压铸模具技术规范.docx
《压铸模具技术规范.docx》由会员分享,可在线阅读,更多相关《压铸模具技术规范.docx(17页珍藏版)》请在冰豆网上搜索。
压铸模具技术规范
1目的:
规范公司模具设计、制造的技术、质量标准,在顾客没有特殊要求的情况下,作为公司模具制造、验收的准则。
2适用范围:
适用于公司制造的铝、镁、锌压铸模具的设计、制造、验收、运输过程
3引用标准:
GB/T8844-2003压铸模具技术要求
GB/T1804-2000—般公差未注公差的线性和角度公差
GB/T1184-1996形状公差和位置公差未注公差值
GB/T197-1981普通螺纹公差与配合
4技术要求
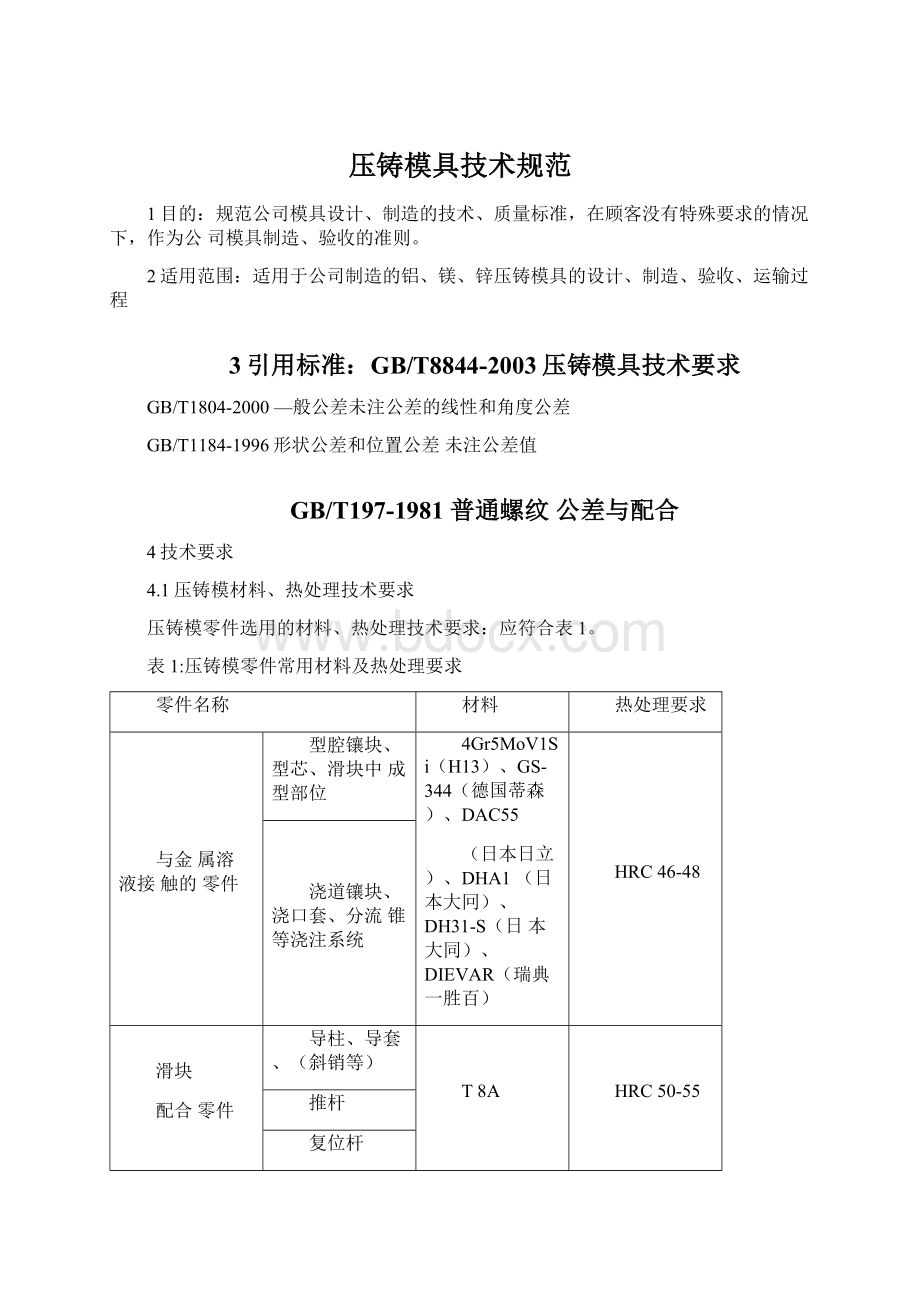
4.1压铸模材料、热处理技术要求
压铸模零件选用的材料、热处理技术要求:
应符合表1。
表1:
压铸模零件常用材料及热处理要求
零件名称
材料
热处理要求
与金属溶液接触的零件
型腔镶块、型芯、滑块中成型部位
4Gr5MoV1Si(H13)、GS-344(德国蒂森)、DAC55
(日本日立)、DHA1(日本大冋)、DH31-S(日本大同)、DIEVAR(瑞典一胜百)
HRC46-48
浇道镶块、浇口套、分流锥等浇注系统
滑块
配合零件
导柱、导套、(斜销等)
T8A
HRC50-55
推杆
复位杆
模架结构零件
动模套板、定模套板、支承板、动模底板、定模底板、推板、推杆固定板
45
HRC28-32
滑块接座、滑块夹条、楔紧块、磨损块
45
HRC40-45
4.2压铸模几何尺寸技术要求
4.2.1成型部位未注公差的极限偏差:
应符合表2要求
表2:
成型部位未注公差mm
基本尺寸
<10
>10-50
>50-180
>180-400
>400
极限偏差值
±0.03
±0.05
±0.10
±0.15
±0.2
4.2.2成型部位转接圆弧未注公差的极限偏差:
应符合表3要求
表3:
成型部位圆弧未注公差mm
基本尺寸
<6
>6-18
>18-30
>30-120
>120
极限偏差值
凸圆弧
0/-0.15
0/-0.20
0/-0.3
0/-0.45
0/-0.6
凹圆弧
+0.15/0
+0.20/0
+0.30/0
+0.45/0
+0.60/0
423成型部位未注角度和锥度公差:
应符合表4要求(注:
锥度公差按锥体母线长度决定,角度公差按角度短边长度决定)
表4:
成型部位未注角度和锥度公差
锥体母线或角度短边长度
<6
>6-18
>18-50
>50-120
>120
极限偏差值
±30'
±20'
±15'
±10'
±5'
4.2.4非成型部位未注公差的极限偏差:
应符合表5要求
表5:
非成型部位未注公差mm
公差等级
基本尺寸分段
0.5-3
>3-6
>6-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
中等级m
+0.1
+0.1
+0.2
+0.3
+0.5
+0.8
+1.2
+2
425螺钉安装孔、推杆孔、复位杆孔等未注孔距公差的极限偏差:
应符合表6要求
表6:
螺钉安装孔、推杆孔、复位杆孔等未注孔距公差mm
公差等级
基本尺寸分段
0.5-3
>3-6
>6-30
>30-120
>120-400
>400-1000
>1000-2000
>2000-4000
精密级f
+0.05
+0.05
+0.1
+0.15
+0.2
+0.3
+0.5
426模具零件图中螺纹的基本尺寸:
应符合表7要求
表7:
螺纹的基本尺寸mm
公称直径D
螺距P
中径D2
小径D1
旋合长度
4(-0.14)
0.7
2.675
2.459+0.18
>2
<6
5(-0.15)
0.8
4.48
4.134+0.2
>2.5
<7.5
6(-0.18)
1
5.35
4.917+0.24
>3
<9
8(-0.21)
1.25
7.188
6.647+0.265
>4.5
<13
10(-0.24)
1.5
9.026
8.376+0.3
>5.6
<16
12(-0.265)
1.75
10.863
10.106+0.335
>6
<18
16(-0.28)
2
14.7
13.835+0.375
>8
<24
20(-0.335)
2.5
18.376
17.294+0.45
>10
<30
24(-0.375)
3
22.051
20.752+0.5
>12
<36
30(-0.425)
3.5
27.727
26.211+0.56
>15
<45
36(-0.475)
4
33.402
31.670+0.6
>18
<53
42(-0.5)
4.5
39.077
37.129+0.67
>21
<63
48(-0.53)
5
46.051
44.752+0.71
>24
<71
52(-0.53)
5
48.752
46.587+0.71
>24
<71
427压铸模模具零件的配合类别和精度等级:
应符合表8、表9要求
表8:
模具零件的配合类别和精度等级
类别
工作条件
配合类别和精度
典型配合零件
固定零
件
与金属液接触,受热较大
H7/h6(圆形)
套板和镶块,镶块和型芯,套板和浇口套、镶块、分流锥等
H8/h7(非圆形)
不与金属液接触,受热较小
H7/k6
套板和导套的固定部位
H7/m6
套板和导柱、斜销、楔紧块、定位销等固定部位
滑动零
件
与金属液接触,受热量较大
H7/f7(锌合金)
推杆和推杆孔,型芯、分流锥和卸料板上的滑动配合部位,型芯和滑动配合的孔
H7/e8(镁合金、铝合金)
H7/e8(锌合金)
成型滑块和镶块
H7/d8(镁合金、铝合金)
受热量不大
H8/e7
导柱和导套的导滑部分
H9/e8
推板导柱和推板导套的导滑
部位
H7/e8
复位杆与孔
表9:
极限公差表ym
基本尺寸/mm
H
h
k
m
f
e
d
大于
至
7
8
6
7
6
6
7
7
8
8
-
3
+10/0
+14/0
0/-4
0/-6
+6/0
+8/+2
-6/-16
-14/-24
-14/-28
-20/-34
3
6
+12/0
+14/0
0/-8
0/-12
+9/+1
+12/+4
-10/-22
-20/-32
-20/-38
-30/-48
6
10
+15/0
+22/0
0/-9
0/-15
+10+/1
+15/+6
-13/-28
-25/-40
-25/-47
-40/-62
10
18
+18/0
+27/0
0/-11
0/-18
+12/+1
+18/+7
-16/-34
-32/-50
-32/-59
-50/-77
18
30
+21/0
+33/0
0/-13
0/-21
+15/+2
+21/+8
-20/-41
-40/-61
-40/-73
-65/-98
30
50
+25/0
+39/0
0/-16
0/-25
+18/+2
+25/+9
-25/-50
-50/-75
-50/-89
-80/-119
50
80
+30/0
+46/0
0/-19
0/-30
+21/+2
+30/+11
-30/-60
-60/-90
-60/-106
-100/-146
80
120
+35/0
+54/0
0/-22
0/-35
+25/+3
+35/+13
-36/-71
-72/-107
-72/-126
-120/-174
120
180
+40/0
+63/0
0/-25
0/-40
+28/+3
+40/+15
-43/-83
-85/-125
-85/-148
-145/-208
180
250
+46/0
+72/0
0/-20
0/-46
+33/+4
+46/+17
-50/-96
-100/-146
-100/-172
-170/-242
250
315
+52/0
+81/0
0/-32
0/-52
+36+/4
+52/+20
-56/-108
-110/-162
-110/-191
-190/-271
315
400
+57/0
+89/0
0/-36
0/-57
+40/+4
+57/+21
-62/-119
-125/-182
-125/-214
-210/-299
400
500
+63/0
+97/0
0/-40
0/-63
+45/+5
+63/+23
-68/-131
-135/198
-135/-232
-230/-327
4.3压铸模脱模斜度技术要求
4.3.1成型部位未注脱模斜度时,形成铸件内侧壁的脱模斜度:
应不大于表10的规定值(外
侧壁的脱模斜度不大于表5规定值的1/2)
表10:
成型部位未注脱模斜度
脱模高度
(mm)
<3
>3-6
>6-10
>10-18
>18-30
>30-50
>50-80
>80-120
>120-180
>180-250
锌合金
1°30'
1°30'
1°
1°
1°
0°50'
0°45'
0°30'
0°30'
0°15'
镁合金
2°
2°
1°30'
1°30'
1°15'
1°15'
1°
0°45'
0°30'
0°30'
铝合金
2°
2°
1°30'
1°30'
1°15'
1°15'
1°
1°
0°45'
0°30'
432圆模芯的脱模斜度:
应不大于表11的规定值
表11:
圆模芯脱模斜度
脱模高度
(mm)
<3
>3-6
>6-10
>
10-18
>18-30
>30-50
>50-80
>80-120
>120-180
>180-250
锌合金
2°
2°
1°30'
1°
15'
1°
0°45'
0°30'
0°30'
0°20'
0°15'
镁合金
2°
2°
1°30'
1°
15'
1°15'
1°
1°
0°45'
0°30'
0°30'
铝合金
2°
2°
1°30'
1°
15'
1°15'
1°
1°
1°
-
-
433文字符号的脱模斜度:
10°-15°。
4.4压铸模形位公差技术要求
4.4.1模具结构零件和有配合关系结构的形位公差:
应符合表12、表13、表14的要求
表12:
模具结构零件的形位公差
零件名称
选用精度
导滑
部位
导柱
工作面对配合面的跳动:
0.01
推板导柱
工作面对配合面中心线连线的跳动:
0.01
导套
工作面对配合面的跳动:
0.01
推板导套
模板
套板、座板、支承板
套板:
基准面垂直度:
侧基准面对侧基准面5级,测基准对端面基准7级;端面平
行度:
5级。
推板
端面平行度:
300:
0.04
垫块
长端侧面平行度:
100:
0.02
表13:
模具有配合关系结构的形位公差
有关要素的形位要求
选用精度
导柱或导套的固定孔
导柱或导套安装孔的轴线与套板分型面
的垂直度
5-6级
套板安装型芯和镶块的孔
套板:
型芯固定孔的轴线与其他各板上孑L的公共轴线的同轴度
圆形孔:
6级非圆形孔:
7-8级
套板
套板:
镶块圆孔的轴线与分型面的端面圆跳动(以镶块外缘为测量基准)
6-7级
套板:
镶块孔的表面与其分型面的垂直
度
7-8级
套板:
镶块圆孔的轴线与分型面端面跳动(以镶块外缘为测量基准)
6-7级
套板:
镶块孔的表面与其分型面的垂直
度
7-8级
镶块
镶块上型芯固定孔的轴线对其分型面得
垂直度
7-8级
镶块相邻两侧面的垂直度
6-7级
镶块相对两侧面的平行度
5级
镶块分型面对其侧面的垂直度
6-7级
镶块分型面对其底面的平行度
5级
圆形镶块的轴心线对其端面的圆跳动
6-7级
圆形镶块各成形台阶表面对安装表面的
同轴度
5-6级
表14:
形位公差数值表
主参数/mm
平行度、垂直度公差等级
5
6
7
8
公差值卩m
<10
5
8
12
20
>10-16
6
10
15
25
>16-25
6
12
20
30
>25-40
10
15
25
40
>40-63
12
20
30
50
>63-100
15
25
40
60
>100-160
20
30
50
80
>160-250
25
40
60
100
>250-400
30
50
80
120
>400-630
40
60
100
150
主参数/mm
圆柱度、圆跳动公差等级
5
6
7
8
公差值卩m
>6-10
4
6
10
15
>10-18
5
8
12
20
>18-30
6
10
15
25
>30-50
8
12
20
30
>50-120
10
15
25
40
>120-250
12
20
30
50
>250-500
15
25
40
60
442模具零件图中未注形位公差:
应符合表15要求
表15:
未注形位公差卩m
名称
基本长度范围
<10
>10-30
>30-100
>100-300
>300-1000
>1000-3000
直线度
0.02
0.03
0.04
0.06
0.08
0.1
平面度
垂直度
0.03
0.06
0.1
0.1
对称度
0.1
圆跳动
0.1
4.5压铸模表面粗糙度技术要求
压铸模零件表面粗糙度:
应符合表16的要求
表16:
压铸模零件工作部位表面粗糙度
分类
工作部位
表面粗糙度(Ra)
6.3
3.2
1.6
0.8
0.4
0.2
0.1
成形表面
型腔和型芯
O
O
O
受金属冲刷的表面
内浇口附近的型腔、型芯、内浇口
及溢流槽入口
O
O
浇注系统表面
直浇道、横浇道、溢流槽
O
O
安装面
定模和动模座板,模脚与压铸机的
安装表面
O
受力较大的摩擦表面
分型面,滑块楔紧面
O
O
导向部位表面
轴
孔
导柱、导套和斜销的导滑面
O
O
与金属液不接触
的滑动表面
轴
孔
复位杆与孔的配合面,滑块、斜滑块传动机构的滑块表面
O
O
与金属液接触的
滑动表面
轴
孔
推杆与孔的表面,卸料板镶块及型
芯滑动面滑块的密封面
O
O
O
O
固定配合表面
轴
孔
导柱和导套,型芯和镶块,斜销和弯销,楔紧块和模套等固定部位
O
O
组合镶块品合面
成型镶块的拼合面精度要求较高的
固定组合面
O
加工基准
划线的基准面,加工和测量的基准
面
O
受压紧力的台阶表面
型芯,镶块的台阶表面
O
不受压紧力的台阶表
面
导柱,导套,推杆和复位杆的台阶
表面
O
O
排气槽表面
排气槽
O
O
非配合表面
其他
O
O
4.6压铸模其他技术要求
4.6.1成型部位未注明圆角:
R0.5,非工作部位棱边应倒角,型面与分型面或与型芯、推杆等
相配合的交接边缘不允许倒角或倒圆。
462零件不允许有锈斑、碰伤、和凹痕等缺陷,保持无脏物和油污。
463零件经热处理后硬度应均匀,不允许有裂纹、脱碳、氧化斑点。
4.6.4应在模版的侧向基准面上作明显标记,其位置在离各基准面的边距为8mn处,标记为
①6深0.5mm的涂色平底坑。
465零件均应去除毛刺,图样中未注尺寸的倒角处均为0.5X45°。
4.7压铸模总装技术要求
4.7.1模具分型面对定、动模座板安装位置的平行度:
应符合表17要求
表17:
模具分型面对定、动模座板安装位置的平行度卩m
被测面最大长度
<160
>160-250
>250-400
>400-630
>630-1000
>1000-1600
公差值
0.03
0.05
0.07
0.1
4.7.2导柱、导套对定、动模座板安装面的垂直度:
应符合表18要求
表18:
导柱、导套对定、动模座板安装面的垂直度mm
导柱、导套有效长度
<40
>40-63
>63-100
>100-160
>160-250
公差值
0.015
0.02
0.025
0.030
0.040
4.7.3模具所有活动部分应保证位置准确,动作可靠,不得有歪斜和卡滞现象。
要求固定的零件不得相对窜动。
4.7.4在合模位置,复位杆端面应与其接触面贴合,允许以后不大于0.05mm的间隙。
4.7.5浇道转接处应光滑连接,镶拼处应密合,未注脱模斜度应不小于5°,表面粗糙度:
Raw0.4卩m
4.7.6滑块运动应平稳,合模后滑块和楔紧块应压紧,接触面积应不小于四分之三,开模后限位应准确可靠。
4.7.7合模后分型面应紧密贴合,如有局部间隙,其间隙应不大于0.05mm(排气槽除外)。
4.7.8冷却水路应畅通,不允许有渗漏现象,进水口和出水口应有明显标记。
4.7.9模具吊环螺钉要确保安全吊装,起吊时候模具应平稳,便于装摸。
4.8压铸模的验收
4.8.1验收应包括以下内容:
1)外观检查;
2)尺寸检查;
3)模具材料和热处理要求检查;
4)试模和压铸件检查;
5)质量稳定性检查;
4.8.2模具制作者应按模具图和本技术规范对整套模具进行外观、尺寸检查。
4.8.3模具制作者应要求热处理供方,提交热处理结果的检验报告,确认符合模具图要求和本技术规范,方可转序生产。
4.8.4完成4.8.2、4.8.3项目检查并确认合格后,可进行试模。
试模工艺参数应进行记录,模具使用中活动部分动作应灵活、稳定、准确、可靠,冷却水路及液压油路应畅通、不渗漏,模具排气良好,金属液没有飞溅现象。
4.8.5试模工艺稳定后,应连续提取5-10模压铸件进行检验。
模具制作者和顾客确认铸件合格后,公司开具合格证并随模具交付顾客。
4.8.6模具质量稳定性检验的生产批量:
锌合金:
3000模,铝、镁合金:
1500模;
除与顾客有特殊约定外,上述工作应在接到被检模具后1个月内完成。
4.8.7顾客在稳定性检验期间,应按图样和本技术规范对模具主要零件的材质、热处理和表面处理情况进行检查或抽查,发现质量问题应有模具制造者解决。
4.9压铸模的标志、包装、运输、贮存
4.9.1在模具非工作面的明显处应作出标志,标志应包含:
模具号、模具名称、出厂日期、供方名称。
4.9.2模具交付前应清洗干净,所有零件表面应涂覆防锈剂。
4.9.3模具交付前,经试模合格后的模具应合模后水平放置,放置场地应通风、干燥,防止模具的锈蚀。
4.9.4出厂模具根据运输要求进行包装,应防潮、防止磕碰,保证在正常运输中模具完好无损。
2016年11月20日
 升级会员
升级会员 