痕消失。
不能用砂过半导电层的砂带砂绝缘表面。
(8)压接出线杆
在套入应力锥前压接出线杆,使用锉刀修平压接面的凸起处。
出线杆应与电缆保持同轴平直。
(9)涂半导电漆
①清洁绝缘表面,用聚脂胶带包绕作为涂漆的上下沿边界。
②用刷子均匀涂抹,等10分钟让其风干。
③再次涂抹半导电漆。
④去掉聚脂胶带。
(10)绕包ACP带
ACP带绕包层上边沿应保证平直即垂直于电缆,且尺寸准确。
(11)包绕屏蔽带
①依照图纸在ACP带及半导电阻水带之间的半导电层上包C带、铅带、FB-W带。
②镀锡铜编织带两根放置在铅带表面,绑扎并锡焊,在铝护套表面用镀锡铜丝绑扎并锡焊。
③套入应力锥压紧弹簧。
(12)清洁应力锥
彻底清洁预制应力锥,检查并确保表面没有划伤及灰尘。
擦拭方向应从绝缘至半导电部分,纸巾不可重复使用。
(13)清洁电缆绝缘
用清洁剂擦洗电缆绝缘表面,确保没有损伤及灰尘。
(14)套入应力锥
①在电缆绝缘表面及应力锥内侧涂抹硅油。
②用手缓慢而仔细的套应力锥,当应力锥下沿接近半导电ACP带时,应与ACP方向同向旋转并小心使其滑下。
图示:
套入应力锥
(15)清洁应力锥
①清洁应力锥及电缆绝缘表面。
检查并确认没有影响终端质量的瑕疵,如划伤、灰尘,潮湿。
②在与环氧锥内侧相接触的应力锥表面涂抹硅油。
(16)安装环氧套管
①将与应力锥接触的环氧件内侧涂抹硅油。
②清洁出线杆,套入止推环。
③“O”型圈涂硅脂放在出线杆密封槽内,套入环氧套管。
图示:
套入环氧套管
(17)安装出线杆锁紧螺母
①清洁出线杆及“O”型圈,“O”型圈涂硅脂并套在出线杆上。
②安装密封圈压紧环。
③安装锁紧螺母并调节出线杆至套管的长度至规定值。
④安装止退螺母,拧紧内六角螺钉。
(18)安装接线端子及屏蔽环
①安装接线端子,并保证端面至环氧套台面距离符合图纸要求。
②密封圈涂硅脂套在密封压板的凹槽中,装屏蔽罩。
(19)安装压紧弹簧
①推压紧环使应力锥向上滑直至与环氧锥内壁相触。
②将两根镀锡编织带固定在压紧环螺栓上。
③弹簧压紧环不应碰伤电缆表面及应力锥,压紧环与环氧套之间的距离应满足图纸要求。
(20)安装尾管
①清洁“O”型圈并涂硅脂,放入尾管密封槽内。
②在尾管与铝护套的间隙中埋充橡胶带。
③用镀锡钢丝绑扎并锡焊8根镀锡编织带,使之与尾管和铝护套均良好接触。
(21)尾管密封
①按图纸所表示的尺寸在PVC护套上清除一段石墨层。
②依照图纸,按次序分别包扎:
FB-W带填空隙、涂环氧的玻璃丝带、FB-W带、PVC带。
(22)固定终端
(23)固定电缆
(24)接地
用接地电缆将尾管接至接地点。
二)电缆中间接头制作:
(1)-(7)项与终端头制作步骤相同。
见终端头制作工艺
(1)-(7)项。
(8)过渡斜坡
用玻璃片将半导电切口处修成圆滑的斜度过渡,长度范围根据图纸要求。
(9)予制件扩张
(10)将部件套入电缆
重要:
将热缩管和已扩张的予制件套在电缆上,确认没有漏套的附件后开始压接。
必须按照图纸检查套入部件的数量、方向、次序。
(11)压接
①压模尺寸正确,先压接管中部,再压两侧。
②用锉刀修整接管上的毛刺或尖锐部分。
(12)接管处填充绕包PVC带
用半导电自粘带填平接管空隙,与电缆绝缘外径相同。
(13)
予制橡胶件就位
(14)绕包屏蔽层
在橡胶件两端包半导电自粘带,达到与橡胶件端部相同的直径。
(15)安装热收缩管
①根据图纸所示尺寸收缩。
②在热收缩管接口重叠处包带密封:
FB-W带、PVC带。
(16)接地
①在铝护套上用铜线绑扎接地线并焊接。
②在接地线上绕包FB-W带和PVC带。
(17)密封
①根据安装图在热缩管端部、铝护套、PVC护套、过渡区包FB-W带和PVC带。
②将裸露的地线用FB-W带和PVC带包好,作为接地线。
(18)
外壳安装
四.施工所用机、器具
序号
名称
规格
单位
数量
备注
1
电动锯
把
3
2
温控加热毯
套
2
3
半导体剥切刀
把
2
4
大功率电烙铁
250W
把
4
5
液压压线钳
压模根据电缆规格选定
把
2
6
力矩扳手
套
2
7
套筒扳手
套
2
8
喷灯
只
4
9
其他辅助材料
若干
10
 升级会员
升级会员 