电瓷帽坯件成型机设计.docx
《电瓷帽坯件成型机设计.docx》由会员分享,可在线阅读,更多相关《电瓷帽坯件成型机设计.docx(16页珍藏版)》请在冰豆网上搜索。
电瓷帽坯件成型机设计
电瓷帽坯件成型机
1.设计题目……………………………………………………3
2.机器的功能分析…………………………………………4
3.运动方案设计……………………………………………4
4.运动方案的评价及选定……………………………………7
5.机器的运动循环图…………………………………………8
6.执行机构的设计与分析…………………………………8
7.运动曲线…………………………………………………10
8.自编程序…………………………………………………14
9.参考资料…………………………………………………18
设计题目
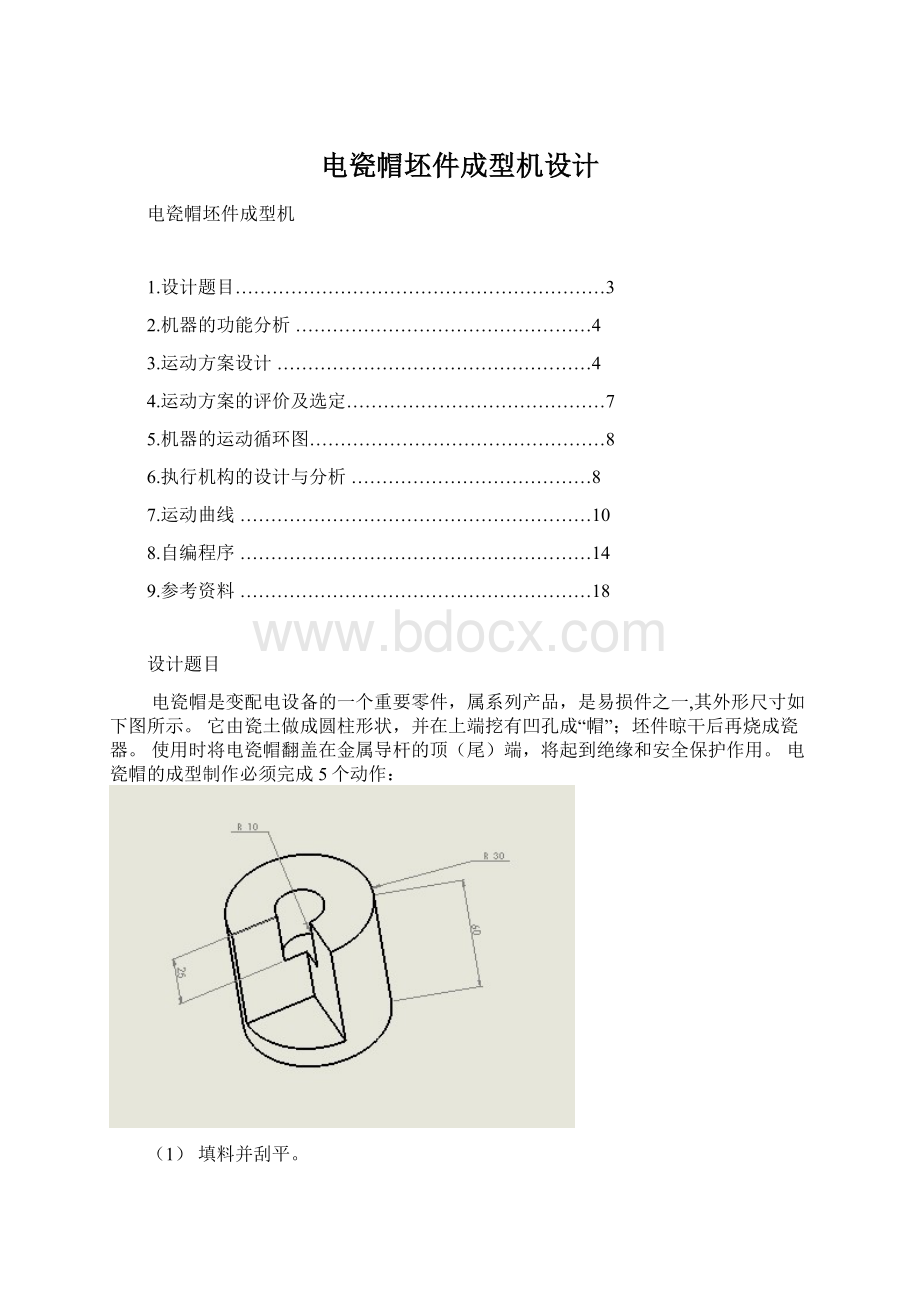
电瓷帽是变配电设备的一个重要零件,属系列产品,是易损件之一,其外形尺寸如下图所示。
它由瓷土做成圆柱形状,并在上端挖有凹孔成“帽”;坯件晾干后再烧成瓷器。
使用时将电瓷帽翻盖在金属导杆的顶(尾)端,将起到绝缘和安全保护作用。
电瓷帽的成型制作必须完成5个动作:
(1)填料并刮平。
(2)转模输送物料。
(3)坯件经冲压成型。
(4)坯件脱模。
(5)坯件输送。
原始数据及设计要求如下:
(1)生产能力:
3000只/h。
(2)电瓷帽尺寸:
高60mm、外径60mm、孔径20mm、孔深25mm。
(3)驱动电机:
Y90S—4,功率p=1.1kW,转速n=1400r/min。
(4)电瓷帽坯件成型机一般至少包括凸轮机构,齿轮机构,连杆机构等在内的3种机构,冲压机构应具有增力功能。
机器的功能分析
首先,填料机构填料,之后,由槽轮带动工作台转动180度,使填好料的模型孔刚好对着正上方的冲压机构,转动的过程中同时进行了刮平。
当填好料的模型孔对着冲压机构时,采用六杆增力机构的冲压机构向下运动可完成坯件的冲压成型。
这段时间内,底盘脱模凸轮处于近休止阶段。
冲压机构返回的同时,底盘的推杆由于凸轮的升程运动向上运动,从而使圆盘沿着孔壁向上运动,达到坯件脱模的目的。
凸轮运动到最大位移时,远休止0.5秒。
机构在凸轮推动下将成型的坯件推到传送带上。
由于脱模凸轮运动,圆盘回到初始位置。
在转盘转动180度之后至脱模结束这段时间,填料机构填料完毕,进行新一轮循环。
运动方案设计
方案一:
1、组成:
六杆増力机构、冲压模型及脱模机构、转盘、填料及刮平机构、抽底盘机构、槽轮机构、齿轮系、凸轮机构
2、功能原理:
首先,由填料机构填料;其次,槽轮带动工作台转动180°,使得冲压机构与填好料的模型孔正对,并且在转动工作台的时候进行了刮平的步骤。
当填好料的模型孔正对着冲压机机构时,连有六连杆机构的冲压模型机构的内芯向下压,靠着末端带有的垫片带动外轴下降,完成坯件的冲压成型。
冲压机构由槽轮机构控制运动,这时停在原位。
待底下的底盘被抽走之后,冲压机构的外轴在凸轮的带动下,对坯件进行挤压,使它冲压下来,到达传送带上。
3、机构简图:
方案二:
1、组成:
六杆増力机构、冲压模型、转盘、填料及刮平机构、将成型机构推到传送带机构、凸轮脱模机构、槽轮机构、齿轮系
2、功能原理:
见功能分析
3、机构简图:
方案三:
1、组成:
偏置曲柄滑块机构、冲压模型、转盘(三等分型)、填料及刮平机构、脱模机构、槽轮机构、齿轮系
2、功能原理:
首先由填料机构填料,其次工作台转120°,使得冲压机构正好与填好料的模型孔相对,并且工作台转动的同时完成了刮平的步骤。
而后连有偏置曲柄滑块机构的冲压机构向下压,完成坯件的冲压成型。
而后冲压机构上移,工作台转180°,脱模杆对坯件挤压脱模,送到传送带上。
3、机构简图:
运动方案评价及选定
方案一:
优点:
机构简单,易于建模和实际生产加工。
缺点:
运动复杂,时间配合较难,脱模时坯件离传送带有一段距离,可能会使坯件受损。
方案二:
优点:
运动相对简单,时间配合简单,坯件不容易损坏。
缺点;机构相对复杂,建模困难。
方案三:
优点:
结构简单,思路思路清晰。
缺点:
脱模时坯件离传送带有一段距离(同方案一),无增力功能。
机器的运动循环图
执行机构的设计与分析
1、确定电机带轮与带轮2的比例为12:
35;电机带轮与带轮1的比例为12:
35;带轮小3与带轮大3的比例为1:
4。
2、齿轮传动机构的传动比
模数m=3
小齿轮3与大齿轮3的齿数比为21:
72
小齿轮1与大齿轮1的齿数比为18:
36
伞轮的齿数比为20:
20
蜗杆涡轮的传动比为1:
40
3、六连杆机构的尺寸
六连杆cd=ce为450;
Bc=317.5
曲柄ab=107.5
4、槽轮参数计算
槽数Z为4
圆销直径自定为23
每次转角为45度,但由于齿轮传动,工作台每次转角为90度
中心距L=200
回转半径R=141.4
槽顶半径S=141.4
槽深h=107
运动曲线
冲压台位移曲线
冲压台速度曲线
冲压台加速度曲线
脱模机构位移曲线
脱模机构速度曲线
脱模机构加速度曲线
推杆位移曲线
推杆速度曲线
推杆加速度曲线
刮平机构位移曲线
刮平机构速度曲线
刮平机构加速度曲线
自编程序
(1)底盘凸轮:
DimswAppAsObject
Submain()
Dimx()AsDouble,y()AsDouble'凸轮廓线坐标
DimPhAsDouble,PsAsDouble,HAsDouble'凸轮转角、推杆位移、最大行程
DimR0AsDouble,P01AsDouble,P02AsDouble,P03AsDouble,P04AsDouble'基圆半径、凸轮推程运动角
DimStAsDouble,NumAsDouble'凸轮廓线构造点步长、曲线坐标点数目
DimPIAsDouble
PI=3.141592654
ConstCon=3.141592654/180'角度转化为弧度常数
R0=100
H=65'初始条件
P01=144
P01=P01*Con
P02=90
P02=P02*Con
P03=36
P03=P03*Con
P04=90
P04=P04*Con
St=3.14/180
Num=0
ForPh=0ToP01StepSt
Ps=0
Num=Num+1
ReDimPreservex(Num),y(Num)
x(Num)=(R0+Ps)*Sin(Ph)
y(Num)=(R0+Ps)*Cos(Ph)
Next
ForPh=0ToP02StepSt
Ps=H*((Ph/P02)-Sin(2*PI*Ph/P02)/(2*PI))
Num=Num+1
ReDimPreservex(Num),y(Num)
x(Num)=(R0+Ps)*Sin(P01+Ph)
y(Num)=(R0+Ps)*Cos(P01+Ph)
Next
ForPh=0ToP03StepSt
Ps=H
Num=Num+1
ReDimPreservex(Num),y(Num)
x(Num)=(R0+Ps)*Sin(P01+P02+Ph)
y(Num)=(R0+Ps)*Cos(P01+P02+Ph)
Next
ForPh=0ToP04StepSt
Ps=H*(1-(Ph/P04)+Sin(2*PI*Ph/P04)/(2*PI))
Num=Num+1
ReDimPreservex(Num),y(Num)
x(Num)=(R0+Ps)*Sin(P01+P02+P03+Ph)
y(Num)=(R0+Ps)*Cos(P01+P02+P03+Ph)
Next
Open"f:
\1.txt"ForOutputAs#1
Fori=1ToNum
Print#1,x(i),;
Print#1,y(i);0
Nexti
Print#1,0;R0;0
Close#1
SetswApp=Application.SldWorks
EndSub
(2)凸轮1代码:
DimswAppAsObject
SubMain()
Dimx()AsDouble,y()AsDouble'凸轮廓线坐标
DimPhAsDouble,PsAsDouble,HAsDouble'凸轮转角、推杆位移、最大行程
DimR0AsDouble,P01AsDouble,P02AsDouble,P03AsDouble'基圆半径、凸轮推程运动角
DimStAsDouble,NumAsDouble'凸轮廓线构造点步长、曲线坐标点数目
DimPIAsDouble
PI=3.141592654
ConstCon=3.141592654/180'角度转化为弧度常数
R0=100
H=80'初始条件
P01=90
P01=3.141592654/180*P01
P02=54
P02=P02*Con
P03=216
P03=P03*Con
St=3.14/180*2
Num=0
ForPh=0ToP01StepSt
Ps=H*((Ph/P01)-Sin(2*PI*Ph/P01)/(2*PI))
Num=Num+1
ReDimPreservex(Num),y(Num)
x(Num)=(R0+Ps)*Sin(Ph)
y(Num)=(R0+Ps)*Cos(Ph)
Next
ForPh=0ToP02StepSt
Ps=H*(1-(Ph/P02)+Sin(2*PI*Ph/P02)/(2*PI))
Num=Num+1
ReDimPreservex(Num),y(Num)
x(Num)=(R0+Ps)*Sin(P01+Ph)
y(Num)=(R0+Ps)*Cos(P01+Ph)
Next
ForPh=0ToP03StepSt
Ps=0
Num=Num+1
ReDimPreservex(Num),y(Num)
x(Num)=(R0+Ps)*Sin(P01+P02+Ph)
y(Num)=(R0+Ps)*Cos(P01+P02+Ph)
Next
Open"f:
\1.txt"ForOutputAs#1
Fori=1ToNum
Print#1,x(i),;
Print#1,y(i);0
Nexti
Close#1
SetswApp=Application.SldWorks
EndSub
参考资料
(1)孙桓、陈作模、葛文杰主编,机械原理(第七版),北京:
高等教育出版社,2006
邹慧君主编,机械原理课程设计手册,北京:
高等教育出版社,1998忽略此处..
(2)
 升级会员
升级会员 